
国際特許分類[G01B11/30]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | 光学的手段の使用によって特徴づけられた測定装置 (13,565) | 表面の粗さまたは不規則性測定用 (1,254)
国際特許分類[G01B11/30]に分類される特許
41 - 50 / 1,254
検査装置および検査方法
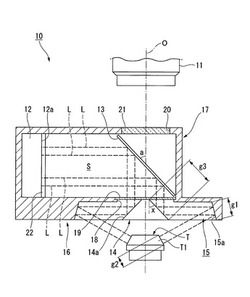
【課題】簡素化を図りつつ、対象物を短時間で高精度に検査することができる。
【解決手段】撮像手段11と対象物Tとの間に光軸Oに交差する方向に向けて光線Lを放射する光源12と、光源12から放射された光線Lを撮像手段11の光軸O方向に沿って対象物T側に向けて反射するハーフミラー13と、ハーフミラー13と対象物Tとの間に光軸Oと同軸に配置され、外周面14aにハーフミラー13により反射された光線Lが入射する円錐状または円錐台状の内ミラー部材14と、内ミラー部材14よりも大径の円錐台状の孔部15が光軸Oと同軸に貫設され、孔部15の内周面15aに内ミラー部材14の外周面14aにより反射された光線Lが入射する外ミラー部材16とを備え、外ミラー部材16は、内ミラー部材14の外周面14aから孔部15の内周面15aに入射した光線Lを、対象物Tの外周面T1に垂直に入射するように反射する検査装置10を提供する。
(もっと読む)
平面度測定装置

【課題】シャック−ハルトマンの波面センサを用いた平面度測定装置において、測定精度及び領域分解能を向上させる。
【解決手段】平行化が可能な光束である一次光束B1を射出する光源1と、前記光源1から射出された一次光束B1を前記測定対象領域ARに導いて反射させ、その反射した光束である二次光束B2を、平面状の波頭を有する光束として出力する導光手段2と、前記導光手段2から出力された二次光束B2と直交するように設けられたレンズアレイ3と、前記レンズアレイ3を構成する各レンズの入射側光軸上に設けられて、各レンズに入射する光径をレンズの径よりもそれぞれ小さくするアパーチャ部材4と、前記レンズアレイ3を通ってレンズ毎に分離された光である分離光Dを検出する光検出手段5と、前記光検出手段5で得られた各分離光Dの位置又は傾きに基づいて、前記測定対象領域ARの平面度に係る値を算出する平面度算出部6とを設けるようにした。
(もっと読む)
欠陥検査装置および欠陥検査方法
【課題】欠陥検査工程における未検査を抑制すること。
【解決手段】ウエハを保持するステージ12と、前記ステージに保持されたウエハのアライメントを行なうアライメント部32と、アライメントされた前記ウエハ表面の欠陥を検査する検査部34と、前記アライメント部が前記アライメントを開始してから前記欠陥の検査が終了するまでの時間である検査時間が所定時間より短い場合、前記アライメント部に前記アライメントを再度行なわせ、前記検査部に前記欠陥を再度検査させる制御部36と、を具備する欠陥検査装置。
(もっと読む)
陽極酸化アルミナの検査装置および検査方法、ならびに陽極酸化アルミナを表面に有する部材の製造方法
【課題】陽極酸化アルミナの状態(微細凹凸構造の形状、欠陥等)を簡易に検査できる検査装置および検査方法、ならびに陽極酸化アルミナの微細凹凸構造の形状等のムラや表面の欠陥が抑えられた、陽極酸化アルミナを表面に有する部材の製造方法を提供する。
【解決手段】モールド100に光を照射するライン状照明装置10(第一の照射手段)と;モールド100の陽極酸化アルミナで反射した光を撮像するカラーラインCCDカメラ12(第一の撮像手段)と;モールド100に光を照射するライン状照明装置20(第二の照射手段)と;モールド100の陽極酸化アルミナで反射した光を撮像するモノクロラインCCDカメラ22(第二の撮像手段)と;2つのカメラによって撮像された画像から得られた色情報および輝度情報に基づいて陽極酸化アルミナの状態の良否を判定する画像処理装置30(画像処理手段)とを有する検査装置を用いる。
(もっと読む)
レール凹凸測定装置
【課題】レールの凹凸をレール長手方向に連続測定するレール凹凸測定装置を提供する。
