
アクリル系樹脂板、並びにそれを用いた耐擦傷性樹脂板およびディスプレイ用保護板

【課題】高温環境下での反り変形が抑制されるアクリル系樹脂板を提供することである。
【解決手段】アクリル系樹脂を溶融押出成形して得られるアクリル系樹脂板であって、押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値が6×10−3以下となることを特徴とするアクリル系樹脂板。
【解決手段】アクリル系樹脂を溶融押出成形して得られるアクリル系樹脂板であって、押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値が6×10−3以下となることを特徴とするアクリル系樹脂板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アクリル系樹脂を溶融押出成形して得られるアクリル系樹脂板に関する。また、本発明は、この樹脂板を基板とする耐擦傷性樹脂板に関する。さらに、本発明は、この耐擦傷性樹脂板からなるディスプレイ用保護板に関する。
【背景技術】
【0002】
アクリル系樹脂板は、透明性に優れ、照明のカバーや看板、建材や電気製品、携帯電話や液晶テレビのような光学用途など、広く利用されている。一般に、アクリル系樹脂板は、アクリル系樹脂を溶融押出成形して得られる。
【0003】
特許文献1には、アクリル系樹脂をTダイから溶融状態で押出し、押出されたものを2本のロール間に狭持して得られるアクリル系樹脂板が開示されている。
【0004】
照明のカバーや看板、建材や電気製品、携帯電話や液晶テレビのような光学用途は、使用環境が高温環境下となることがあるが、上記のアクリル系樹脂板は、高温環境下で使用し続けると、該樹脂板に反り変形が生じることがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−89027号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、高温環境下での反り変形が抑制されるアクリル系樹脂板を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、本発明を完成するに至った。
【0008】
すなわち、本発明は、以下の発明に係るものである。
(1)アクリル系樹脂を押出機で溶融押出成形して、ダイから押出し、少なくとも3本の冷却ロールで成形・冷却して得られるアクリル系樹脂板であって、押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値(a)が6×10−3以下となることを特徴とするアクリル系樹脂板。
(2)厚みが、0.4〜2.0mmである前記(1)に記載のアクリル系樹脂板。
(3)前記(1)または(2)に記載のアクリル系樹脂板の少なくとも一方の面に硬化被膜が形成されてなる耐擦傷性樹脂板。
(4)前記(1)または(2)に記載のアクリル系樹脂板からなるディスプレイ用保護板。
【発明の効果】
【0009】
本発明によれば、高温環境下での反り変形が抑制されるという効果を奏する。
【図面の簡単な説明】
【0010】
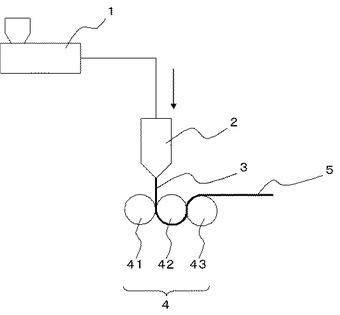
【図1】は、本発明の一実施態様に係るアクリル系樹脂板の製造方法を示す概略説明図である。
【発明を実施するための形態】
【0011】
本発明のアクリル系樹脂板は、アクリル系樹脂を溶融押出成形して得られるものである。アクリル系樹脂としては、例えば、メタクリル樹脂が用いられる。メタクリル樹脂は、メタクリル酸エステルを主体とする重合体であり、メタクリル酸エステルの単独重合体であってもよいし、メタクリル酸エステル50重量%以上とこれ以外の単量体50重量%以下との共重合体であってもよい。ここで、メタクリル酸エステルとしては、通常、メタクリル酸のアルキルエステルが用いられる。
【0012】
メタクリル樹脂の好ましい単量体組成は、全単量体を基準として、メタクリル酸アルキルが50〜100重量%、アクリル酸アルキルが0〜50重量%、これら以外の単量体が0〜49重量%であり、より好ましくは、メタクリル酸アルキルが50〜99.9重量%、アクリル酸アルキルが0.1〜50重量%、これら以外の単量体が0〜49重量%である。
【0013】
メタクリル酸アルキルとしては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシルなどが挙げられ、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。中でもメタクリル酸メチルが好ましく用いられる。
【0014】
アクリル酸アルキルとしては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシルなどが挙げられ、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0015】
メタクリル酸アルキル及びアクリル酸アルキル以外の単量体としては、例えば、単官能単量体、すなわち分子内に重合性の炭素−炭素二重結合を1個有する化合物であってもよいし、多官能単量体、すなわち分子内に重合性の炭素−炭素二重結合を少なくとも2個有する化合物であってもよいが、単官能単量体が好ましく用いられる。
この単官能単量体としては、例えば、スチレン、α−メチルスチレン、ビニルトルエンなどのスチレン系単量体、アクリロニトリル、メタクリロニトリルなどのシアン化アルケニル、アクリル酸、メタクリル酸、無水マレイン酸、N−置換マレイミドなどが挙げられる。
また、多官能単量体としては、例えば、エチレングリコールジメタクリレート、ブタンジオールジメタクリレート、トリメチロールプロパントリアクリレートなどの多価アルコールのポリ不飽和カルボン酸エステル、アクリル酸アリル、メタクリル酸アリル、ケイ皮酸アリルなどの不飽和カルボン酸のアルケニルエステル、フタル酸ジアリル、マレイン酸ジアリル、トリアリルシアヌレート、トリアリルイソシアヌレートなどの多塩基酸のポリアルケニルエステル、ジビニルベンゼンなどの芳香族ポリアルケニル化合物などが挙げられる。
【0016】
なお、上記のメタクリル酸アルキル、アクリル酸アルキル、及びこれら以外の単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0017】
メタクリル樹脂は、耐熱性の観点から、そのガラス転移温度が70℃以上であることが好ましく、80℃以上であるのがより好ましく、更には90℃以上であることが好ましい。このガラス転移温度は、単量体の種類やその割合を調整することにより、適宜設定することができる。
【0018】
メタクリル樹脂は、上記単量体成分を、懸濁重合、乳化重合、塊状重合などの方法により重合させることにより、調製することができる。その際、好適なガラス転移温度を得るため、又は好適な樹脂板への成形性を示す溶融粘度を得るためなどに、重合時に適当な連鎖移動剤を使用することが好ましい。連鎖移動剤の添加量は、単量体の種類やその割合などに応じて、適宜決定すればよい。
【0019】
アクリル系樹脂はゴム粒子を添加して樹脂組成物としてもよい。ここで、ゴム粒子としては、例えば、アクリル系ゴム粒子、ブタジエン系ゴム粒子、スチレン−ブタジエン系ゴム粒子などのものを用いることができるが、中でも、耐候性、耐久性の点から、アクリル系ゴム粒子が好ましく用いられる。
【0020】
アクリル系樹脂には、必要に応じて、例えば光拡散剤や艶消し剤、紫外線吸収剤、界面活性剤、耐衝撃剤、高分子型帯電防止剤、酸化防止剤、難燃剤、滑剤、染料、顔料などを添加してもよい。
【0021】
本発明のアクリル系樹脂板は、押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値(a)が6×10−3以下、好ましくは4×10−3以下、より好ましくは2×10−3以下となるものである。また、該絶対値(a)の下限値としては、好ましくは0以上、より好ましくは0.1×10−3以上、さらに好ましくは0.5×10−3以上である。該絶対値(a)が、上記所定の範囲にあることで、該樹脂板は、高温環境下での反り変形が抑制される。この理由としては、以下の理由が推察される。
【0022】
すなわち、アクリル系樹脂板は、押出成形の際に該樹脂板内部に残留応力が発生し、該残留応力に異方性があると、該樹脂板を高温環境下に暴露した際に、残留応力の緩和に伴い該樹脂板に反り変形が生じる。そのため、該樹脂板の残留応力の大きさが、厚み方向における前記距離(L)によって大きく変動するほど、反り変形量も大きくなる。樹脂板の複屈折率は、分子配向に起因する成分と、応力に起因する成分とが足し合わされたものとなっており、残留応力が緩和されると、応力が低減された分、複屈折率も小さくなる。したがって、加熱の前後における複屈折率の変化量が、厚み方向において大きく変動しなければ、つまり、前記傾きの値の絶対値(a)が前記所定の範囲であれば、反り変形が抑制されると推察される。
【0023】
