
国際特許分類[B65B57/02]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 自動制御,検査,警報または安全装置 (658) | 結束または被包材料,容器または包装体の欠如,存在,異常な繰出または置き違えに応答するもの (279)
国際特許分類[B65B57/02]の下位に属する分類
さらにそのような材料,容器または包装体の繰出しの制御または停止の作動をするもの (24)
さらに包装される物品または材料,の繰出しの,制御または停止の作動をするもの (3)
さらに全体として機械の停止または速度制御作動をするもの (2)
国際特許分類[B65B57/02]に分類される特許
21 - 30 / 250
封緘検査装置
【課題】内容物が封入封緘された封書の封緘不良を検査と不良品の排除を同時に行う。
【解決手段】内容物を封筒に封入封緘して封書10を作製する封書作製装置100に搭載される封緘検査装置1であって、封書10を搬送する封書搬送手段2と、封書10のフラップ10aと係合する係合部材5cを備え、封書10の搬送方向と同方向への回転に伴い封書搬送手段2によって搬送される封書10のうち未封緘状態の封書10のフラップ10aと係合部材5cとを係合させながら封緘状態の封書10の排出方向と別方向へ排除するよう搬送される封書10の中央部分からずれた位置に回転可能に軸支される封緘不良検査手段5とを備えた。
(もっと読む)
テーピング装置

【課題】テープ本体の各収納凹部内にチップ部品を順次装填してカバーテープで当該収納凹部の開口部を閉塞動作をした後に、不測の事態が発生したか否かを検出するようにして、収納テープの品質向上を図ること。
【解決手段】接着剤92A、92Bが十分に塗布されていない場合には、空気吸引源により空気流路90A、90B内の空気が吸引されると、接着剤92A、92Bが十分に塗布されていない部分は剥がれているので、カバーテープ4Cは上昇して、このカバーテープ4Cが圧着検出装置88に形成された空気流路90A、90Bの下開口部を塞ぐこととなって、各圧力センサの圧力検出値が急に高まるので、圧着が十分でないことを検出することができる。
(もっと読む)
液体容器の液漏れ検査装置
【課題】液体容器の蓋材とタブ材との微小なシール不良の場合においても液漏れを出現させることが出来る液体容器の液漏れ検査装置を提供する。
【解決手段】開口を有する蓋材と開口を密閉するタブ材との接着不良による液体容器の液漏れを検査する装置であって、液体容器の頭部面に押し当てられ、液体容器の蓋材とタブ材からなる天面と液体容器の頭部面との空間を減圧する減圧手段と、減圧された前記空間を減圧開放する減圧開放手段と、前記天面を押さえ込むスペーサーと、液体容器の頭部面と接触する接触パッドと、を有する検査ヘッドを備え、且つ、前記開口を有する蓋材と開口を密閉するタブ材とが接着される密閉シール部のシール不良部から前記減圧手段によって発生させた液漏れを検出する手段と、を有することを特徴とする液体容器の液漏れ検査装置。
(もっと読む)
封筒製袋機用の品質管理装置
【課題】封筒の品質不良の発生要因を特定するためのデータを得ることができ,更に,品質不良につながる動作が封筒製袋機で発生したことを後工程に通達することのできる封筒製袋機の品質管理装置を提供する。
【解決手段】品質管理装置1は,収集条件が成立すると,封筒製袋機の各部の動作状態を示す動作ログデータを記憶するデータ記憶部13と,動作ログデータを封筒製袋機から定期的に収集し,収集した動作ログデータを収集日時を付与してデータ記憶部13に記憶する動作ログデータ収集手段10と,封筒製袋機が区分け動作を実行する毎に,区分けされた封筒が生産される間の動作ログデータを解析し,区分けされた封筒のロット,生産日時に加え,封筒製袋機の各部の動作状態の内容を記した品質管理ラベル15をプリンタ14で出力する動作を行う品質管理ラベル出力部12を備えている。
(もっと読む)
PTPシート搬送装置
【課題】構造の簡素化や、集積形態の切り替え作業の簡素化等を図ることのできるPTPシート搬送装置を提供する。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で、固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。ハウジング16の駆動軸14の傘歯車27と、これに噛合する可動クランプ装置21Bの回動軸18の傘歯車26とのギア比が2:1に設定されている。所定の受取り位置P1から反転装置12回りに90度回転した第1受渡し位置P2には、1枚おきに表裏反転したPTPシート1を順次受取る第1受取り装置13Aが設けられ、受取り位置P1から反転装置12回りに180度回転した第2受渡し位置P3には、常に同じ向きでPTPシート1を受取る第2受取り装置13Bが設けられている。
