
国際特許分類[B29C33/44]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 成形品,例.アンダカット成形品,の取出しのための装置を備えるもの,または成形品の取出しを容易にするための特別の構造を有するもの (453)
国際特許分類[B29C33/44]の下位に属する分類
流体圧を利用するもの (36)
押しつぶすまたは解体する手段を有するもの (14)
可溶性または可融性のもの (13)
粉末または粒状材料から形成されたもの (2)
国際特許分類[B29C33/44]に分類される特許
31 - 40 / 388
成形品取出方法及び装置
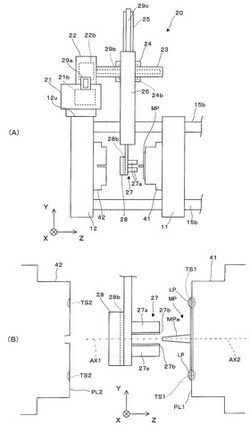
【課題】成形品取り出し時にチャック部を適切に配置することで、成形品の変形や傷を防止できる成形品取出方法及び装置を提供すること。
【解決手段】レンズ成形品MPを取り出す際にレンズ成形品MPを把持する位置を第1分割面PL1に垂直な型開閉方向と第1分割面PL1に平行な分割面方向とに関して調整するので、レンズ成形品MPに意図しない力が付与されることを抑制できる。これにより、取出時にレンズ成形品MPが第1金型41に押し付けられて変形したり傷ついたりする現象の発生を抑えることができ、高精度のレンズを提供することができる。
(もっと読む)
成形金型

【課題】アンダーカット部が設けられる成形品を変形や損傷等を与えることなく成形できる、耐久性の高い成形金型を提案する。
【解決手段】成形金型は、第一側壁103及び第二側壁104の外側面を成形するキャビティ11と、第二側壁104の内側面を成形するコア21と、コア21に対して密着配置されて第一側壁103の内側面を成形する共に、金型開動作の後に第一側壁103の内側面から離間する傾斜コア22と、傾斜コア22に対して密着配置されて第一側壁103の縁部を成形する共に、金型開動作に伴って第一側壁103の縁部から離間するスライドコア24と、を備える。
(もっと読む)
チャック装置およびそれを用いた成形品取出し装置
【課題】チャック装置によってそれぞれ保持した成形品における製品部分waと不要部分wbとを分断し、成形品を所定位置に移動させて製品部分waを収納する場合に、分断した製品部分waと不要部分wbとが接触干渉して姿勢や位置が変化することを防止して、製品部分waを所定位置に収納できるようにする。
【解決手段】成形品の製品部分waを保持する第1チャック部3aと、成形品の不要部分wbを保持する第2チャック部3bとを備えると共に、第1チャック部3aと第2チャック部3bとを相対接近および相対離間移動させるチャック移動手段を備え、このチャック部移動手段は、第1チャック部3aが設けられている可動枠9を、往復移動させるエアーシリンダ12を備えている。
(もっと読む)
射出成形用金型及びそれを用いた射出成形方法、射出成形品、射出成形機
【課題】固定側型板と可動側型板を有し、前記固定側型板と前記可動側型板との間にキャビティが形成され、このキャビティに溶融樹脂を充填することで射出成形品が射出成形される射出成形用金型において、前記射出成形品の円滑な離型を阻害するようなピン部材が存在していたとしても、問題なく、前記射出成形品を前記射出成形用金型から離型させる技術を提供する。
【解決手段】キャビティ8の内壁面のうち、射出成形品26の離型方向に対して直交する内壁面以外の内壁面である第2側壁面28bには、ピン形状のピン部材30を挿入して取り付けるためのピン取り付け孔29が形成されている。第2側壁面28bのうち、ピン取り付け孔29を基準として離型方向と反対側の面領域39には、第2側壁面28bから隆起する隆起部40が形成されている。
(もっと読む)
インプリント装置、および、物品の製造方法
【課題】離型性能の点で有利なインプリント装置を提供する。