前記距離(L)は、押出方向に直交する断面での、厚み方向における前記樹脂板の一方の面からの距離であり、樹脂板を押出方向に直交する方向(幅方向)で切断し、得られた切断面において、樹脂板の一方の面から他方の面に渡って、一方の面からの距離を測定すればよい。前記距離(L)の最小値は0であり、距離(L)が最小値となる位置は、前記樹脂板の一方の面である。また、前記距離(L)の最大値は前記樹脂板の厚さに相当し、距離(L)が最大値となる位置は、前記樹枝板の他方の面である。ここで、前記樹脂板の一方の面は、アクリル系樹脂板を溶融押出成形して得たときに、ダイから押出された溶融樹脂が第1冷却ロールと第2冷却ロールとの間に供給された際に、第1冷却ロールに接した面であることが好ましい。
【0024】
前記複屈折率(N0)および前記複屈折率(N1)は、それぞれ、前記距離(L)における複屈折率および前記樹脂板を80℃で1時間加熱した後の該距離(L)における複屈折率であり、該樹脂板の加熱前後において、押出方向に直交する断面を切り出し、この切断面について、顕微複屈折イメージングシステムAbrio((株)東京インスツルメンツ製)を用いて、波長546nmの光を試料に入射させ、距離(L)における複屈折率を測定すればよい。
そして、このようにして測定した複屈折率(N0)と複屈折率(N1)との差分の絶対値がΔNとなる。
【0025】
前記絶対値(a)を所定の範囲とするためには、例えば、後述するように、最終冷却ロールより1つ手前の冷却ロールの周速度(V2)と最終冷却ロールの周速度(V3)との周速度比(V3/V2)を1未満としたり、または最終冷却ロールに巻き掛けられた後の溶融樹脂の、最終冷却ロールと接していなかった面を加熱したりすればよい。
【0026】
アクリル系樹脂板は、通常、シート状ないしフィルム状であり、その厚みは、通常0.4〜2.0mm、好ましくは0.5〜1.5mmである。
【0027】
アクリル系樹脂板は、アクリル系樹脂を溶融押出して得られる単層構成であってもよいし、アクリル系樹脂と、アクリル系樹脂以外の熱可塑性樹脂とを溶融共押出して得られる多層構成であってもよい。熱可塑性樹脂としては、アクリル系樹脂以外の熱可塑性樹脂であればよく、さらに、添加される添加物(例えば、ゴム粒子、光拡散剤等)が異なるアクリル系樹脂であってもよい。
【0028】
かくして得られる本発明のアクリル系樹脂板は、高温環境下での反り変形が抑制されるので、照明のカバーや看板、建材や電気製品、携帯電話や液晶テレビのような光学用途など、広く利用され、光学用途として特には、導光板、タッチパネル基板、液晶ディスプレイ保護板として用いることができ、中でも、導光板やタッチパネル基板として好ましく用いられる。タッチパネルや液晶ディスプレイの用途としては、例えばテレビやコンピューターのモニター、携帯電話やPHS(Personal Handy−phone System)、PDA(Personal Digital Assistant)等の携帯型情報端末の表示窓、デジタルカメラやハンディ型ビデオカメラのファインダー部、携帯型ゲーム機の表示窓等が挙げられる。
【0029】
本発明のアクリル系樹脂板から、導光板を作製するには、アクリル系樹脂板を必要な大きさに切断処理すればよい。また、タッチパネル基板やディスプレイ保護板を作製するには、まず必要に応じて押出板に印刷、穴あけ等の加工を行い、次いで押出板を必要な大きさに切断処理すればよい。しかるのちに、アクリル系樹脂板をディスプレイにセットすれば、タッチパネル基板やディスプレイ保護板として、好適に使用することができる。
【0030】
アクリル系樹脂板は、該樹脂板の少なくとも一方の面に硬化被膜を形成して、耐擦傷性樹脂板としてもよい。該樹脂板の両方の面に硬化被膜を形成する場合には、両方の面の硬化被膜の組成や厚みは、互いに同一であってもよいし、異なっていてもよい。
【0031】
前記硬化被膜は、硬化性塗料組成物を硬化させて形成されている。該硬化性塗料組成物は、耐擦傷性をもたらす硬化性化合物を必須成分とし、必要に応じて、例えば硬化触媒、導電性粒子、溶媒、レベリング剤、安定化剤、酸化防止剤、着色剤等を含有するものである。
【0032】
前記硬化性化合物としては、例えばアクリレート化合物、ウレタンアクリレート化合物、エポキシアクリレート化合物、カルボキシル基変性エポキシアクリレート化合物、ポリエステルアクリレート化合物、共重合系アクリレート化合物、脂環式エポキシ樹脂、グリシジルエーテルエポキシ樹脂、ビニルエーテル化合物、オキセタン化合物等が挙げられる。中でも、硬化被膜の耐擦傷性の点から、多官能アクリレート化合物、多官能ウレタンアクリレート化合物、多官能エポキシアクリレート化合物等のラジカル重合系の硬化性化合物や、アルコキシシラン、アルキルアルコキシシラン等の熱重合系の硬化性化合物等が好ましく用いられる。これらの硬化性化合物は、例えば電子線、放射線、紫外線等のエネルギー線を照射することにより硬化するものであるか、加熱により硬化するものであるのがよい。これらの硬化性化合物は、それぞれ単独で用いてもよいし、複数の化合物を組み合わせて用いてもよい。
【0033】
特に好ましい硬化性化合物は、分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する化合物である。ここで、(メタ)アクリロイルオキシ基とは、アクリロイルオキシ基またはメタクリロイルオキシ基をいい、その他、本明細書において、(メタ)アクリレート、(メタ)アクリル酸等というときの「(メタ)」も同様の意味である。
【0034】
分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する前記化合物としては、例えばトリメチロールプロパントリ(メタ)アクリレート、トリメチロールエタントリ(メタ)アクリレート、グリセリントリ(メタ)アクリレート、ペンタグリセロールトリ(メタ)アクリレート、ペンタエリスリトールトリ−またはテトラ−(メタ)アクリレート、ジペンタエリスリトールトリ−、テトラ−、ペンタ−またはヘキサ−(メタ)アクリレート、トリペンタエリスリトールテトラ−、ペンタ−、ヘキサ−またはヘプタ−(メタ)アクリレートのような、3価以上の多価アルコールのポリ(メタ)アクリレート;分子中にイソシアナト基を少なくとも2個有する化合物に、水酸基を有する(メタ)アクリレートを、イソシアナト基に対して水酸基が等モル以上となる割合で反応させて得られ、分子中の(メタ)アクリロイルオキシ基の数が3個以上となったウレタン(メタ)アクリレート〔例えば、ジイソシアネートとペンタエリスリトールトリ(メタ)アクリレートの反応により、6官能のウレタン(メタ)アクリレートが得られる〕;トリス(2−ヒドロキシエチル)イソシアヌル酸のトリ(メタ)アクリレート等が挙げられる。なお、ここには単量体を例示したが、これら単量体のままで用いてもよいし、例えば2量体、3量体等のオリゴマーの形になったものを用いてもよい。また、単量体とオリゴマーを併用してもよい。これらの(メタ)アクリレート化合物は、それぞれ単独か、または2種以上を混合して用いられる。
【0035】
分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する前記化合物は、市販のものを用いることができ、具体例としては、例えばいずれも新中村化学工業(株)製の“NKハ−ド M101”(ウレタンアクリレート系)、“NKエステル A−TMM−3L”(ペンタエリスリトールトリアクリレート)、“NKエステル A−TMMT”(ペンタエリスリトールテトラアクリレート)、“NKエステル A−9530”(ジペンタエリスリトールペンタアクリレート)および“NKエステル A−DPH”(ジペンタエリスリトールヘキサアクリレート)、日本化薬(株)製の“KAYARAD DPCA”(ジペンタエリスリトールヘキサアクリレート)、サンノプコ(株)製の“ノプコキュア 200”シリーズ、大日本インキ化学工業(株)製の“ユニディック”シリーズ等が挙げられる。
【0036】
なお、硬化性化合物として分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する化合物を用いる場合には、必要に応じて、他の硬化性化合物、例えばエチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレートのような、分子中に2個の(メタ)アクリロイルオキシ基を有する化合物を併用してもよいが、その使用量は、分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する化合物100重量部に対して、通常20重量部までである。
【0037】
前記硬化性塗料組成物を紫外線で硬化させる場合には、硬化触媒として光重合開始剤を使用するのがよい。該光重合開始剤としては、例えばベンジル、ベンゾフェノンやその誘導体、チオキサントン類、ベンジルジメチルケタール類、α−ヒドロキシアルキルフェノン類、ヒドロキシケトン類、アミノアルキルフェノン類、アシルホスフィンオキサイド類等が挙げられ、必要に応じてそれらの2種以上を用いることもできる。光重合開始剤の使用量は、硬化性化合物100重量部に対して、通常0.1〜5重量部である。
【0038】
