
国際特許分類[C22F1/00]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 非鉄金属または非鉄合金の物理的構造の変化 (7,192) | 非鉄金属または合金の熱処理によるか熱間または冷間加工による物理的構造の変化 (7,180)
国際特許分類[C22F1/00]の下位に属する分類
不活性ガスまたは制御雰囲気または真空中で行なうもの (193)
アルミニウムまたはアルミニウム基合金 (1,566)
マグネシウムまたはマグネシウム基合金 (293)
銅または銅基合金 (844)
ニッケルまたはコバルトまたはそれらを基とする合金 (389)
クロムまたはクロムを基とする合金 (18)
鉛または鉛基合金 (8)
貴金属または貴金属を基とする合金 (101)
上記以外の金属またはそれを基とする合金 (474)
国際特許分類[C22F1/00]に分類される特許
981 - 990 / 3,294
マグネシウム−リチウム合金、圧延材、成型品、およびその製造方法
【課題】耐食性と冷間での加工性とを高レベルで両立させ、ある程度の引張強度を有する、非常に軽量なマグネシウム−リチウム合金、その圧延材および成型品と、その製造方法とを提供する。
【解決手段】Liを10.5質量%以上、16.0質量%以下、Alを0.50質量%以上、1.50質量%以下含有し、残部にMgを含む、平均結晶粒径が5μm以上、40μm以下、引張強度が150MPa以上であるマグネシウム−リチウム合金である。
(もっと読む)
強度および延性に優れたアルミニウム合金厚板の製造方法
【課題】1.0%以上のCuを含有するAl−Zn−Mg−Cu系熱処理型合金の熱間圧延による50mm以上の厚板の製造方法として、製造条件の制御により、粗大な金属間化合物の低減を図り、これにより高強度を確保しつつ延性(靭性)の大幅な改善を図る。
【解決手段】Cu1.0〜3.0%を含有するAl−Zn−Mg−Cu系合金について、鋳塊に450〜520℃で1時間以上の均質化処理を行なった後の冷却過程において、少なくとも400℃までの平均冷却速度を100℃/hr以上に規制し、その後300〜440℃の範囲内の温度で50mm以上の板厚まで熱間圧延した後、溶体化処理・焼入れおよび人工時効処理を施し、円相当径で5μmを越える金属間化合物の総面積率を2%以下とした厚板を得る。また前記均質化処理後、室温まで冷却した状態で測定した鋳塊の導電率が40IACS%以下となるように制御する。
(もっと読む)
スパッタリングターゲットとそれを用いたTa−W合金膜および液晶表示装置
【課題】Ta−W系スパッタリングターゲットにおいて、面内の抵抗ばらつきが小さいと共に、下地膜との密着力に優れたTa−W合金膜を再現性よく得ることを可能にする。
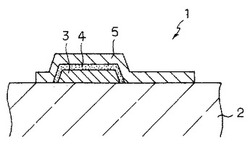
【解決手段】Ta−W系スパッタリングターゲットは、0.05〜2質量%の範囲のWを含有し、残部が実質的にTaからなると共に、ターゲット全体としてのW含有量のばらつきが±20%以内とされている。このようなTa−W系スパッタリングターゲットを用いて成膜したTa−W合金膜は、例えばTFD素子1の第1の電極3に適用される。TFD素子1は第1の電極3/陽極酸化膜4/第2の電極5によるMIM構造を有し、液晶表示装置のスイッチング素子等に適用される。
(もっと読む)
鉛フリーめっき用陽極材料

【課題】Sn−Bi系はんだ合金めっきは、Sn成分の供給は陽極に取り付けたSn板で供給し、Bi成分の供給は酸化ビスマスを酸に溶解したメタンスルフォン酸ビスマスなどのめっき液を使用して行われてきた。しかし、Biを供給するために、メタンスルフォン酸ビスマスなどを多量に追加すると、PH値が酸性に変わってしまい、めっき液が分解したり、分解を防止するために安定剤を多く添加するとめっき特性が悪くなり、めっき液を全て交換しなければならないという問題点があった。
【解決手段】Sn−Bi系はんだ合金めっきに用いる陽極板材料において、該材料のはんだ粒径が20〜200μmの微細粒子からなることを特徴とする陽極板材料を用いる。
(もっと読む)
チタン制振合金
