
国際特許分類[B29C39/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 一定長の物品,すなわち.不連続物品,を製造するためのもの (1,936)
国際特許分類[B29C39/02]の下位に属する分類
可動型を用いるもの (34)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (1,223)
多層または多色物品の製造 (104)
国際特許分類[B29C39/02]に分類される特許
11 - 20 / 575
模様付き人造大理石の製造方法
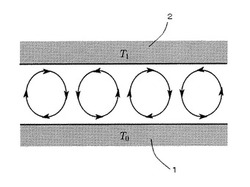
【課題】従来の人造大理石には見られなかった自然な格子状模様や流れ模様等を発現させることができる優美で意匠性の高い人造大理石の製造方法を提案する。
【解決手段】人造大理石用液状コンパウンドを注型して成形するに当たり、成形中の液状コンパウンドの粘度を300〜800mPa・sの範囲に調整し、下金型1を上金型2より温度が高く、かつ上下金型の温度差を30℃〜50℃の範囲とすることによりベナール対流を生じさせ、これにより製品表面に格子状模様、雲柄模様又は流れ模様を発現させるようにしたことを特徴とする模様付き人造大理石の製造方法。
(もっと読む)
金型の製造方法及びレンズシートの製造方法

【課題】レンズシートのレンズとなる金型の凸部を形成する際に、1種類のめっき液でも所望のレンズ形状を得ることを可能とする金型の製造方法及びレンズシートの製造方法を提供する。
【解決手段】板状基材1上にめっき導電膜2を形成し、めっき導電膜2上に所定の幅の溝状、円状又は多角形状の開口部4を有するレジスト5を形成し、ラウリル硫酸ナトリウム及びホルムアルデヒドの少なくともいずれかを含む第1添加剤と、芳香族スルフォン酸塩を含む第2添加剤と、芳香族イミドを含む第3添加剤Cとが各々添加されためっき液を用い、かつ、めっき導電膜2に所定電流を供給することで、レジスト5上の開口部4に対応する位置に、略半円柱状または略半球状のめっき構造物6を形成し、めっき構造物6が形成されているレジスト5上に金属めっきを行って、めっき構造物6の形状が反転転写された略半円柱形状又は略半球状の凹部8を有する金型9を形成する。
(もっと読む)
樹脂注型装置
【課題】主剤と硬化剤の粘度を同様にし、短時間で均一に混合できる樹脂注型装置を提供する。
【解決手段】エポキシ樹脂の主剤を保管する主剤保管タンク1と、硬化剤を保管する硬化剤保管タンク2と、主剤保管タンク1に主剤用パイプ6で接続されるとともに、主剤の所定量を計量する主剤計量タンク5と、硬化剤保管タンク2に硬化剤用パイプ9で接続されるとともに、硬化剤の所定量を計量する硬化剤計量タンク8と、主剤計量タンク5と硬化剤計量タンク8とに接続された混合タンク11と、混合タンク11に接続された樹脂注型金型13とを備え、主剤保管タンク1と硬化剤保管タンク2とのそれぞれにヒータ3、4を設け、硬化剤よりも主剤の樹脂温度を高くしたことを特徴とする。
(もっと読む)
支持部一体型レンズの製造方法、その製造方法に用いられる刃型及び、支持部一体型レンズ
【課題】軟性材料からなる支持部一体型のレンズを製造する際に、加工屑の発生を抑えつつ、より迅速に、簡便な作業でレンズ外形を加工することが可能な技術を提供する。
【解決手段】レンズとして機能する光学部と、この光学部を支持するための支持部とを一体に有し、軟性材料によって形成される眼用レンズの製造方法である。そして、成形型内で樹脂材料を重合もしくは硬化させることで、光学部となる部分及び支持部となる部分を有するバルク眼内レンズ1eを成形する。さらに、バルク眼内レンズ1eが成形型の下型3と一体化した状態で、これらを専用刃型4で打抜くことによって眼内レンズの光学部と支持部の外形を形成する。
(もっと読む)
排気孔付き型および成形品を生成する方法
【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
成形品の製造方法及び製造装置
【課題】成形品(例えば型取り用型)の製造において、成形型内に注入する液体材料(例えばゴム材料)内の気泡を確実に除去する。
【解決手段】原型1及び裏打ち部材2の間に形成された成形空間の最下部と樋状容器4との間を連通路20により接続し、樋状容器4内に取り付けた開閉部材5により連通路20を閉じた状態に設定する。樋状容器4に所要量の液状のゴム材料Gを注入して一旦滞留させた後、開閉部材5により連通路20を開いた状態に設定してゴム材料Gを重力の作用により成形空間内に流入させ、成形空間内にゴム材料Gを充填する。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】レンズ材料や処理液の無駄を省くことができ、狭いスペースで各種の処理を行うことが可能な眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの厚み方向の端部に位置するレンズ面形成部と、前記プラスチックレンズの軸線とは直交する断面の断面積が前記レンズ面形成部より小さくなるレンズ本体部とを一体に成形する成形ステップ1と、前記レンズ面形成部における前記プラスチックレンズの軸線方向から見て前記レンズ本体部よりレンズ外側に突出する端縁部分をプラスチックレンズ用製造装置に支持させ、この製造装置でプラスチックレンズに処理を施す処理ステップ3とを有する。
(もっと読む)
RTM成形方法及びそれによるFRP成形品
【課題】樹脂成形品について、複雑な形状部分を有したものであってもマトリックス樹脂にフェノール樹脂を用いながら生産性の低下を伴うことなく高精度に成形できるようにする。
【解決手段】下型2にゲルコート塗装層50を設けて強化繊維シート60を敷設するとともに所定位置に置き駒5を配し、その後上型3を被せて上下両型の外周側重ね合わせ部分を所定の手段で密着させ、熱硬化性樹脂を注入して強化繊維シート60に含浸させながら型内部20に充填した後、所定の温度で加熱し熱硬化性樹脂を硬化させてFRP成形品を得るRTM成形方法において、その熱硬化性樹脂をフェノール樹脂とし、前記置き駒5が、軟質樹脂製の駒5aと硬質樹脂製の駒5bの組み合わせからなり型内部20でアンダー部分25aを有した隙間空間25を埋めるように配置される、ことを特徴とするものとした。
(もっと読む)
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】成形型のキャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、および、離型後のプラスチックレンズ基材をアニールすること、を含むプラスチックレンズの製造方法。前記離型において、成形型を構成する2つのモールドの一方を除去し他方は除去せずモールド成形面とプラスチックレンズ基材の被転写面との密着状態を維持し、かつ、前記アニールを、前記プラスチックレンズ基材を前記離型において除去されず成形面が該プラスチックレンズ基材の被転写面と密着しているモールドを介して載置台上に配置して行う。
(もっと読む)
プラスチックレンズの製造方法
【課題】泡不良のない高品質なプラスチックレンズを提供するための手段を見出すこと。
【解決手段】成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を上記キャビティ側面に形成された開口から排出し、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、上記成形体を成形型から離型して非円形プラスチックレンズを得るプラスチックレンズの製造方法。
(もっと読む)
11 - 20 / 575
[ Back to top ]