前記光重合開始剤は、市販のものを用いることができ、具体例としては、例えばいずれもチバ・スペシャルティ・ケミカルズ(株)製の“IRGACURE 651”、“IRGACURE 184”、“IRGACURE 500”、“IRGACURE 1000”、“IRGACURE 2959”、“DAROCUR 1173”、“IRGACURE 907”、“IRGACURE 369”、“IRGACURE 1700”、“IRGACURE 1800”、“IRGACURE 819”、“IRGACURE 784”等の、IRGACURE(イルガキュア)シリーズおよびDAROCUR(ダロキュア)シリーズ、いずれも日本化薬(株)製の“KAYACURE ITX”、“KAYACURE DETX−S”、“KAYACURE BP−100”、“KAYACUREBMS”、“KAYACURE 2−EAQ”等の、KAYACURE(カヤキュア)シリーズ等が挙げられる。
【0039】
前記硬化性塗料組成物に導電性粒子を含有させることにより、硬化被膜に帯電防止性を付与することができる。前記導電性粒子としては、例えばアンチモン−スズ複合酸化物、リンを含有する酸化錫、5酸化アンチモン等の酸化アンチモン、アンチモン−亜鉛複合酸化物、酸化チタン、インジウム−錫複合酸化物(ITO)のような無機粒子が好ましく用いられる。前記導電性粒子は、固形分濃度が10〜30重量%程度のゾルの形態で使用することもできる。
【0040】
前記導電性粒子の粒子径は、通常0.5μm以下であり、硬化被膜の帯電防止性や透明性の点からは、平均粒子径で表して、好ましくは0.001μm以上であり、また好ましくは0.1μm以下、より好ましくは0.05μm以下である。導電性粒子の平均粒子径が小さい程、耐擦傷性樹脂板のヘイズを低くすることができ、透明性を高めることができる。
【0041】
前記導電性粒子の使用量は、硬化性化合物100重量部に対して、通常2〜50重量部、好ましくは3〜20重量部である。導電性粒子の使用量が多い程、硬化被膜の帯電防止性が向上する傾向にあるが、導電性粒子の使用量があまり多いと、硬化被膜の透明性が低下するので好ましくない。
【0042】
前記導電性粒子は、例えば気相分解法、プラズマ蒸発法、アルコキシド分解法、共沈法、水熱法等により製造することができる。また、導電性粒子の表面は、例えばノニオン系界面活性剤、カチオン系界面活性剤、アニオン系界面活性剤、シリコン系カップリング剤、アルミニウム系カップリング剤等で表面処理されていてもよい。
【0043】
前記硬化性塗料組成物には、その粘度調整等を目的として、溶媒を含有させるのがよく、特に導電性粒子が含まれる場合には、その分散のために溶媒を含有させるのがよい。導電粒子および溶媒を含有する硬化性塗料組成物を調製する場合には、例えば導電性粒子および溶媒を混合して、溶媒に導電性粒子を分散させた後、この分散液を硬化性化合物と混合してもよいし、硬化性化合物と溶媒を混合した後、この混合液に導電性粒子を分散させてもよい。
【0044】
前記溶媒は、硬化性化合物を溶解することができ、かつ塗布後に容易に揮発し得るものであるのがよく、また塗料成分として導電性粒子を用いる場合には、それを分散させることができるものであるのがよい。このような溶媒としては、例えばジアセトンアルコール、メタノール、エタノール、イソプロピルアルコール、イソブチルアルコール、2−メトキシエタノール、2−エトキシエタノール、2−ブトキシエタノール、1−メトキシ−2−プロパノールのようなアルコール類、アセトン、メチルエチルケトン、メチルイソブチルケトン、ジアセトンアルコールのようなケトン類、トルエン、キシレンのような芳香族炭化水素類、酢酸エチル、酢酸ブチルのようなエステル類、水等が挙げられる。溶媒の使用量は、硬化性化合物の性状等に合わせて、適宜調整すればよい。
【0045】
前記硬化性塗料組成物にレベリング剤を含有させる場合には、シリコーンオイルが好ましく用いられ、その例としては、ジメチルシリコーンオイル、フェニルメチルシリコーンオイル、アルキル・アラルキル変性シリコーンオイル、フルオロシリコーンオイル、ポリエーテル変性シリコーンオイル、脂肪酸エステル変性シリコーンオイル、メチル水素シリコーンオイル、シラノール基含有シリコーンオイル、アルコキシ基含有シリコーンオイル、フェノール基含有シリコーンオイル、メタクリル変性シリコーンオイル、アミノ変性シリコーンオイル、カルボン酸変性シリコーンオイル、カルビノール変性シリコーンオイル、エポキシ変性シリコーンオイル、メルカプト変性シリコーンオイル、フッ素変性シリコーンオイル、ポリエーテル変性シリコーンオイル等が挙げられる。これらのレベリング剤は、それぞれ単独で用いてもよいし、2種類以上混合して用いることもできる。レベリング剤の使用量は、硬化性化合物100重量部に対して、通常0.01〜5重量部である。
【0046】
前記レベリング剤は、市販のものを用いることができ、具体例としては、例えばいずれも東レ・ダウコーニング・シリコーン(株)製の“SH200−100cs”、“SH28PA”、“SH29PA”、“SH30PA”、“ST83PA”、“ST80PA”、“ST97PA”および“ST86PA”、いずれもビック・ケミー・ジャパン(株)製の“BYK−302”、“BYK−307”、“BYK−320”および“BYK−330”等が挙げられる。
【0047】
こうして得られる硬化性塗料組成物を、前記樹脂板の少なくとも一方の面に塗布して、硬化性塗膜とし、次いで硬化させて、硬化被膜とすることにより、耐擦傷性樹脂板が得られる。硬化性塗料の塗布は、例えばバーコート法、マイクログラビアコート法、ロールコート法、フローコート法、ディップコート法、スピンコート法、ダイコート法、スプレーコート法等のコート法により行えばよい。硬化性塗膜の硬化は、硬化性塗料組成物の種類に応じて、エネルギー線の照射や加熱等により行えばよい。
【0048】
エネルギー線の照射により硬化させる場合のエネルギー線としては、例えば紫外線、電子線、放射線等が挙げられ、その強度や照射時間等の条件は、硬化性塗料組成物の種類に応じて適宜選択される。また、加熱により硬化させる場合において、その温度や時間等の条件は、硬化性塗料組成物の種類に応じて適宜選択されるが、加熱温度は、樹脂基板が変形を起こさないよう、一般的には100℃以下であるのが好ましい。硬化性塗料組成物が溶媒を含有する場合には、塗布後、溶媒を揮発させた後に硬化性塗膜を硬化させてもよいし、溶媒の揮発と硬化性塗膜の硬化とを同時に行ってもよい。
【0049】
前記硬化被膜の厚みは、好ましくは0.5〜50μmであり、より好ましくは1〜20μmである。硬化被膜の厚みが小さい程、亀裂が生じ難くなる傾向にあるが、あまり小さいと、耐擦傷性が不十分になり好ましくない。
【0050】
得られた耐擦傷性樹脂板には、必要に応じて、その表面に、コート法やスパッタ法、真空蒸着法等により反射防止処理を施してもよい。また、別途作製した反射防止性のシートを耐擦傷性樹脂板の片面または両面に貼合して、反射防止効果を付与してもよい。
【0051】
かくして得られる耐擦傷性樹脂板は、高温環境下での反り変形が抑制され、かつ、耐衝撃性と表面硬度に優れるので、各種用途に用いることができるが、中でもディスプレイ保護板として好ましく用いられ、特にタッチパネルディスプレイ保護板としてより好ましく用いられる。保護されるディスプレイの種類としては、例えばCRTディスプレイ、液晶ディスプレイ、プラズマディスプレイ、ELディスプレイ等が挙げられる。また、保護されるディスプレイの用途としては、例えばテレビやコンピューターのモニター、携帯電話やPHS、PDA等の携帯型情報端末の表示窓、デジタルカメラやハンディ型ビデオカメラのファインダー部、携帯型ゲーム機の表示窓等が挙げられる。本発明の耐擦傷性樹脂板は、特に液晶ディスプレイやELディスプレイ等による携帯型情報端末の表示窓保護板として好ましく用いられる。
【0052】
本発明の耐擦傷性樹脂板から、ディスプレイ保護板を作製するには、まず必要に応じて印刷、穴あけ等の加工を行い、必要な大きさに切断処理すればよい。しかるのちに、ディスプレイにセットすれば、ディスプレイを効果的に保護することができる。その際、アクリル系樹脂板の一方の面に硬化被膜が形成してなる耐擦傷性樹脂板の場合、硬化被膜が表側(視認者側)になるように設置するのがよい。
【0053】
本発明のアクリル系樹脂板は、溶融押出成形により製造することができる。以下、本発明にかかるアクリル系樹脂板の製造方法の一実施形態について、図1を参照して詳細に説明する。
【0054】
図1は、本発明の一実施態様に係るアクリル系樹脂板の製造方法を示す概略説明図である。図1に示すように、アクリル系樹脂を押出機1に投入して、溶融混練を行う。なお、図1では、1台の押出機を使用しているが、押出機の数は、2台以上でもよく、樹脂層の積層数や用いる樹脂の種類によって、適宜変更すればよい。
【0055】
溶融混練されたアクリル系樹脂は、ダイ2に供給され、ダイ2から板状の溶融樹脂3として押出される。
【0056】
押出機1としては、例えば、一軸押出機、二軸押出機などが挙げられる。ダイ2としては、通常、Tダイが用いられる。アクリル系樹脂を単層で押出する場合は、単層のTダイが用いられる。2種以上の樹脂を積層して共押出する場合は、フィードブロックとTダイとを組み合わせて用いたり、マルチマニホールドダイなどが用いられる。
【0057】
ダイ2から押出された溶融樹脂3は、冷却ユニット4で成形・冷却される。冷却ユニット4は、少なくとも3本の冷却ロール41、42、43を備えている。
【0058】
