
国際特許分類[B29C33/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | コア (141)
国際特許分類[B29C33/76]に分類される特許
21 - 30 / 141
発泡樹脂製容器用のドレン弁及びドレン弁付容器
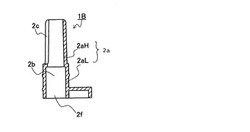
【課題】簡単な構造で容易に開閉することができ、蓋体の紛失等が生じず、外見から開閉の判別が容易にできるので、排水を失念したり、排水を不用意に撒き散らす等のトラブルを防止できる、ドレン弁及び該ドレン弁を用いたドレン弁付容器を提供する。
【解決手段】内部に排水路2bを有する円筒状の縦管2aの下端付近から取っ手部が横設されたL字状部材2からなり、前記縦管2aの管壁に排水入口2cが穿設又は切設されていることを特徴とする発泡樹脂製容器用のドレン弁1B及びこのドレン弁を用いたドレン弁付容器である。
(もっと読む)
空気入りタイヤの製造方法

【課題】生タイヤを、タイヤ軸芯を水平とした縦向き状態にて剛性中子ごと加硫金型内に保持させ、かつ前記加硫金型をタイヤ軸心廻りで回転させながら加硫成形することを基本として、タイヤ軸方向の一方側、他方側でのタイヤ厚さを均一化しうるとともに、ガタによるRRO,RFVへの悪影響を緩和でき、タイヤのユニフォミティーをより向上させうる空気入りタイヤの製造方法を提供する。
【解決手段】剛性中子2を用い、その外表面に未加硫のタイヤ構成部材を順次貼り付けることにより、生タイヤTを形成する生タイヤ形成工程と、前記生タイヤTを、剛性中子2ごと加硫金型4内に投入して加硫成形する、加硫工程とを含む。前記生タイヤTは、タイヤ軸芯を水平とした縦向きにて、前記剛性中子2ごと加硫金型4内に保持され、しかも加硫工程は、前記加硫金型4をタイヤ軸心廻りで回転しながら加硫成形する。
(もっと読む)
成形金型及び樹脂成形品
【課題】 凹状部B1が成形空間A内に位置するように開口部5に嵌挿部材Bが嵌挿された状態であっても、凹状部B1に成形材料が入り込むのを防止することができ、成形品を離型させる際に、成形品が損傷するのを防止することができる成形金型を提供することを課題とする。
【解決手段】 成形材料が充填される成形空間Aを形成する成形壁部4を備え、該成形壁部4には、成形壁部4を貫通して前記成形空間Aに連通する開口部5が形成され、該開口部5は、前記成形空間Aで成形される成形品の離型方向に対して交差する方向に開口する凹状部B1が形成された嵌挿部材Bを嵌挿可能に構成されている成形金型1において、前記凹状部B1の少なくとも一部が成形壁部4よりも成形空間側に位置するように前記嵌挿部材Bが開口部5に嵌挿された状態で、成形空間A側に位置する凹状部B1を閉塞する閉塞部4aが成形壁部4の成形空間A側の開口端部から突出するように形成されていることを特徴とする。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
カップリングレンズ及び光ピックアップ装置
【課題】光軸と直交する方向に小型で、高精度な成形レンズを提供する。
【解決手段】第1光学面を有する第1面と、前記第1面と反対側に第2光学面を有する第2面とを備えた成形レンズにおいて、前記成形レンズの光軸を含む平面と略平行な第1平坦部を有し且つ前記第1光学面の外周形状が円形状、又は、前記第1平坦部とさらに前記平面に対し前記第1平坦部と対称位置に第2平坦部とを有し且つ前記第1光学面の外周形状が円形状であることを特徴とする成形レンズ。
(もっと読む)
樹脂成形品の成形方法
【課題】成形過程で生じた不要物を容易に除去することが可能な樹脂成形品の成形方法を提供することである。
【解決手段】樹脂を成形型に導入して成形物を成形する樹脂成形品10の成形方法において、一部に切削刃部4を有した置き子1を成形型の中に設置し、その状態で成形型に樹脂を導入し、成形物を成形した後に脱型し、置き子1を回転させることにより、樹脂成形品10の一部である薄バリ部35を切削し、成形過程で生じた不要物である薄バリ部35を除去する。
(もっと読む)
ダイキャスト成形型
【課題】置き中子と固定型内部の位置決め部との接触面に鉄系の固い鋳バリが発生しても、置き中子を傷つけずに円滑に抜くことができるダイキャスト成形型を提供する。
【解決手段】鉄系部品をダイキャスト成形するためのダイキャスト成形型2では、置き中子5が固定型12の第1凹部の内部に配置されている。置き中子5は、ダイキャスト成形後に固定型12から可動型11が離れる際に成型品に挟まった状態で可動型11とともに固定型12から離れる。複数の位置決め部14は、固定型12内部における置き中子5の位置決めを行うために置き中子5と接触する。位置決め部14と置き中子5とが接触する接触面5a、14a、5b、14bは、固定型12に対する置き中子5の抜き方向に対して置き中子5の外形寸法を拡大する方向へ傾斜している。
(もっと読む)
タンポンアプリケータアセンブリ用の外筒ならびに形成方法
【課題】使用者の快適性を増すように改良されたタンポンアプリケータアセンブリを形成する単純で低コストの方法を提供する。
【解決手段】外筒をモールド成形した後に外筒の所定領域内に後方テーパー領域を形成することを有している、タンポンアプリケータアセンブリ用の外筒を形成する方法が提供される。この方法は、第1の注型部中で外筒の第1の部分を、第2の注型部中で第2の部分を、第1および第2の注型部が第1の部分の最大外側ディメンションのところで接触するように、モールド成形することと、外筒を第1および第2の注型部から取り出すことと、第2の部分の所定領域内に張り出し領域を形成することとを有している。
(もっと読む)
成形用金型及びその位置調整方法
【課題】第1の金型に対して第2の金型の位置調整を可能にする。
【解決手段】右側の入れ子テーパー面をΔdだけ切削した入れ子30Aの固定部31を位置決め凹部23に挿入し、位置決め凹部23の右側の段差に固定部31を押し付ける。この状態のまま、楔40を空間の4辺に挿入してボルトBで固定する。この際、入れ子テーパー面32を切削したΔdの移動量分が、位置決め凹部23の左側と挿入部33との隙間となるため、左側の楔40の押し込み量は、この隙間を補完するために右側の楔40の押し込み量a1よりも深い押し込み量a2(a2>a1)となる。
(もっと読む)
絶縁チューブユニット成形用の型および絶縁チューブユニット
【課題】油圧による型締め部が不要であり、装置の小型化が図れる絶縁チューブユニット成形用の成形型および絶縁チューブユニットを提供する。
【解決手段】電力ケーブルの接続部を絶縁処理するための絶縁チューブユニット10を成形するキャビティを有する絶縁チューブユニット成形用の成形型40は、3つ以上のブロック41〜44から構成されており、3つ以上のブロック41〜44は、絶縁チューブユニット10の径方向C1、C2に径方向に沿った分割面で分割されている。
(もっと読む)
21 - 30 / 141
[ Back to top ]