
国際特許分類[B29C33/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 成形面の形状,例.リブ,溝,に特徴があるもの (734)
国際特許分類[B29C33/42]に分類される特許
21 - 30 / 734
樹脂製筐体
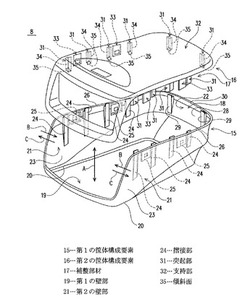
【課題】本発明は反りが発生した筐体の姿勢を容易に補整することができる、樹脂成形部材を得る。
【解決手段】本発明の樹脂製筐体は、第1の壁部19と、該第1の壁部19の向かい合うそれぞれの縁部20に沿って立設される一対の第2の壁部21,21と、を有する第1の筐体構成要素15と、一対の第2の壁部21,21のそれぞれ先端側に跨って取り付けられる第2の筐体構成要素16と、一対の第2の壁部21,21間に挿入されて第2の壁部21,21のそれぞれ内面に摺接する2以上の突起部31,…を有する補整部材17と、を備え、突起部31,…が一対の第2の壁部21,21間に挿入されるのに伴って、一対の第2の壁部21,21間を拡張する方向Cに作用させる傾斜面35が形成される構成を有している。
(もっと読む)
アパーチャー部品製造用の金型および金型を用いたアパーチャー部品の製造方法

【課題】画像読取装置に用いられる所定の配列方向に沿って複数の貫通孔を等間隔で列状に配してなるアパーチャー部品を製造する技術において、微細な構造を有するアパーチャー部品を製造するのに適し、従来より短時間で金型を製作可能な技術を提供する。
【解決手段】互いに係合する第1の金型部品100および第2の金型部品200のそれぞれに、アパーチャー部品の貫通孔に対応する突起部103,203を設け、これらを係合させた間隙空間CVに樹脂を流し込んでアパーチャー部品を製造する。両金型部品が係合した状態では、それぞれの突起部103,203が交互に一列に、しかも等間隔で並ぶようにする。
(もっと読む)
タイヤ用加硫モールド及びタイヤの製造方法
【課題】加硫モールドにおいて、セクターモールドの釜締めに伴うバリの発生を抑制する。
【解決手段】 分割した複数のセグメント12から成り、半径方向に縮径して釜閉じしたときに円環状となるセクターモールド10と、セクターモールド10を挟んで配置され、内部に生タイヤ用の収容空間を形成する一対のサイドモールドから成るタイヤ用加硫モールドであって、前記各セグメント12の割位置12bの内周側に、セクターモールド10を閉じたときに、収容された生タイヤを凹ませて前記各骨部20間に生タイヤが侵入するのを抑制する凸部22を備えた。
(もっと読む)
弾性栓体、医療用キャップおよびその製造方法
【課題】針刺し時の液漏れがなく、また針抜けに対する保持力や復元力に優れるなど、密封性の保持に優れた弾性栓体、それを備えた医療用キャップおよびその製造方法を提供する。
【解決手段】弾性栓体11と、弾性栓体11の周縁部を針刺面14側から内壁で保持する上側枠部12aおよび接液面15側から内壁で保持する下側枠部12bを備えた外枠体12とを有する医療用キャップ10であって、下側枠部12bには、弾性栓体11を加締めるための加締め部18が少なくとも1つ設けられ、弾性栓体11には、その接液面15の第2周縁部19における任意の位置に、前記加締め部18を外枠体12と一体的に成形するためのキャビティ部13が少なくとも1つ設けられており、弾性栓体11は、上側枠部12aとの接触面で溶着されておらず、かつ、下側枠部12bとの接触面で溶着されており、さらに、キャビティ部13においても加締め部18との接触面で溶着している。
(もっと読む)
モールド、インプリント装置、インプリント方法及び物品の製造方法
【課題】インプリント装置における重ね合わせ精度の改善に有利な技術を提供する。