溶融樹脂3は、第1冷却ロール41と第2冷却ロール42との間に挟み込まれ、第2冷却ロール42に巻き掛けた状態で、さらに第2冷却ロール42と第3冷却ロール43との間に挟み込んで成形・冷却して、アクリル系樹脂板5が得られる。アクリル系樹脂板5の厚みは、300〜2000μmであるのが好ましく、500〜1200μmであるのがより好ましい。
【0059】
第1〜第3冷却ロール41〜43は、少なくとも1つのロールがモーターなどの回転駆動手段に接続されており、各ロールが所定の周速度で回転するように構成されている。
【0060】
第2冷却ロール42の周速度(V2)と、第3冷却ロール43の周速度(V3)との周速度比(V3/V2)が1未満であるのが好ましく、0.999以下であるのがより好ましい。このように、周速度比(V3/V2)を所定の範囲とすることで、アクリル系樹脂板5の高温環境下での反り変形を抑制することができる。
【0061】
周速度比(V3/V2)の下限値としては、溶融樹脂3を引取り可能であって、本発明の効果を奏する限りにおいて特に限定されないが、0.900以上であるのが好ましく、0.950以上であるのがより好ましく、0.990以上であるのがさらに好ましく、0.995以上であるのが特に好ましい。
【0062】
第1〜第3冷却ロール41〜43の周速度(V1)〜(V3)としては、通常、0.5〜6m/秒であり、1〜5m/秒であるのが好ましく、2〜4m/秒であるのがより好ましく、この数値範囲内で、周速度比(V3/V2)を1未満にするのが好ましい。
【0063】
第1〜第3冷却ロール41〜43としては、特に限定されず、従来の押出成形で使用されている通常の冷却ロールを採用することができる。具体例としては、ドリルドロール、スパイラルロール、金属弾性ロール、ゴムロールなどが挙げられる。冷却ロール41、42、43の表面状態は、例えば鏡面であってもよく、模様や凹凸などを有していてもよい。
【0064】
冷却ロールは、3本に限られない。例えば、4本の冷却ロールを用いる場合、ダイから押出された溶融樹脂は、第1冷却ロールと第2冷却ロールとの間に供給され、第2冷却ロールの下部を約半周して、第2冷却ロールと第3冷却ロールとの間に供給される。次いで、溶融樹脂は、第3冷却ロールの上部を約半周して、第3冷却ロールと第4冷却ロールとの間に供給される。
【0065】
第3冷却ロール43に巻きかけられて得られるアクリル系樹脂板5は、さらに引取ロール(図示しない)により引取られる。アクリル系樹脂板は、第3冷却ロール43から引取ロールに至るまでの間に、少なくとも一方の面がヒーター(図示しない)で加熱されてもよい。このように、ヒーターで加熱することで、アクリル系樹脂板の高温環境下での反り変形を抑制することができる。
【0066】
ヒーターは、アクリル系樹脂板5を加熱することができれば、特に限定されず、例えば遠赤外線ヒーター、熱風ヒーター(熱風発生器)などが挙げられる。加熱は、アクリル系樹脂板5を構成するアクリル系樹脂の熱変形温度(Th)以上で行うのが好ましく、Th〜(Th+50℃)の範囲で行うのがより好ましく、(Th+5℃)〜(Th+30℃)の範囲で行うのがさらに好ましい。また、加熱される時間は、特に限定されず、好ましくは1〜500秒、より好ましくは5〜300秒である。なお、加熱時間とは、アクリル系樹脂板5の表面上のある地点がヒーターで加熱され始め、該地点がヒーターの外部に出て加熱されなくなるまでの時間のことをいう。
【実施例】
【0067】
以下、実施例および比較例を挙げて本発明を具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0068】
実施例および比較例で使用した押出装置の構成は、以下の通りである。
押出機1:スクリュー径130mm、一軸、ベント付きの押出機(日立造船(株)製)。
ダイ2:Tダイ(樹脂吐出口幅1650mm、リップ間隔1mm(日立造船(株)製))。
冷却ユニット4:横型、面長1800mm、直径350mmの第1〜第3冷却ロール41〜43を用いた。これら第1〜第3冷却ロール41〜43は、モーターに接続して、各々が所定の周速度で独立して回転するように構成した。また、第1〜第3冷却ロール41〜43の上述した以外の構成は、次の通りである。
【0069】
第1,第3冷却ロール41,43:後述する弾性ロールを用いた。
第2冷却ロール42:ステンレス鋼製のスパイラルロールを用いた。
【0070】
第1,第3冷却ロール41,43で用いた弾性ロールは、軸ロールの外周面を覆うように金属製薄膜を配置し、軸ロールと金属製薄膜との間に流体を封入した弾性ロールを用いた。
軸ロール、金属製薄膜および流体は、次の通りである。
【0071】
軸ロール:ステンレス鋼製のものを用いた。
金属製薄膜:厚さ2mmのステンレス鋼製の鏡面金属スリーブを用いた。
流体:油を用いた。なお、この油を温度制御することによって、弾性ロールを温度制御可能にした。より具体的には、温度調節機のON−OFF制御により前記油を加熱、冷却して温度制御可能にし、軸ロールと金属製薄膜との間に循環させた。
【0072】
以下の実施例および比較例で使用したアクリル系樹脂には、メタクリル樹脂を用いた。該メタクリル樹脂としては、メタクリル酸メチル94質量%とアクリル酸メチル6質量%とからなる単量体のバルク重合により得られた熱変形温度100℃の熱可塑性重合体のペレットを用いた。
【0073】
(実施例1)
まず、押出機1、ダイ2、および第1〜3冷却ロール41〜43を図1に示すように配置し、フィードブロックを所定の位置に配置した。さらに、第2,第3冷却ロール42,43を、表1に示す周速度V2,V3で回転させた。
【0074】
次いで、メタクリル樹脂のペレットを、押出機1内で溶融混練し、フィードブロックおよびダイ2の順に供給した。そして、ダイ2から押出された溶融樹脂を、第1冷却ロール41と第2冷却ロール42との間に挟み込み、第2冷却ロール42に巻きかけながら第2冷却ロール42と第3冷却ロール43との間に挟み込み、第3冷却ロール43に巻きかけながら冷却し、厚さ1mmのアクリル系樹脂板を得た。
【0075】
(実施例2)
第2,第3冷却ロール42,43を、表1に示す周速度V2,V3で回転させ、さらに、第3冷却ロール43に巻きかけられた後の樹脂板の上面(第3冷却ロール43との非接触面)を、ヒーター(日立造船(株)製の遠赤パネルヒーター)で、300℃で10秒間加熱した以外は、実施例1と同様の操作を行い、厚さ1mmのアクリル系樹脂板を得た。
【0076】
(比較例1)
第2,第3冷却ロール42,43を、表1に示す周速度V2,V3で回転させた以外は、実施例1と同様の操作を行い、厚さ1mmのアクリル系樹脂板を得た。
【0077】
(比較例2)
第2,第3冷却ロール42,43を、表1に示す周速度V2,V3で回転させた以外は、実施例1と同様の操作を行い、厚さ1mmのアクリル系樹脂板を得た。
【0078】
<評価>
得られた各アクリル系樹脂板(実施例1、2および比較例1、2)について、絶対値(a)の評価、および高温環境下での反り変形の評価を行った。評価方法を以下に示すとともに、その結果を表1に示す。
【0079】
(絶対値(a)の評価方法)
まず、アクリル系樹脂板から、該樹脂板における押出方向に対して直行する方向(幅方向)での中心位置が中心となるように幅方向の長さを6mmとし、押出方向の長さを600μmとし、厚み方向の長さを1mmとして、試験片を切り出した。次いで、この試験片の一方の切断面について、顕微複屈折イメージングシステムAbrio((株)東京インスツルメンツ製)を用いて、波長546nmの光を該切断面から入射させて、幅方向の中心位置での、厚み方向における前記アクリル系樹脂板を押出成形したときに第1冷却ロールと接した面からの距離(L)での複屈折率(N0)を測定した。さらに、該樹脂板を80℃で1時間加熱した後、同様に試験片を切り出し、距離(L)における複屈折率(N1)を同様に測定した。そして、距離(L)をX軸に、該距離(L)における、複屈折率(N0)と複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値を、絶対値(a)として算出した。
【0080】
(反り変形の評価方法)
まず、アクリル系樹脂板から試験片を切り出した。試験片の形状は、押出方向に85mm、押出方向に対して直交する方向(幅方向)に55mmとした。この試験片を、凸反りとなっている面を下向きにして定盤の上に載置し、4隅の浮き上がり量を位置センサで測定し、その測定値の平均値を初期反り量とした。
【0081】
次いで、試験片を、押出方向が鉛直となるように吊るした状態で、温度80℃に設定した恒温機内に設置し、1時間保持した。その後、試験片の4隅の浮き上がり量を前記初期反り量と同様にして測定し、加熱反り量を求めた。また、初期反り量と加熱反り量とを式:加熱反り量−初期反り量に当てはめ、反り変移量を算出した。
【0082】
【表1】

【符号の説明】
【0083】
1 押出機
2 ダイ
3 溶融樹脂
4 冷却ユニット
41 第1冷却ロール(最終冷却ロールより2つ手前の冷却ロール)
42 第2冷却ロール(最終冷却ロールより1つ手前の冷却ロール)
43 第3冷却ロール(最終冷却ロール)
5 アクリル系樹脂板
【技術分野】
【0001】
本発明は、アクリル系樹脂を溶融押出成形して得られるアクリル系樹脂板に関する。また、本発明は、この樹脂板を基板とする耐擦傷性樹脂板に関する。さらに、本発明は、この耐擦傷性樹脂板からなるディスプレイ用保護板に関する。
