
国際特許分類[B29D30/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | 空気タイヤもしくは中実タイヤまたはその部品の製造 (2,668) | 空気タイヤまたはその部品 (2,533) | タイヤの組立て (1,265)
国際特許分類[B29D30/08]の下位に属する分類
円形コア,すなわちコアの形状が完成タイヤとほぼ同じもの,上での組立て (157)
フラットタイヤ法によるもの,すなわち円筒状ドラム上での組立て (872)
互に離れて平行に置かれた二つのビードリングを繊維物またはコード層で一体的に被覆することによるもの (8)
国際特許分類[B29D30/08]に分類される特許
111 - 120 / 228
タイヤの製造方法、及び、金型
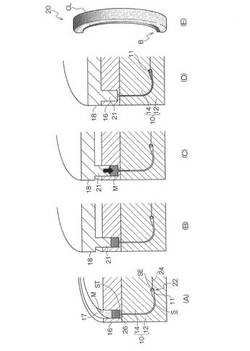
【課題】熱可塑性材料の注入圧力を低減させることによりビードコアの位置精度を向上させることができるタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】金型10のキャビティS内の所定位置にビードコア11を配置し、熱可塑性の溶融樹脂を押圧してキャビティS内に注入するメルトキャスティングを行い、タイヤ骨格部材20を成形する。このようにメルトキャスティングを行って熱可塑性の溶融樹脂を押圧して注入するので、射出成形することに比べ、押圧力を著しく低くすることができる。従って、注入しているときのビードコア11の動きを抑え易いので、ビードコア11の位置精度を容易に高くすることができる。また、金型10の耐圧構造を大幅に簡素にすることができる。
(もっと読む)
タイヤシェーピング装置及びタイヤシェーピング方法

【課題】シェーピングユニットを用いてグリーンタイヤをシェーピングさせるに際し、タイヤ円筒部材を均等に膨張させることができるタイヤシェーピング技術を提供する。
【解決手段】左右のクランプホーマ5,6に設けたビードロック装置52,62によりグリーンタイヤ円筒部材93のビード部材95,95をロックさせる。次に第二ガス流路54からブラダー4とグリーンタイヤ円筒部材93との間に加圧流体を供給させてグリーンタイヤ円筒部材93を予め膨張させる。次に、第一ガス流路53を介してガスポート42からブラダー4の内部にシェーピングガスを供給させてブラダー4を膨張させると共に、第二ガス流路54から加圧流体を排出させてブラダー4をグリーンタイヤ円筒部材93の内面に密着させる。
(もっと読む)
タイヤ成型命令割付順序決定方法、タイヤ成型命令割付順序出力装置、及び、タイヤ成型命令割付順序出力処理プログラム
【課題】成型計画によって成型する予定の全てのサイズのタイヤを成型するのに必要な時間を短くできて、タイヤ製造の効率化を図ることができるようにする。
【解決手段】本発明に係るタイヤ成型命令割付順序決定方法は、複数の成型機にタイヤのサイズ毎のタイヤ成型命令を割り付けるための割付順序を決めるタイヤ成型命令割付順序決定方法において、成型計画における成型予定の全てのタイヤのサイズ毎に、当該サイズのタイヤを成型可能な成型機の台数情報Dnと、当該サイズのタイヤの加硫開始予定時刻情報Knとを求めるとともに、台数情報の最小値と加硫開始予定時刻情報の最小値とを求め、これら台数情報、加硫開始予定時刻情報、台数情報の最小値、加硫開始予定時刻情報の最小値を用いて、成型予定の全てのタイヤのサイズ毎の評価値を算出し、当該評価値の小さいサイズのタイヤ成型命令の割付順位を優先させた。
(もっと読む)
生タイヤ保管用台車
【課題】簡単な構成で生タイヤを変形防止して支持することができる生タイヤ保管用台車を供する。
【解決手段】縦置き姿勢の生タイヤTを下方から支持するとともに支持接触部が該生タイヤTを回動する回動支持手段5L,5C,5Rを備えた生タイヤ保管用台車。
(もっと読む)
空気入りタイヤの製造方法
【課題】従来の製造設備を改造することなく、タイヤとインナーライナー用フィルムを一体化させることができるタイヤの製造方法を提供する。
【解決手段】空気入りタイヤの製造方法は、タイヤ1に接着剤を介してインナーライナー用フィルム3を貼り付け、次いで該タイヤを外界と区画した後、該タイヤ区画内を減圧してタイヤ1にインナーライナー用フィルム3を圧着する。また、タイヤ区画内の減圧後に、該タイヤ区画内を高温且つ高圧の雰囲気に置くことが好ましい。
(もっと読む)
タイヤ用リムの装着装置
【課題】タイヤ検査装置において、リム装着用の永久磁石に破損が生じた場合に、破片の飛散が防止できて破損後の取り扱いが容易なタイヤ用リムの装着装置を提供する。