【解決手段】基板の上の樹脂とモールドとを接触させた状態で当該樹脂を硬化させて前記基板にパターンを転写するインプリント装置に用いられるモールドであって、前記基板に転写すべきパターンが形成された矩形形状のパターン部と、前記パターン部が配置される表面の前記パターン部の周囲に形成され、第1開口をそれぞれ含む複数の第1開口部と、前記表面とは反対側の裏面に形成され、第2開口をそれぞれ含む複数の第2開口部と、前記複数の第1開口部のそれぞれと前記複数の第2開口部のそれぞれとを接続する複数の配管と、を含む基部と、を有し、前記表面において前記パターン部の各辺を延長した線を境界線として規定される複数の領域のうち、前記パターン部の頂点のみで前記パターン部と接する領域を面とする前記基部の部分に前記複数の配管の総体積の8割以上が存在するように、前記複数の配管が配置されていることを特徴とするモールドを提供する。
(もっと読む)
樹脂射出成形品
【課題】外力が作用した際に、射出成形によりゲートに残留した樹脂固化物を樹脂射出成形品から切除した切除跡に引張応力が作用しないようにする。
【解決手段】第1板部11と、第1板部11の端縁から裏面側に第1板部11の板面と交差する方向へ一体に突出する第2板部13とからなる加飾パネル9において、第2板部13の突出端部に形成され射出成形によりゲートに残留した樹脂固化物を加飾パネル9から切除した切除跡23の片側に、スリット25を第2板部13の突出端部側に開口するように形成する。第1板部11に表面側から外力が作用した際、樹脂固化物の切除跡23に引張応力が作用しないようにスリット25の開口幅Wを第2板部13の突出端部端縁に沿う方向に拡げる。
(もっと読む)
物品の表面構造
【課題】物品の表面に対する触感をより心地よいものとする。
【解決手段】物品1の表面に凹凸3を形成し、さらにこの凹凸3の凸部5の先端に、凹凸3よりも細かい微細凹凸9を形成する。人の指15が物品1の表面に触れるときの単位面積当たりにおける、指15と物品1との接触する面積の割合が、35%〜90%の範囲となるような凹凸形状とする。望ましくは、指15と物品1との接触する面積の割合が、45%〜80%の範囲となるような凹凸形状とする。
(もっと読む)
プラスチックボトル用プリフォーム及びプラスチックボトル
【課題】本発明の目的は、軽量化を図りながら、必要な座屈強度を有するプラスチックボトル及びそれを成形可能なプラスチックボトル用プリフォームを提供することである。
【解決手段】本発明に係るプラスチックボトル用のプリフォーム100は、ネックサポートリング14が下端に設けられた口部10と、ネックサポートリング14の下に連接する筒状の胴部20と、胴部20の下に連接する底部30とを備えるプラスチックボトル用のプリフォームにおいて、胴部20及び底部30を外周面S2側から薄肉化して、胴部20及び底部30の外周面S2に、胴部20の上端20aから底部30に至る縦リブ50を複数本設けてなる。
(もっと読む)
ころ軸受用保持器、その保持器の成形金型及び製造方法
【課題】ころ軸受用保持器のポケットにおいて、内径側ころ止め突起を省略する一方、その突起に代わる新たなころ止め手段を案出することにより潤滑性を向上させることである。
【解決手段】ポケット14の内壁面16に外径側ころ止め突起17を設け、前記内壁面16の相互間に内径側に至るに従い相互間の距離が小さくなるくさび角θを付与し、内壁面16の内径側端部における相互間の距離yをころ径より小さくなるように設定し、ころ21が内壁面16のくさび形状に噛みこむことにより内径方向への逸脱を防止するようにした。
(もっと読む)
成形品の成形方法
【課題】微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供する。
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
(もっと読む)
21 - 30 / 734
[ Back to top ]