【解決手段】このインプリント装置は、基板10上の未硬化樹脂をテンプレート7中の型7aにより成形して硬化させ、硬化した樹脂12からテンプレート7の撓みを伴う離型を行い、基板10上に樹脂12のパターンを形成する。この場合、インプリント装置は、型7aの外縁7bの領域を引きつけてテンプレート7を保持するテンプレート保持部と、テンプレート保持部に対向し、基板10を保持する基板保持部と、押型または離型を選択的に行うようにテンプレート保持部と基板保持部とを相対的に移動させる駆動機構とを有し、樹脂12のパターンにおける離型の完了する領域が撓みによりパターンの中央の領域からずれるように、テンプレート保持部でテンプレート7を引きつけて離型を行う。
(もっと読む)
ケーシング用成型部品及びその金型
【課題】型による成形が容易なケーシング用成型部品および成形に使用する成形型を提供する。
【解決手段】筒1101の少なくとも一方の端部の周縁部に、筒の軸方向に伸びる複数の突起部1103を備えており、複数の突起部が筒の内側に折り曲げられた状態で、他の部品1001を筒の内側に嵌め合せるように構成されたケーシング用成型部品1100とすることで、成形される際に型を引き抜くことができないアンダーカットを有しないため、型を使用した成形によって簡単に製造できる。
(もっと読む)
成形装置及び成形方法
【課題】一端が閉塞された成形品、あるいは複数の枝管部が分岐した成形品であっても、成形後に成形品内からコアを容易に型抜きできるようにする。
【解決手段】幹管部P1と、その幹管部P1から分岐する複数の枝管部P2とを設けたインマニMを成形する。コア22を幹側コア23と、枝側コア24とにより構成する。幹側コア23には幹管部P1と枝管部P2との間の内側湾曲部Cを賦形する曲面部23bを形成する。幹側コア23を、曲面部23bを有する第1コア片23Aと、進退移動される第2コア片23Bとより構成する。両コア片23A,23B間には、第2コア片23Bの進退移動時に第1コア片23Aを枝側コア24に接近離間させる運動変換機構25を設ける。第1コア片23Aと枝側コア24との間には、第1コア片23Aが枝側コア24から離間されるとき、第1コア片23Aの第2コア片23Bと同方向への退出移動を拘束する拘束機構26を設ける。
(もっと読む)
弾性材料製の成形品の取出装置
【課題】ロボットハンドの先端を2軸に直線移動させるだけで、簡単に成形品を金型から取り出せるようにする。
【解決手段】金型4の分割面5に露出するゴム等の弾性材料製の成形品Wを金型から取り出す装置であって、把持機構10を先端に備えたロボットハンドと制御手段を有する。制御手段は、把持機構で成形品の一端部を把持した状態で、把持機構をY軸方向とX軸方向に階段状に移動させることで、成形品Wを片側から徐々に引き剥がす。
(もっと読む)
羽根車の成形方法及び成形装置
【課題】羽根車の製造コストを抑制し易い成形方法、少数の駆動源で駆動可能な成形装置、設置スペースを羽根車の径方向に小さくできる成形装置を提供する。
【解決手段】回転方向の一方側に外周側と内周側とで異なる傾斜角度で傾斜した複数のブレード52が本体の一方側の面における周方向に並設された羽根車50の製造方法として、ブレード52の片側を成形する第1型3Aと、第1型3Aに対向し、型締めする第2型4と、ブレード52に対して第1型3A側に設けられた中子5とを備え、中子5を介して第1型3Aと第2型を型締めする型締工程と、得られたキャビティに樹脂を注入する射出工程と、硬化後に少なくとも第1型3Aを開放し、中子5を羽根車50の外周側から内周側に向かって延出する中子回動軸心X3の周りに回動させて中子5を脱型する工程とを設けた。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
31 - 40 / 388
[ Back to top ]