【解決手段】タイヤ用リムの装着装置42は、タイヤ検査装置1のスピンドルに設けられている。このスピンドルの先端側にはリムの装着面が形成されており、タイヤ検査装置1はこの装着面に永久磁石の磁力を用いてリムを装着するように構成されている。そして、タイヤ用リムの装着装置42は、装着面に永久磁石が挿入された有底の装着孔と、この装着孔に永久磁石が破損した際の破片の飛散を防止するための飛散防止部材とが設けられている。
(もっと読む)
磁石取付方法及び磁石取外し方法
【課題】 タイヤ検査装置においてリムをスピンドルに取り付けている永久磁石を着脱する際に、永久磁石の破損を防止しつつ脱着作業を簡単かつ効率的に行えるようにする。
【解決手段】本発明の磁石取付方法は、スピンドル6に永久磁石9が挿入される有底の装着孔18を形成し、装着孔18の底部に装着孔18の開口側と反対側に向かって伸びる貫通孔28を形成し、貫通孔28に棒状の案内部材29をその突端が装着孔18の底部から開口側に向かって突き抜けるまで挿し込み、底部への永久磁石9の磁着力に対抗するように案内部材29の突端で永久磁石9の底部側を支持しながら、当該永久磁石9を装着孔18内に挿入するものである。永久磁石9を取り外す際には、永久磁石9の磁着力に対抗するように案内部材29の突端で永久磁石9の底部側を押し上げながら永久磁石9を装着孔18から抜き出せば良い。
(もっと読む)
二輪車用のタイヤおよびその製造方法
トロイダル状支持体(3)の周方向延在部に沿って連続して設置された、エラストマー層に埋め込まれた平行なコードをそれぞれ含むストリップ様セグメントまたは要素(15)によって、前記トロイダル状支持体(3)の幾何学的な回転軸(X−X)の周りに連続的な周方向延在部を有する補強層(2)を形成するように作製される二輪車用のベルト構造(2)であって:− 各ストリップ様要素(15)が、各点において、設置角度(α)を規定する設置軌道(T)に設けられ;− 設置軌道(T)の各点において、隣接するストリップ様要素(5)間に間隙(Δg)が形成され;− 前記設置軌道(T)は、タイヤの肩部の予め選択された設置角度(αsp)およびクラウン部の予め選択された設置角度(αc)から開始して形成され;− 隣接するストリップ様要素(5)間にある間隙(Δg)は、前記設置角度(α)を変動させ、かつ前記予め選択された肩部の角度(αsp)およびクラウン部の角度(αc)が得られるように、クラウン部と肩部との間の前記設置軌道(T)の少なくともある長さに沿って変動する。  (もっと読む)
(もっと読む)
車両ホイール用の未加工タイヤを製造するための方法およびプラント
車両ホイール用の未加工タイヤを製造するためのプラントおよび方法が記載され、前記方法が、a)順次列に従って配置された複数のワークステーションを備える少なくとも1つのカーカス構造製造ライン(2)において、少なくとも1つのカーカスプライと1対の環状固定構造とを備えるカーカス構造を第1の形成ドラム(6)に製造するステップと、b)順次列に従って配置された複数のワークステーションを備える少なくとも1つのクラウン構造製造ライン(3)において、少なくとも1つのベルト構造を備えるクラウン構造を少なくとも1つの第2の形成ドラム(7)に製造するステップと、c)加工対象のタイヤのための少なくとも1つの形成および組立てワークステーション(4)において、前記カーカス構造を円環状に形成し、前記クラウン構造と組み立てるステップとを含み、加工対象のカーカス構造およびクラウン構造をそれぞれ備える各前記第1の形成ドラム(6)および前記第2の形成ドラム(7)を、それぞれの製造ライン(2、3)の1つのワークステーションから他のワークステーションに移送することが、第1のワークステーションから、前記順次列において第1のワークステーションに隣接しない第2のワークステーションに移送するステップd)を少なくとも1つ含み、各移送ステップd)が、前記第1の形成ドラムおよび前記第2の形成ドラム(7)が前記第1および第2のワークステーションのみを通るように行われる。  (もっと読む)
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの仕様を変更することなしに、ロードノイズを低減させるようにした空気入りタイヤの製造方法を提供する。
【解決手段】加硫後のタイヤに内圧を充填して冷却するポストキュアインフレーション工程とを経て製造するに際して、ポストキュアインフレーション工程におけるビード部2間の距離W1を加硫金型におけるビード部間の距離W0よりも大きくすると共に、このビード部間の距離W1を空気入りタイヤ1のリム装着時のリム幅よりも大きくした。
(もっと読む)
111 - 120 / 228
[ Back to top ]