【解決手段】測定レール(R1)上を走行可能な測定車両(10)と、測定車両(10)の進行距離を測定する距離センサ(31)と、測定車両(10)に取り付けられると共に測定レールの長手方向に不均等な間隔で順に直列に配置された第1、第2および第3の変位センサ(21、22、23)からなる変位センサ群(20)を有し、第1、第2および第3の変位センサ(21、22、23)のうち少なくとも1つの変位センサは位置について変更可能である。
(もっと読む)
検査装置のデータ分配方法及び検査装置
【課題】検査装置における伝送プロトコルは画像データの送信側と受信側が使用する伝送プロトコルに応じて最適化されている。このため、使用する伝送プロトコルが変更されると、データの分配を実行する部分の再開発が必要とされる。
【解決手段】画像データに付加情報を付して出力する撮像部と画像データを処理する画像処理部との間に画像分配部を配置する。さらに、画像分配部を、第1の伝送プロトコルにより撮像部から入力される画像データを所定のデータ形式に変換する画像入力部と、所定のデータ形式に変換されたデータの分配を制御する分配制御部と、所定のデータ形式のデータを第2の伝送プロトコルの画像データに変換して画像処理部に出力する画像出力部とで構成する。
(もっと読む)
錠剤検査装置及びPTP包装機
【課題】錠剤の変更にも柔軟かつ円滑に対応することができ、しかも検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、画像データに基づき錠剤の輪郭を抽出し、輪郭上における第1の所定点及び第2の所定点の接線の向き情報を演算するとともに、第1及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求め、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する。
(もっと読む)
タイヤの欠陥検出方法
【課題】 タイヤ表面の薄広凸欠陥を高精度に検出することができるタイヤの欠陥検出方法を提供する。
【解決手段】 ステップS1を開始するまでに、予め連続的にスリット光像を含む2次元画像を取得しておく。ステップS1では、撮像された複数の2次元画像データから、スリット光像を抽出する。ステップS2では、抽出されたスリット光像から偏心によるぶれである偏心成分を除去する。ステップS3では、偏心成分を除去した光像に基づいて特徴量を算出し、ステップS4で、算出された特徴量に基づいて薄広凸欠陥を検出する。
(もっと読む)
錠剤検査装置及びPTP包装機
【課題】PTPシートの製造過程における錠剤の欠け等の検査に際し、検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、目標となる錠剤の輪郭に関し、重心を原点とする各角度毎の複数の各点の接線の向き情報を目標向き情報として記憶しておき、検査に際し、抽出された錠剤の輪郭に基づき重心を特定するとともに、前記各角度毎の対応する各交点の接線の向き情報を求め、当該接線の向き情報と目標向き情報とを比較する。そして、1の交点の接線の向き情報が、対応する目標向き情報に対し許容範囲を逸脱している場合に、不良候補として判定する。
(もっと読む)
溶削済み鋼材の表面検査方法および表面検査装置
【課題】表面を溶削された鋼材の表面に残留する湯だれや未溶削部などの欠陥を精度良く確実に検出できる溶削済み鋼材の表面検査方法、およびこれに用いる検査装置を提供する。
【解決手段】1200℃以上に加熱され且つ表面f1〜f4,c1〜c4を溶削された鋼材Mの該表面を撮像する第1カメラ10、および、該カメラ10により得られた画像の輝度信号bsを温度に換算し、健常部位との温度差により湯だれ部mdや未溶削部umの疑似欠陥部分の有無を判別する信号処理部11を含む疑似欠陥検出部12と、上記撮像がされた同じ鋼材Mの表面f1〜f4,c1〜c4にレーザL1を照射するレーザ照射装置2、照射された該レーザL1が拡散反射された鋼材Mの表面f1〜f4,c1〜c4を撮像する第2カメラ7、および、該カメラ7により得られた画像を基に、鋼材Mの表面を連続した断面形状により3次元的に示す画像処理部8を含む3次元計測部9と、を備えている、溶削済み鋼材の表面検査装置1。
(もっと読む)
41 - 50 / 1,254
[ Back to top ]