
国際特許分類[B29C45/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
国際特許分類[B29C45/02]に分類される特許
11 - 20 / 265
樹脂供給装置、樹脂モールド装置および樹脂供給方法
【課題】被供給部の水平面内に樹脂を偏りなく供給することのできる技術を提供する。
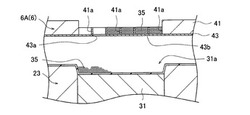
【解決手段】搬送ハンド6A(樹脂供給装置)は、同一水平面内で仕切られて配置された鉛直方向に貫通する複数のキャビティ用孔41aを有し、複数のキャビティ用孔41aにキャビティ内樹脂35がセットされるセット部41と、セット部41下側に設けられ、複数のキャビティ用孔41aの下部開口を各々開閉するキャビティ用シャッタ部43とを備えている。この搬送ハンド6Aは、水平面内の一定方向に複数のキャビティ用孔41aに対してキャビティ用シャッタ部43を開いていき、キャビティ用シャッタ部43を閉じて複数のキャビティ用孔41aにセットしたキャビティ内樹脂35を落下させてキャビティ31a(被供給部)へ供給していく。
(もっと読む)
繊維強化樹脂材の製造方法

【課題】樹脂部材を連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、連続繊維補強材の繊維配向が乱され難く、樹脂部材と連続繊維補強材の密着強度の高い繊維強化樹脂材を製造することのできる製造方法を提供する。
【解決手段】成形型10を構成する下型2のキャビティ面の上に熱可塑性樹脂からなる第1のマトリックス樹脂5a内に連続繊維5bが含有されてなる連続繊維補強材5を載置して型閉めし、下型2は第1のマトリックス樹脂5aの融点未満の温度に調整し、上型1は第1のマトリックス樹脂5aの融点以上の温度に調整しておくステップ、熱可塑性樹脂からなり、溶融している第2のマトリックス樹脂6aの塊6をキャビティC内にチャージし、冷却して第1、第2のマトリックス樹脂5a,6aを硬化させ、第2のマトリックス樹脂が硬化してなる樹脂部材6”の一部を連続繊維補強材5’が補強してなる繊維強化樹脂材20を製造するステップからなる。
(もっと読む)
樹脂封止装置
【課題】簡単な構成で安価な小型の樹脂封止装置を提供する。
【解決手段】上金型21と、中間金型22と、前記上金型21とで前記中間金型22を挟持する下金型23とを備え、前記上金型21と前記中間金型22とで基板を挟持するとともに、前記中間金型22の貫通孔内に配置された電子部品を樹脂材料で樹脂封止する樹脂封止装置であり、前記下金型23を、前記上金型21に対向する成形位置と、側方に位置する非成形位置とに移送する移送手段と、前記中間金型22を保持したままの状態で上下動できるとともに、前記中間金型22を所定の高さ位置で保持できる中間金型保持手段40と、前記下金型23単体で樹脂供給位置に移送できるとともに、前記中間金型22を載置したままの状態で前記下金型23を基板供給位置に移送できる制御手段54と、を備えた構成とする。
(もっと読む)
モールド金型及びこれを用いた樹脂モールド装置
【課題】ワークの厚みにばらつきが大きい場合にも、型締めバランスが安定し、フラッシュばりの生じない成形品質の高い薄型パッケージを量産できるモールド金型を提供する。
【解決手段】他方の金型3には、一方の金型2の可動クランパ6とワーク支持部14に載置されたワークWをクランプする際に、ワーク支持部14によりワーク板厚のばらつきを吸収して可動クランパ6に押し当てるくさび機構16が設けられている。
(もっと読む)
リードフレーム、成形金型、半導体装置及びパッケージ
【課題】半導体装置のパッケージを成形するにあたり、成形金型のキャビティ内からエアーを外部に確実に送り出し、樹脂の充填不足による成形不良の発生を防止して歩留まりを向上させる。
【解決手段】端子リード13を有するリードフレーム1を成形金型に設置して樹脂成形を行うことにより樹脂成形体が一体となったパッケージ2を成形するにあたり、リードフレーム1に樹脂成形体の周辺部に連結して支持する複数の吊りリード14、14を設け、この吊りリード14、14の表面に複数のベント溝14aを形成し、キャビティ内のエアーをベント溝14aから外部へと送り出す。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
熱硬化性光反射用樹脂組成物及びその製造方法、並びにその樹脂組成物を用いた光半導体素子搭載用基板及び光半導体装置
【課題】本発明は、硬化後の、可視光から近紫外光の反射率が高く、耐熱劣化性やタブレット成型性に優れ、なおかつトランスファー成型時にバリが生じ難い熱硬化性光反射用樹脂組成物及びその製造方法、並びに当該樹脂組成物を用いた光半導体素子搭載用基板及び光半導体装置を提供することを目的とする。
【解決手段】熱硬化性成分と白色顔料とを含む熱硬化性光反射用樹脂組成物であって、成型温度100℃〜200℃、成型圧力20MPa以下、成型時間60〜120秒の条件下でトランスファー成型した時に生じるバリ長さが5mm以下であり、かつ熱硬化後の、波長350nm〜800nmにおける光反射率が80%以上であることを特徴とする熱硬化性光反射用樹脂組成物を調製し、そのような樹脂組成物を使用して光半導体素子搭載用基板および光半導体装置を構成する。
(もっと読む)
樹脂成形用型の交換方法と交換機構及び樹脂成形装置
【課題】減圧成形手段を採用した樹脂成形装置に搭載して用いられる樹脂成形用の型を樹脂成形装置に対して簡易に且つ効率良く交換する。
【解決手段】樹脂成形用の型4の外方周囲に、係脱具12を介して外気遮断部材10を係脱可能に装設する。そして、型4の交換時には、まず、各型4・8の型面と各外気遮断部材10・11の接合面とを接合させる型締めを行う。次に、型4の外方周囲に装設した外気遮断部材10を係着する係脱具12を取り外してその両者の係着状態を解除すると共に、係脱具14を介して各外気遮断部材10・11の両者を係着する。次に、各外気遮断部材10・11を係着した状態で、各型4・8の型面を離反させる型開工程を行って各外気遮断部材10・11の両者を同時に移動させることにより、型4の外方周囲に装設した外気遮断部材10を型4の外方周囲から退避させて型4交換用の空間部Sを構成する。
(もっと読む)
樹脂封止方法
【課題】成形品の製造歩留まりを向上することのできる技術を提供する。
【解決手段】上テーパプレート24に対して、そのテーパ面24aと対向するテーパ面25aを有する下テーパプレート25を型開閉方向と直交する方向に移動して、テーパ面24aおよびテーパ面25aでスライドさせると共に、下テーパプレート25を介してインサートブロック22を型開閉方向に移動させてクランプ位置を固定させる。次いで、ワークWが第1クランプ力C1より高い第2クランプ力C2でクランプされた状態で、キャビティ15aが完全に充填されるまで第1樹脂圧P1で溶融樹脂28aを注入し、ワークWが第2クランプ力C2より高い第3クランプ力C3でクランプされた状態で、キャビティ15aで充填された溶融樹脂28aに対して第1樹脂圧P1より高い第2樹脂圧P2で加圧する。
(もっと読む)
11 - 20 / 265
[ Back to top ]