【課題】制振性に優れたチタン合金とする。
【解決手段】mass%で[Mo]+[Ta]/5+[Nb]/3.6+[W]/2.5+[V]/1.5+1.25[Cr]で表されるMo当量で5〜8mass%のβ安定元素を含むTi合金を焼入れ処理してマルテンサイト組成とし、その後に圧下率2〜20%の冷間加工を施す。これにより制振合金として一般的なマンガン合金や鉄鋼が示す10−2オーダーの内部摩擦を示し、制振性に優れたチタン合金とすることができる。
(もっと読む)
Ni基鋳造合金およびタービン車室
【課題】従来のフェライト系耐熱鋼と同様の低コストな鋳造プロセスにより製造可能で、γ′相析出により高強度なNi基鋳造合金を提供する。
【解決手段】質量で、C:0.01〜0.2,Si:0.5〜4.0%,Cr:14〜22,Mo+W:4.0〜10,B:0.001〜0.02を含み、残部が不可避的不純物とNiとからなることを特徴とするNi基合金であり、Al,Tiの代わりにSiを添加することで鋳造時の酸化に伴う問題が起こらず、使用温度でNi3Si相が析出し優れた高温強度が得られる。
(もっと読む)
O相基耐熱チタン合金およびその製造方法
【課題】延性及び鍛造性に優れたO相基耐熱チタン合金およびその製造方法を提供する。
【解決手段】0.05〜0.20wt%のホウ素を含有したO相基耐熱チタン合金をα2+B2域またはB2域にて鍛造して中間素材を得た後、B2域温度範囲にて焼鈍することにより、旧B2粒径が微細に維持された(O+B2)ラメラー組織が形成される。これにより、優れた延性及び850℃の低温で恒温鍛造加工できるという効果を有するO相基耐熱チタン合金材。
(もっと読む)
ニッケル基超合金及び物品
【課題】ガスタービンエンジンでの使用に望ましい特性、例えば、耐食性、耐酸化性及びクリープ耐性、の大半又は実質的にすべて、並びに高温強度ニッケル基合金を提供すること。
【解決手段】約7.0重量%〜約12.0重量%のクロム、約0.1重量%〜約5重量%のモリブデン、約0.2重量%〜約4.5重量%のチタン、約4重量%〜約6重量%のアルミニウム、約3重量%〜約4.9重量%のコバルト、約6.0重量%〜約9.0重量%のタングステン、約4.0重量%〜約6.5重量%のタンタル、約0.05重量%〜約0.6重量%のハフニウム、約1.0重量%以下のニオブ、約0.02重量%以下のホウ素及び約0.1重量%以下の炭素、残部のニッケル及び不可避不純物を含むニッケル基合金を準備する。合金は、鋳造し、方向性凝固し、熱処理することによって、約50%超のγ′分率を有する物品を得ることができる。
(もっと読む)
高強度で曲げ加工性に優れた銅合金
【課題】180°の密着曲げ加工でも割れが生じない、強度−曲げ加工性バランスに優れたCu−Ni−Si系銅合金を提供する。
【解決手段】Sn、Znを含むCu−Ni−Si系銅合金であって、この銅合金の組織における平均結晶粒径、粗大第二相粒子の平均数密度、集合組織におけるCube方位の平均面積率と、Brass方位、S方位、Copper方位の3つの方位の平均合計面積率とをバランスさせ、高強度で曲げ加工性に優れた銅合金を得る。
(もっと読む)
缶エンド用アルミニウム合金板及びその製造方法。
【課題】薄肉化が可能な程十分に高強度でかつ靱性に優れ、中間焼鈍を省略しても中間焼鈍用の金型を変えることなく製缶に適した異方性に制御した缶エンド用アルミニウム合金板及びその製造方法を提供すること。
【解決手段】ブランク1を打ち抜いて該ブランク1に成形を施して缶エンドを製造するために用いられ、熱間圧延後に中間焼鈍を行うことなく冷間圧延を施して作製してなる缶エンド用アルミニウム合金板及びその製造方法である。缶エンド用アルミニウム合金板は、Si、Fe、Cu、Cr、Zn、Mn、及びMgを含有し、Mn及びMgは特定の相関関係を満足するように含有する。また、0°−180°耳率(A)が5.0〜7.0%であり、45°耳率(B)が6.0〜9.0%である。上記(A)と上記(B)との関係が、15.6≦1.33×(A)+(B)≦16.6である。さらに、特定の引張強さを有する。
(もっと読む)
981 - 990 / 3,294
[ Back to top ]