(もっと読む)
食品容器の電子線殺菌検査システム及び食品容器の電子線殺菌検査方法
【課題】大量生産される製造ラインにおいて、確実に電子線の照射が行われたかを検査できる食品容器の電子線殺菌検査システムを提供する。
【解決手段】食品容器10を搬送する食品容器搬送装置20と、前記食品容器搬送装置20によって搬送される前記食品容器10に電子線を照射する電子線照射装置30と、前記電子線照射装置30により前記食品容器10に電子線が照射されて変化した少なくとも一つの物性値を検出する物性検出部40と、前記物性検出部40により検出された前記物性値、又は前記物性値の電子線照射前後における変化量が予め設定された範囲内に収まっているか否かを判断する物性判断部50と、を具備する。
(もっと読む)
袋包装商品のシールチェック装置及びシールチェック方法
【課題】密閉包装される袋包装商品に対して圧力を加え、密閉が完全でない場合には、前の圧力印加で内部の空気が放出されてしまうので、当該圧力印加時の状態(変位量・押圧力)を検知してシール状態の適否を検出するチェック装置の簡素化を実現する。
【解決手段】搬送コンベアと、検査商品Aの左右両側部分が通過する上方位置に設けられ、検査商品の高さより狭い間隔を有する挟持コンベア2と、左右挟持コンベアの狭い間隔位置における搬送コンベアの中央位置上方に、検査商品の上面に当接する検知ローラ31、及び前記検知ローラを先端に支持した揺動腕32、及び回動角度を検出する角度センサ33で形成した検出部3とを備えてなる。
(もっと読む)
シール装置
【課題】印字漏れや二箇所の印字が為された包装袋を検出する。
【解決手段】包装袋を移動する搬送路の上流から下流に向けて順に、包装袋を封止するシール手段11、封止された包装袋に印字を行う印刷手段12、包装袋に印字されたデータを読み取る画像読み取り手段13を設けたシール装置に、搬送路10を移動する包装袋の有無を検出するワーク確認センサ15を設け、包装袋をワーク確認センサが検出すると、包装袋が検出されなくなるまでの移動量あるいは移動時間から包装袋の移動方向に対する寸法を算出し、包装袋の基準とする寸法と比較して、基準値を超えていると警報を発するようにした。また、上記シール手段と印刷手段間に印字起動センサ14を設け、包装袋を検出すると移動距離の算出を開始し、その移動距離が印字起動センサから印刷手段を通過する距離に達する前に、印字起動信号が出力されると警報を発して二箇所の印字が為された旨を報知する。
(もっと読む)
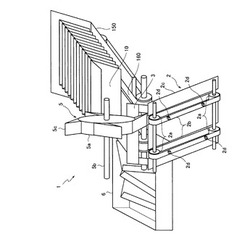
フラップ折れ込み不良検知装置及びその検知方法
【課題】より簡易且つ確実にフラップの折れ込み不良を検知することができるフラップ折れ込み不良検知装置を提供すること。
【解決手段】梱包体20のフラップ21F〜24Fの折れ込み不良を検知するフラップ折れ込み不良検知装置100は、フラップ21F〜24Fが存在すべき対象領域を走査し、該フラップ21F〜24Fの存否に応じて変化する物理量を測定するフラップ検知センサ2と、フラップ検知センサ2の測定結果に基づいて折れ込み不良の有無を判定する不良判定部10とを備え、フラップ検知センサ2は、複数のフラップ21F〜24Fのそれぞれに対応する対象領域のそれぞれを、梱包体20を横切る一回の走査で走査し、不良判定部10は、その一回の走査で得られた測定結果に基づいて折れ込み不良の有無を判定する。
(もっと読む)
不良ワーク排出装置
【課題】不良部を有するワークやその直前のワーク等といった搬送路から排出すべきワークの排出確度を高める。
【解決手段】ワーク1を搬送方向に所定の搬送ピッチP2で搬送する搬送路は、第1搬送路61tと、第1搬送路の下流側に第2搬送路81tとを有する。第1搬送路と第2搬送路との間に設けられ、第1搬送路を通過したワークを第2搬送路及び排出路100tのどちらかに振り分ける振り分け機構71と、不良部を検知して不良部検知信号を出力する不良部検知センサーと、第1搬送路に設けられ、ワークの第1搬送路上における所定位置の通過を検知して、通過検知信号を出力する通過検知センサー97と、不良部検知信号と通過検知信号とに基づいて、振り分け機構の振り分け動作を制御するコントローラと、を有する。第1搬送路における振り分け機構側の端と、所定位置とは、前記搬送ピッチ以上離れている。
(もっと読む)
21 - 30 / 250
[ Back to top ]