【背景技術】
【0002】
アクリル系樹脂板は、透明性に優れ、照明のカバーや看板、建材や電気製品、携帯電話や液晶テレビのような光学用途など、広く利用されている。一般に、アクリル系樹脂板は、アクリル系樹脂を溶融押出成形して得られる。
【0003】
特許文献1には、アクリル系樹脂をTダイから溶融状態で押出し、押出されたものを2本のロール間に狭持して得られるアクリル系樹脂板が開示されている。
【0004】
照明のカバーや看板、建材や電気製品、携帯電話や液晶テレビのような光学用途は、使用環境が高温環境下となることがあるが、上記のアクリル系樹脂板は、高温環境下で使用し続けると、該樹脂板に反り変形が生じることがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−89027号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、高温環境下での反り変形が抑制されるアクリル系樹脂板を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、本発明を完成するに至った。
【0008】
すなわち、本発明は、以下の発明に係るものである。
(1)アクリル系樹脂を押出機で溶融押出成形して、ダイから押出し、少なくとも3本の冷却ロールで成形・冷却して得られるアクリル系樹脂板であって、押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値(a)が6×10−3以下となることを特徴とするアクリル系樹脂板。
(2)厚みが、0.4〜2.0mmである前記(1)に記載のアクリル系樹脂板。
(3)前記(1)または(2)に記載のアクリル系樹脂板の少なくとも一方の面に硬化被膜が形成されてなる耐擦傷性樹脂板。
(4)前記(1)または(2)に記載のアクリル系樹脂板からなるディスプレイ用保護板。
【発明の効果】
【0009】
本発明によれば、高温環境下での反り変形が抑制されるという効果を奏する。
【図面の簡単な説明】
【0010】
【図1】は、本発明の一実施態様に係るアクリル系樹脂板の製造方法を示す概略説明図である。
【発明を実施するための形態】
【0011】
本発明のアクリル系樹脂板は、アクリル系樹脂を溶融押出成形して得られるものである。アクリル系樹脂としては、例えば、メタクリル樹脂が用いられる。メタクリル樹脂は、メタクリル酸エステルを主体とする重合体であり、メタクリル酸エステルの単独重合体であってもよいし、メタクリル酸エステル50重量%以上とこれ以外の単量体50重量%以下との共重合体であってもよい。ここで、メタクリル酸エステルとしては、通常、メタクリル酸のアルキルエステルが用いられる。
【0012】
メタクリル樹脂の好ましい単量体組成は、全単量体を基準として、メタクリル酸アルキルが50〜100重量%、アクリル酸アルキルが0〜50重量%、これら以外の単量体が0〜49重量%であり、より好ましくは、メタクリル酸アルキルが50〜99.9重量%、アクリル酸アルキルが0.1〜50重量%、これら以外の単量体が0〜49重量%である。
【0013】
メタクリル酸アルキルとしては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシルなどが挙げられ、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。中でもメタクリル酸メチルが好ましく用いられる。
【0014】
アクリル酸アルキルとしては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシルなどが挙げられ、そのアルキル基の炭素数は通常1〜8、好ましくは1〜4である。
【0015】
メタクリル酸アルキル及びアクリル酸アルキル以外の単量体としては、例えば、単官能単量体、すなわち分子内に重合性の炭素−炭素二重結合を1個有する化合物であってもよいし、多官能単量体、すなわち分子内に重合性の炭素−炭素二重結合を少なくとも2個有する化合物であってもよいが、単官能単量体が好ましく用いられる。
この単官能単量体としては、例えば、スチレン、α−メチルスチレン、ビニルトルエンなどのスチレン系単量体、アクリロニトリル、メタクリロニトリルなどのシアン化アルケニル、アクリル酸、メタクリル酸、無水マレイン酸、N−置換マレイミドなどが挙げられる。
また、多官能単量体としては、例えば、エチレングリコールジメタクリレート、ブタンジオールジメタクリレート、トリメチロールプロパントリアクリレートなどの多価アルコールのポリ不飽和カルボン酸エステル、アクリル酸アリル、メタクリル酸アリル、ケイ皮酸アリルなどの不飽和カルボン酸のアルケニルエステル、フタル酸ジアリル、マレイン酸ジアリル、トリアリルシアヌレート、トリアリルイソシアヌレートなどの多塩基酸のポリアルケニルエステル、ジビニルベンゼンなどの芳香族ポリアルケニル化合物などが挙げられる。
【0016】
なお、上記のメタクリル酸アルキル、アクリル酸アルキル、及びこれら以外の単量体は、それぞれ、必要に応じてそれらの2種以上を用いてもよい。
【0017】
メタクリル樹脂は、耐熱性の観点から、そのガラス転移温度が70℃以上であることが好ましく、80℃以上であるのがより好ましく、更には90℃以上であることが好ましい。このガラス転移温度は、単量体の種類やその割合を調整することにより、適宜設定することができる。
【0018】
メタクリル樹脂は、上記単量体成分を、懸濁重合、乳化重合、塊状重合などの方法により重合させることにより、調製することができる。その際、好適なガラス転移温度を得るため、又は好適な樹脂板への成形性を示す溶融粘度を得るためなどに、重合時に適当な連鎖移動剤を使用することが好ましい。連鎖移動剤の添加量は、単量体の種類やその割合などに応じて、適宜決定すればよい。
【0019】
アクリル系樹脂はゴム粒子を添加して樹脂組成物としてもよい。ここで、ゴム粒子としては、例えば、アクリル系ゴム粒子、ブタジエン系ゴム粒子、スチレン−ブタジエン系ゴム粒子などのものを用いることができるが、中でも、耐候性、耐久性の点から、アクリル系ゴム粒子が好ましく用いられる。
【0020】
アクリル系樹脂には、必要に応じて、例えば光拡散剤や艶消し剤、紫外線吸収剤、界面活性剤、耐衝撃剤、高分子型帯電防止剤、酸化防止剤、難燃剤、滑剤、染料、顔料などを添加してもよい。
【0021】
本発明のアクリル系樹脂板は、押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値(a)が6×10−3以下、好ましくは4×10−3以下、より好ましくは2×10−3以下となるものである。また、該絶対値(a)の下限値としては、好ましくは0以上、より好ましくは0.1×10−3以上、さらに好ましくは0.5×10−3以上である。該絶対値(a)が、上記所定の範囲にあることで、該樹脂板は、高温環境下での反り変形が抑制される。この理由としては、以下の理由が推察される。
【0022】
すなわち、アクリル系樹脂板は、押出成形の際に該樹脂板内部に残留応力が発生し、該残留応力に異方性があると、該樹脂板を高温環境下に暴露した際に、残留応力の緩和に伴い該樹脂板に反り変形が生じる。そのため、該樹脂板の残留応力の大きさが、厚み方向における前記距離(L)によって大きく変動するほど、反り変形量も大きくなる。樹脂板の複屈折率は、分子配向に起因する成分と、応力に起因する成分とが足し合わされたものとなっており、残留応力が緩和されると、応力が低減された分、複屈折率も小さくなる。したがって、加熱の前後における複屈折率の変化量が、厚み方向において大きく変動しなければ、つまり、前記傾きの値の絶対値(a)が前記所定の範囲であれば、反り変形が抑制されると推察される。
【0023】
前記距離(L)は、押出方向に直交する断面での、厚み方向における前記樹脂板の一方の面からの距離であり、樹脂板を押出方向に直交する方向(幅方向)で切断し、得られた切断面において、樹脂板の一方の面から他方の面に渡って、一方の面からの距離を測定すればよい。前記距離(L)の最小値は0であり、距離(L)が最小値となる位置は、前記樹脂板の一方の面である。また、前記距離(L)の最大値は前記樹脂板の厚さに相当し、距離(L)が最大値となる位置は、前記樹枝板の他方の面である。ここで、前記樹脂板の一方の面は、アクリル系樹脂板を溶融押出成形して得たときに、ダイから押出された溶融樹脂が第1冷却ロールと第2冷却ロールとの間に供給された際に、第1冷却ロールに接した面であることが好ましい。
【0024】
前記複屈折率(N0)および前記複屈折率(N1)は、それぞれ、前記距離(L)における複屈折率および前記樹脂板を80℃で1時間加熱した後の該距離(L)における複屈折率であり、該樹脂板の加熱前後において、押出方向に直交する断面を切り出し、この切断面について、顕微複屈折イメージングシステムAbrio((株)東京インスツルメンツ製)を用いて、波長546nmの光を試料に入射させ、距離(L)における複屈折率を測定すればよい。
そして、このようにして測定した複屈折率(N0)と複屈折率(N1)との差分の絶対値がΔNとなる。
【0025】
前記絶対値(a)を所定の範囲とするためには、例えば、後述するように、最終冷却ロールより1つ手前の冷却ロールの周速度(V2)と最終冷却ロールの周速度(V3)との周速度比(V3/V2)を1未満としたり、または最終冷却ロールに巻き掛けられた後の溶融樹脂の、最終冷却ロールと接していなかった面を加熱したりすればよい。
【0026】
アクリル系樹脂板は、通常、シート状ないしフィルム状であり、その厚みは、通常0.4〜2.0mm、好ましくは0.5〜1.5mmである。
【0027】
アクリル系樹脂板は、アクリル系樹脂を溶融押出して得られる単層構成であってもよいし、アクリル系樹脂と、アクリル系樹脂以外の熱可塑性樹脂とを溶融共押出して得られる多層構成であってもよい。熱可塑性樹脂としては、アクリル系樹脂以外の熱可塑性樹脂であればよく、さらに、添加される添加物(例えば、ゴム粒子、光拡散剤等)が異なるアクリル系樹脂であってもよい。
【0028】
かくして得られる本発明のアクリル系樹脂板は、高温環境下での反り変形が抑制されるので、照明のカバーや看板、建材や電気製品、携帯電話や液晶テレビのような光学用途など、広く利用され、光学用途として特には、導光板、タッチパネル基板、液晶ディスプレイ保護板として用いることができ、中でも、導光板やタッチパネル基板として好ましく用いられる。タッチパネルや液晶ディスプレイの用途としては、例えばテレビやコンピューターのモニター、携帯電話やPHS(Personal Handy−phone System)、PDA(Personal Digital Assistant)等の携帯型情報端末の表示窓、デジタルカメラやハンディ型ビデオカメラのファインダー部、携帯型ゲーム機の表示窓等が挙げられる。
【0029】
本発明のアクリル系樹脂板から、導光板を作製するには、アクリル系樹脂板を必要な大きさに切断処理すればよい。また、タッチパネル基板やディスプレイ保護板を作製するには、まず必要に応じて押出板に印刷、穴あけ等の加工を行い、次いで押出板を必要な大きさに切断処理すればよい。しかるのちに、アクリル系樹脂板をディスプレイにセットすれば、タッチパネル基板やディスプレイ保護板として、好適に使用することができる。
【0030】
アクリル系樹脂板は、該樹脂板の少なくとも一方の面に硬化被膜を形成して、耐擦傷性樹脂板としてもよい。該樹脂板の両方の面に硬化被膜を形成する場合には、両方の面の硬化被膜の組成や厚みは、互いに同一であってもよいし、異なっていてもよい。
【0031】
前記硬化被膜は、硬化性塗料組成物を硬化させて形成されている。該硬化性塗料組成物は、耐擦傷性をもたらす硬化性化合物を必須成分とし、必要に応じて、例えば硬化触媒、導電性粒子、溶媒、レベリング剤、安定化剤、酸化防止剤、着色剤等を含有するものである。
【0032】
前記硬化性化合物としては、例えばアクリレート化合物、ウレタンアクリレート化合物、エポキシアクリレート化合物、カルボキシル基変性エポキシアクリレート化合物、ポリエステルアクリレート化合物、共重合系アクリレート化合物、脂環式エポキシ樹脂、グリシジルエーテルエポキシ樹脂、ビニルエーテル化合物、オキセタン化合物等が挙げられる。中でも、硬化被膜の耐擦傷性の点から、多官能アクリレート化合物、多官能ウレタンアクリレート化合物、多官能エポキシアクリレート化合物等のラジカル重合系の硬化性化合物や、アルコキシシラン、アルキルアルコキシシラン等の熱重合系の硬化性化合物等が好ましく用いられる。これらの硬化性化合物は、例えば電子線、放射線、紫外線等のエネルギー線を照射することにより硬化するものであるか、加熱により硬化するものであるのがよい。これらの硬化性化合物は、それぞれ単独で用いてもよいし、複数の化合物を組み合わせて用いてもよい。
【0033】
特に好ましい硬化性化合物は、分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する化合物である。ここで、(メタ)アクリロイルオキシ基とは、アクリロイルオキシ基またはメタクリロイルオキシ基をいい、その他、本明細書において、(メタ)アクリレート、(メタ)アクリル酸等というときの「(メタ)」も同様の意味である。
【0034】
分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する前記化合物としては、例えばトリメチロールプロパントリ(メタ)アクリレート、トリメチロールエタントリ(メタ)アクリレート、グリセリントリ(メタ)アクリレート、ペンタグリセロールトリ(メタ)アクリレート、ペンタエリスリトールトリ−またはテトラ−(メタ)アクリレート、ジペンタエリスリトールトリ−、テトラ−、ペンタ−またはヘキサ−(メタ)アクリレート、トリペンタエリスリトールテトラ−、ペンタ−、ヘキサ−またはヘプタ−(メタ)アクリレートのような、3価以上の多価アルコールのポリ(メタ)アクリレート;分子中にイソシアナト基を少なくとも2個有する化合物に、水酸基を有する(メタ)アクリレートを、イソシアナト基に対して水酸基が等モル以上となる割合で反応させて得られ、分子中の(メタ)アクリロイルオキシ基の数が3個以上となったウレタン(メタ)アクリレート〔例えば、ジイソシアネートとペンタエリスリトールトリ(メタ)アクリレートの反応により、6官能のウレタン(メタ)アクリレートが得られる〕;トリス(2−ヒドロキシエチル)イソシアヌル酸のトリ(メタ)アクリレート等が挙げられる。なお、ここには単量体を例示したが、これら単量体のままで用いてもよいし、例えば2量体、3量体等のオリゴマーの形になったものを用いてもよい。また、単量体とオリゴマーを併用してもよい。これらの(メタ)アクリレート化合物は、それぞれ単独か、または2種以上を混合して用いられる。
【0035】
分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する前記化合物は、市販のものを用いることができ、具体例としては、例えばいずれも新中村化学工業(株)製の“NKハ−ド M101”(ウレタンアクリレート系)、“NKエステル A−TMM−3L”(ペンタエリスリトールトリアクリレート)、“NKエステル A−TMMT”(ペンタエリスリトールテトラアクリレート)、“NKエステル A−9530”(ジペンタエリスリトールペンタアクリレート)および“NKエステル A−DPH”(ジペンタエリスリトールヘキサアクリレート)、日本化薬(株)製の“KAYARAD DPCA”(ジペンタエリスリトールヘキサアクリレート)、サンノプコ(株)製の“ノプコキュア 200”シリーズ、大日本インキ化学工業(株)製の“ユニディック”シリーズ等が挙げられる。
【0036】
なお、硬化性化合物として分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する化合物を用いる場合には、必要に応じて、他の硬化性化合物、例えばエチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレートのような、分子中に2個の(メタ)アクリロイルオキシ基を有する化合物を併用してもよいが、その使用量は、分子中に少なくとも3個の(メタ)アクリロイルオキシ基を有する化合物100重量部に対して、通常20重量部までである。
【0037】
前記硬化性塗料組成物を紫外線で硬化させる場合には、硬化触媒として光重合開始剤を使用するのがよい。該光重合開始剤としては、例えばベンジル、ベンゾフェノンやその誘導体、チオキサントン類、ベンジルジメチルケタール類、α−ヒドロキシアルキルフェノン類、ヒドロキシケトン類、アミノアルキルフェノン類、アシルホスフィンオキサイド類等が挙げられ、必要に応じてそれらの2種以上を用いることもできる。光重合開始剤の使用量は、硬化性化合物100重量部に対して、通常0.1〜5重量部である。
【0038】
前記光重合開始剤は、市販のものを用いることができ、具体例としては、例えばいずれもチバ・スペシャルティ・ケミカルズ(株)製の“IRGACURE 651”、“IRGACURE 184”、“IRGACURE 500”、“IRGACURE 1000”、“IRGACURE 2959”、“DAROCUR 1173”、“IRGACURE 907”、“IRGACURE 369”、“IRGACURE 1700”、“IRGACURE 1800”、“IRGACURE 819”、“IRGACURE 784”等の、IRGACURE(イルガキュア)シリーズおよびDAROCUR(ダロキュア)シリーズ、いずれも日本化薬(株)製の“KAYACURE ITX”、“KAYACURE DETX−S”、“KAYACURE BP−100”、“KAYACUREBMS”、“KAYACURE 2−EAQ”等の、KAYACURE(カヤキュア)シリーズ等が挙げられる。
【0039】
前記硬化性塗料組成物に導電性粒子を含有させることにより、硬化被膜に帯電防止性を付与することができる。前記導電性粒子としては、例えばアンチモン−スズ複合酸化物、リンを含有する酸化錫、5酸化アンチモン等の酸化アンチモン、アンチモン−亜鉛複合酸化物、酸化チタン、インジウム−錫複合酸化物(ITO)のような無機粒子が好ましく用いられる。前記導電性粒子は、固形分濃度が10〜30重量%程度のゾルの形態で使用することもできる。
【0040】
前記導電性粒子の粒子径は、通常0.5μm以下であり、硬化被膜の帯電防止性や透明性の点からは、平均粒子径で表して、好ましくは0.001μm以上であり、また好ましくは0.1μm以下、より好ましくは0.05μm以下である。導電性粒子の平均粒子径が小さい程、耐擦傷性樹脂板のヘイズを低くすることができ、透明性を高めることができる。
【0041】
前記導電性粒子の使用量は、硬化性化合物100重量部に対して、通常2〜50重量部、好ましくは3〜20重量部である。導電性粒子の使用量が多い程、硬化被膜の帯電防止性が向上する傾向にあるが、導電性粒子の使用量があまり多いと、硬化被膜の透明性が低下するので好ましくない。
【0042】
前記導電性粒子は、例えば気相分解法、プラズマ蒸発法、アルコキシド分解法、共沈法、水熱法等により製造することができる。また、導電性粒子の表面は、例えばノニオン系界面活性剤、カチオン系界面活性剤、アニオン系界面活性剤、シリコン系カップリング剤、アルミニウム系カップリング剤等で表面処理されていてもよい。
【0043】
前記硬化性塗料組成物には、その粘度調整等を目的として、溶媒を含有させるのがよく、特に導電性粒子が含まれる場合には、その分散のために溶媒を含有させるのがよい。導電粒子および溶媒を含有する硬化性塗料組成物を調製する場合には、例えば導電性粒子および溶媒を混合して、溶媒に導電性粒子を分散させた後、この分散液を硬化性化合物と混合してもよいし、硬化性化合物と溶媒を混合した後、この混合液に導電性粒子を分散させてもよい。
【0044】
前記溶媒は、硬化性化合物を溶解することができ、かつ塗布後に容易に揮発し得るものであるのがよく、また塗料成分として導電性粒子を用いる場合には、それを分散させることができるものであるのがよい。このような溶媒としては、例えばジアセトンアルコール、メタノール、エタノール、イソプロピルアルコール、イソブチルアルコール、2−メトキシエタノール、2−エトキシエタノール、2−ブトキシエタノール、1−メトキシ−2−プロパノールのようなアルコール類、アセトン、メチルエチルケトン、メチルイソブチルケトン、ジアセトンアルコールのようなケトン類、トルエン、キシレンのような芳香族炭化水素類、酢酸エチル、酢酸ブチルのようなエステル類、水等が挙げられる。溶媒の使用量は、硬化性化合物の性状等に合わせて、適宜調整すればよい。
【0045】
前記硬化性塗料組成物にレベリング剤を含有させる場合には、シリコーンオイルが好ましく用いられ、その例としては、ジメチルシリコーンオイル、フェニルメチルシリコーンオイル、アルキル・アラルキル変性シリコーンオイル、フルオロシリコーンオイル、ポリエーテル変性シリコーンオイル、脂肪酸エステル変性シリコーンオイル、メチル水素シリコーンオイル、シラノール基含有シリコーンオイル、アルコキシ基含有シリコーンオイル、フェノール基含有シリコーンオイル、メタクリル変性シリコーンオイル、アミノ変性シリコーンオイル、カルボン酸変性シリコーンオイル、カルビノール変性シリコーンオイル、エポキシ変性シリコーンオイル、メルカプト変性シリコーンオイル、フッ素変性シリコーンオイル、ポリエーテル変性シリコーンオイル等が挙げられる。これらのレベリング剤は、それぞれ単独で用いてもよいし、2種類以上混合して用いることもできる。レベリング剤の使用量は、硬化性化合物100重量部に対して、通常0.01〜5重量部である。
【0046】
前記レベリング剤は、市販のものを用いることができ、具体例としては、例えばいずれも東レ・ダウコーニング・シリコーン(株)製の“SH200−100cs”、“SH28PA”、“SH29PA”、“SH30PA”、“ST83PA”、“ST80PA”、“ST97PA”および“ST86PA”、いずれもビック・ケミー・ジャパン(株)製の“BYK−302”、“BYK−307”、“BYK−320”および“BYK−330”等が挙げられる。
【0047】
こうして得られる硬化性塗料組成物を、前記樹脂板の少なくとも一方の面に塗布して、硬化性塗膜とし、次いで硬化させて、硬化被膜とすることにより、耐擦傷性樹脂板が得られる。硬化性塗料の塗布は、例えばバーコート法、マイクログラビアコート法、ロールコート法、フローコート法、ディップコート法、スピンコート法、ダイコート法、スプレーコート法等のコート法により行えばよい。硬化性塗膜の硬化は、硬化性塗料組成物の種類に応じて、エネルギー線の照射や加熱等により行えばよい。
【0048】
エネルギー線の照射により硬化させる場合のエネルギー線としては、例えば紫外線、電子線、放射線等が挙げられ、その強度や照射時間等の条件は、硬化性塗料組成物の種類に応じて適宜選択される。また、加熱により硬化させる場合において、その温度や時間等の条件は、硬化性塗料組成物の種類に応じて適宜選択されるが、加熱温度は、樹脂基板が変形を起こさないよう、一般的には100℃以下であるのが好ましい。硬化性塗料組成物が溶媒を含有する場合には、塗布後、溶媒を揮発させた後に硬化性塗膜を硬化させてもよいし、溶媒の揮発と硬化性塗膜の硬化とを同時に行ってもよい。
【0049】
前記硬化被膜の厚みは、好ましくは0.5〜50μmであり、より好ましくは1〜20μmである。硬化被膜の厚みが小さい程、亀裂が生じ難くなる傾向にあるが、あまり小さいと、耐擦傷性が不十分になり好ましくない。
【0050】
得られた耐擦傷性樹脂板には、必要に応じて、その表面に、コート法やスパッタ法、真空蒸着法等により反射防止処理を施してもよい。また、別途作製した反射防止性のシートを耐擦傷性樹脂板の片面または両面に貼合して、反射防止効果を付与してもよい。
【0051】
かくして得られる耐擦傷性樹脂板は、高温環境下での反り変形が抑制され、かつ、耐衝撃性と表面硬度に優れるので、各種用途に用いることができるが、中でもディスプレイ保護板として好ましく用いられ、特にタッチパネルディスプレイ保護板としてより好ましく用いられる。保護されるディスプレイの種類としては、例えばCRTディスプレイ、液晶ディスプレイ、プラズマディスプレイ、ELディスプレイ等が挙げられる。また、保護されるディスプレイの用途としては、例えばテレビやコンピューターのモニター、携帯電話やPHS、PDA等の携帯型情報端末の表示窓、デジタルカメラやハンディ型ビデオカメラのファインダー部、携帯型ゲーム機の表示窓等が挙げられる。本発明の耐擦傷性樹脂板は、特に液晶ディスプレイやELディスプレイ等による携帯型情報端末の表示窓保護板として好ましく用いられる。
【0052】
本発明の耐擦傷性樹脂板から、ディスプレイ保護板を作製するには、まず必要に応じて印刷、穴あけ等の加工を行い、必要な大きさに切断処理すればよい。しかるのちに、ディスプレイにセットすれば、ディスプレイを効果的に保護することができる。その際、アクリル系樹脂板の一方の面に硬化被膜が形成してなる耐擦傷性樹脂板の場合、硬化被膜が表側(視認者側)になるように設置するのがよい。
【0053】
本発明のアクリル系樹脂板は、溶融押出成形により製造することができる。以下、本発明にかかるアクリル系樹脂板の製造方法の一実施形態について、図1を参照して詳細に説明する。
【0054】
図1は、本発明の一実施態様に係るアクリル系樹脂板の製造方法を示す概略説明図である。図1に示すように、アクリル系樹脂を押出機1に投入して、溶融混練を行う。なお、図1では、1台の押出機を使用しているが、押出機の数は、2台以上でもよく、樹脂層の積層数や用いる樹脂の種類によって、適宜変更すればよい。
【0055】
溶融混練されたアクリル系樹脂は、ダイ2に供給され、ダイ2から板状の溶融樹脂3として押出される。
【0056】
押出機1としては、例えば、一軸押出機、二軸押出機などが挙げられる。ダイ2としては、通常、Tダイが用いられる。アクリル系樹脂を単層で押出する場合は、単層のTダイが用いられる。2種以上の樹脂を積層して共押出する場合は、フィードブロックとTダイとを組み合わせて用いたり、マルチマニホールドダイなどが用いられる。
【0057】
ダイ2から押出された溶融樹脂3は、冷却ユニット4で成形・冷却される。冷却ユニット4は、少なくとも3本の冷却ロール41、42、43を備えている。
【0058】
溶融樹脂3は、第1冷却ロール41と第2冷却ロール42との間に挟み込まれ、第2冷却ロール42に巻き掛けた状態で、さらに第2冷却ロール42と第3冷却ロール43との間に挟み込んで成形・冷却して、アクリル系樹脂板5が得られる。アクリル系樹脂板5の厚みは、300〜2000μmであるのが好ましく、500〜1200μmであるのがより好ましい。
【0059】
第1〜第3冷却ロール41〜43は、少なくとも1つのロールがモーターなどの回転駆動手段に接続されており、各ロールが所定の周速度で回転するように構成されている。
【0060】
第2冷却ロール42の周速度(V2)と、第3冷却ロール43の周速度(V3)との周速度比(V3/V2)が1未満であるのが好ましく、0.999以下であるのがより好ましい。このように、周速度比(V3/V2)を所定の範囲とすることで、アクリル系樹脂板5の高温環境下での反り変形を抑制することができる。
【0061】
周速度比(V3/V2)の下限値としては、溶融樹脂3を引取り可能であって、本発明の効果を奏する限りにおいて特に限定されないが、0.900以上であるのが好ましく、0.950以上であるのがより好ましく、0.990以上であるのがさらに好ましく、0.995以上であるのが特に好ましい。
【0062】
第1〜第3冷却ロール41〜43の周速度(V1)〜(V3)としては、通常、0.5〜6m/秒であり、1〜5m/秒であるのが好ましく、2〜4m/秒であるのがより好ましく、この数値範囲内で、周速度比(V3/V2)を1未満にするのが好ましい。
【0063】
第1〜第3冷却ロール41〜43としては、特に限定されず、従来の押出成形で使用されている通常の冷却ロールを採用することができる。具体例としては、ドリルドロール、スパイラルロール、金属弾性ロール、ゴムロールなどが挙げられる。冷却ロール41、42、43の表面状態は、例えば鏡面であってもよく、模様や凹凸などを有していてもよい。
【0064】
冷却ロールは、3本に限られない。例えば、4本の冷却ロールを用いる場合、ダイから押出された溶融樹脂は、第1冷却ロールと第2冷却ロールとの間に供給され、第2冷却ロールの下部を約半周して、第2冷却ロールと第3冷却ロールとの間に供給される。次いで、溶融樹脂は、第3冷却ロールの上部を約半周して、第3冷却ロールと第4冷却ロールとの間に供給される。
【0065】
第3冷却ロール43に巻きかけられて得られるアクリル系樹脂板5は、さらに引取ロール(図示しない)により引取られる。アクリル系樹脂板は、第3冷却ロール43から引取ロールに至るまでの間に、少なくとも一方の面がヒーター(図示しない)で加熱されてもよい。このように、ヒーターで加熱することで、アクリル系樹脂板の高温環境下での反り変形を抑制することができる。
【0066】
ヒーターは、アクリル系樹脂板5を加熱することができれば、特に限定されず、例えば遠赤外線ヒーター、熱風ヒーター(熱風発生器)などが挙げられる。加熱は、アクリル系樹脂板5を構成するアクリル系樹脂の熱変形温度(Th)以上で行うのが好ましく、Th〜(Th+50℃)の範囲で行うのがより好ましく、(Th+5℃)〜(Th+30℃)の範囲で行うのがさらに好ましい。また、加熱される時間は、特に限定されず、好ましくは1〜500秒、より好ましくは5〜300秒である。なお、加熱時間とは、アクリル系樹脂板5の表面上のある地点がヒーターで加熱され始め、該地点がヒーターの外部に出て加熱されなくなるまでの時間のことをいう。
【実施例】
【0067】
以下、実施例および比較例を挙げて本発明を具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0068】
実施例および比較例で使用した押出装置の構成は、以下の通りである。
押出機1:スクリュー径130mm、一軸、ベント付きの押出機(日立造船(株)製)。
ダイ2:Tダイ(樹脂吐出口幅1650mm、リップ間隔1mm(日立造船(株)製))。
冷却ユニット4:横型、面長1800mm、直径350mmの第1〜第3冷却ロール41〜43を用いた。これら第1〜第3冷却ロール41〜43は、モーターに接続して、各々が所定の周速度で独立して回転するように構成した。また、第1〜第3冷却ロール41〜43の上述した以外の構成は、次の通りである。
【0069】
第1,第3冷却ロール41,43:後述する弾性ロールを用いた。
第2冷却ロール42:ステンレス鋼製のスパイラルロールを用いた。
【0070】
第1,第3冷却ロール41,43で用いた弾性ロールは、軸ロールの外周面を覆うように金属製薄膜を配置し、軸ロールと金属製薄膜との間に流体を封入した弾性ロールを用いた。
軸ロール、金属製薄膜および流体は、次の通りである。
【0071】
軸ロール:ステンレス鋼製のものを用いた。
金属製薄膜:厚さ2mmのステンレス鋼製の鏡面金属スリーブを用いた。
流体:油を用いた。なお、この油を温度制御することによって、弾性ロールを温度制御可能にした。より具体的には、温度調節機のON−OFF制御により前記油を加熱、冷却して温度制御可能にし、軸ロールと金属製薄膜との間に循環させた。
【0072】
以下の実施例および比較例で使用したアクリル系樹脂には、メタクリル樹脂を用いた。該メタクリル樹脂としては、メタクリル酸メチル94質量%とアクリル酸メチル6質量%とからなる単量体のバルク重合により得られた熱変形温度100℃の熱可塑性重合体のペレットを用いた。
【0073】
(実施例1)
まず、押出機1、ダイ2、および第1〜3冷却ロール41〜43を図1に示すように配置し、フィードブロックを所定の位置に配置した。さらに、第2,第3冷却ロール42,43を、表1に示す周速度V2,V3で回転させた。
【0074】
次いで、メタクリル樹脂のペレットを、押出機1内で溶融混練し、フィードブロックおよびダイ2の順に供給した。そして、ダイ2から押出された溶融樹脂を、第1冷却ロール41と第2冷却ロール42との間に挟み込み、第2冷却ロール42に巻きかけながら第2冷却ロール42と第3冷却ロール43との間に挟み込み、第3冷却ロール43に巻きかけながら冷却し、厚さ1mmのアクリル系樹脂板を得た。
【0075】
(実施例2)
第2,第3冷却ロール42,43を、表1に示す周速度V2,V3で回転させ、さらに、第3冷却ロール43に巻きかけられた後の樹脂板の上面(第3冷却ロール43との非接触面)を、ヒーター(日立造船(株)製の遠赤パネルヒーター)で、300℃で10秒間加熱した以外は、実施例1と同様の操作を行い、厚さ1mmのアクリル系樹脂板を得た。
【0076】
(比較例1)
第2,第3冷却ロール42,43を、表1に示す周速度V2,V3で回転させた以外は、実施例1と同様の操作を行い、厚さ1mmのアクリル系樹脂板を得た。
【0077】
(比較例2)
第2,第3冷却ロール42,43を、表1に示す周速度V2,V3で回転させた以外は、実施例1と同様の操作を行い、厚さ1mmのアクリル系樹脂板を得た。
【0078】
<評価>
得られた各アクリル系樹脂板(実施例1、2および比較例1、2)について、絶対値(a)の評価、および高温環境下での反り変形の評価を行った。評価方法を以下に示すとともに、その結果を表1に示す。
【0079】
(絶対値(a)の評価方法)
まず、アクリル系樹脂板から、該樹脂板における押出方向に対して直行する方向(幅方向)での中心位置が中心となるように幅方向の長さを6mmとし、押出方向の長さを600μmとし、厚み方向の長さを1mmとして、試験片を切り出した。次いで、この試験片の一方の切断面について、顕微複屈折イメージングシステムAbrio((株)東京インスツルメンツ製)を用いて、波長546nmの光を該切断面から入射させて、幅方向の中心位置での、厚み方向における前記アクリル系樹脂板を押出成形したときに第1冷却ロールと接した面からの距離(L)での複屈折率(N0)を測定した。さらに、該樹脂板を80℃で1時間加熱した後、同様に試験片を切り出し、距離(L)における複屈折率(N1)を同様に測定した。そして、距離(L)をX軸に、該距離(L)における、複屈折率(N0)と複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値を、絶対値(a)として算出した。
【0080】
(反り変形の評価方法)
まず、アクリル系樹脂板から試験片を切り出した。試験片の形状は、押出方向に85mm、押出方向に対して直交する方向(幅方向)に55mmとした。この試験片を、凸反りとなっている面を下向きにして定盤の上に載置し、4隅の浮き上がり量を位置センサで測定し、その測定値の平均値を初期反り量とした。
【0081】
次いで、試験片を、押出方向が鉛直となるように吊るした状態で、温度80℃に設定した恒温機内に設置し、1時間保持した。その後、試験片の4隅の浮き上がり量を前記初期反り量と同様にして測定し、加熱反り量を求めた。また、初期反り量と加熱反り量とを式:加熱反り量−初期反り量に当てはめ、反り変移量を算出した。
【0082】
【表1】
【符号の説明】
【0083】
1 押出機
2 ダイ
3 溶融樹脂
4 冷却ユニット
41 第1冷却ロール(最終冷却ロールより2つ手前の冷却ロール)
42 第2冷却ロール(最終冷却ロールより1つ手前の冷却ロール)
43 第3冷却ロール(最終冷却ロール)
5 アクリル系樹脂板
【特許請求の範囲】
【請求項1】
アクリル系樹脂を溶融押出成形して得られるアクリル系樹脂板であって、
押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値が6×10−3以下となることを特徴とするアクリル系樹脂板。
【請求項2】
厚みが、0.4〜2.0mmである請求項1に記載のアクリル系樹脂板。
【請求項3】
請求項1又は2に記載のアクリル系樹脂板の少なくとも一方の面に硬化被膜が形成されてなる耐擦傷性樹脂板。
【請求項4】
請求項1又は2に記載のアクリル系樹脂板からなるディスプレイ用保護板。
【請求項1】
アクリル系樹脂を溶融押出成形して得られるアクリル系樹脂板であって、
押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値が6×10−3以下となることを特徴とするアクリル系樹脂板。
【請求項2】
厚みが、0.4〜2.0mmである請求項1に記載のアクリル系樹脂板。
【請求項3】
請求項1又は2に記載のアクリル系樹脂板の少なくとも一方の面に硬化被膜が形成されてなる耐擦傷性樹脂板。
【請求項4】
請求項1又は2に記載のアクリル系樹脂板からなるディスプレイ用保護板。
【図1】

【公開番号】特開2013−103340(P2013−103340A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246240(P2011−246240)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]