
プラスチック射出成形体を含む複合材料の製造方法およびプラスチック製品

【課題】プラスチックの種類を選ぶことなく多孔質化し、表面粗さが良好でかつ密着力の高いメッキ膜等の金属膜を形成することができるプラスチック射出成形体を含む複合材料の製造方法等を提供する。
【解決手段】プラスチック射出成形体100を含む複合材料の製造方法であって、上記プラスチック射出成形体100の表面に、抽出剤を含む抽出剤含有層401を形成し、高圧二酸化炭素を上記抽出剤含有層401に接触させて、上記抽出剤含有層401から上記抽出剤を除去することとを含み、上記抽出剤含有層401を多孔質化することを特徴とするプラスチック射出成形体100を含む複合材料の製造方法が提供される。
【解決手段】プラスチック射出成形体100を含む複合材料の製造方法であって、上記プラスチック射出成形体100の表面に、抽出剤を含む抽出剤含有層401を形成し、高圧二酸化炭素を上記抽出剤含有層401に接触させて、上記抽出剤含有層401から上記抽出剤を除去することとを含み、上記抽出剤含有層401を多孔質化することを特徴とするプラスチック射出成形体100を含む複合材料の製造方法が提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高圧二酸化炭素を用いたプラスチック射出成形体を含む複合材料の製造方法およびプラスチック製品に関する。
【背景技術】
【0002】
プラスチック成形品からなる電子機器等の部品(プラスチック製品)の表面に金属導電膜を形成する手段としては、現在、無電解メッキ法が広く利用されている。プラスチック成形品の成形から無電解メッキのプロセスは、成形品の材料などにより多少異なるが、一般には、樹脂成形、成形品の脱脂、エッチング、中和及び湿潤化、触媒付与、触媒活性化、並びに、無電解メッキの工程からなり、この順で行なわれる。
【0003】
このように従来の無電解メッキ法では、メッキ膜の密着性を確保するために、無電解メッキの前処理としてポリマー部材表面を六価クロム酸や過マンガン酸等の環境負荷の大きい酸化剤を用いてエッチングを行い、ポリマー部材の表面を粗化する必要がある。また、このようなエッチング液で浸漬されるポリマー、すなわち、無電解メッキが適用可能なポリマーとしては、ABS等のポリマーに限定されていた。これは、ABSにはブタジエンゴム成分が含まれており、この成分がエッチング液に選択的に浸漬され表面に凹凸が形成されるのに対して、他のポリマーではこのようなエッチング液に選択的に酸化される成分が少なく、表面に凹凸が形成され難いためである。それゆえ、ABS以外のポリマーであるポリカーボネート等では、無電解メッキを可能にするためにABSやエラストマーを混合したメッキグレードが市販されている。しかしながら、そのようなメッキグレードのポリマーでは、主材料の耐熱性が低下する等の物性の劣化は避けられず、耐熱性を要求する成形品に適用することは困難であった。
【0004】
また、このような他のポリマーでは、スパッタ、蒸着、CVD等のドライプロセスにおいても同様に密着性を高めるのが困難であり、樹脂成形品表面に金属膜を貼り付けたり、ドライエッチングや酸素プラズマ等によって表面を粗化したり、親水化したりする必要があった。こうしたドライプロセスの場合、ウエットプロセスである無電解、電解メッキに対して対象とするプラスチック基材の種類を比較的選ばないが、ウエットプロセスに比べて、金属膜のつき周りが悪く、コスト高となる問題を抱えている。
【0005】
例えば、自動車用ヘッドライトリフレクターは、BMC(Bulk Molding Compound)と呼ばれる熱硬化性樹脂(不飽和ポリエステル樹脂が主成分)やポリエーテルイミドやポリフェニレンサルファイド等の熱可塑性樹脂が用いられ射出成形した後、蒸着でアルミ反射膜が形成される。これら樹脂表面には一般的にはプライマー処理を行い蒸着膜と成形品表面の密着性を向上させる。
【0006】
しかしながら、200℃を大きくこえる250℃もしくは300℃以上の温度環境では、十分な密着性が保障されていなかった。そのため、高圧水銀ランプやフォグランプ等高温に曝される環境に耐えるプラスチック製リフレクターはなかった。
【0007】
なお、特許文献1および2は、ポリマー内部を多孔化するために、超臨界二酸化炭素を用いた方法を開示する。特許文献1および2は、ポリイミド前駆体からなる連続相に、低分子量物質からなる非連続相が分散したポリマーマトリクスから、超臨界二酸化炭素を主成分とする流体を用いて前記低分子量物質を抽出除去し、これにより多孔質ポリイミドを製造する方法を開示する。ただし、この特許文献1および4の方法では、ポリマーおよび抽出剤の種類や組合せを選ばなければならず、様々な種類のプラスチックに対して表面粗さが良好でかつ密着力の高いメッキ膜等の金属膜を形成することはできない。
【0008】
また、特許文献3は、層分離構造を有する塗膜から、非相容性材料を抽出することにより、多孔構造を得る方法を開示する。また、特許文献4は、超臨界流体を用いて金属錯体をポリマー内に浸透させる方法を開示する。しかしながら、特許文献3および1の方法では、超臨界流体を用いた抽出方法に関する記載はない。
【0009】
【特許文献1】特開2002−167434号公報
【特許文献2】特開2002−146085号公報
【特許文献3】特開2007−191564号公報
【特許文献4】特開2005−187575号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の目的は、様々な種類のプラスチックに対して、その種類を選ぶことなく多孔質化し、平滑性に優れかつ密着力の高い金属膜を形成することができるプラスチック射出成形体を含む複合材料の製造方法およびプラスチック製品を提供することである。特に、高耐熱樹脂を用いて高温度環境で使用する金属膜を形成したり、表面の平滑性に優れた金属反射膜を形成したりするために適したプラスチック製品を提供することにある。
【課題を解決するための手段】
【0011】
本発明の第1の態様に従えば、プラスチック射出成形体を含む複合材料の製造方法であって、上記プラスチック射出成形体の表面に、抽出剤を含む抽出剤含有層を形成し、高圧二酸化炭素を上記抽出剤含有層に接触させて、上記抽出剤含有層から上記抽出剤を除去することとを含み、上記抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0012】
本発明の第2の態様に従えば、プラスチック射出成形体を含む複合材料の製造方法であって、プラスチック射出成形体の表面に、接着層を形成し、上記接着層の上に、上記接着層と相溶し且つ抽出剤を含む抽出剤含有層を形成し、高圧二酸化炭素を上記抽出剤含有層に接触させて、上記抽出剤含有層から上記抽出剤を除去することとを含み、上記抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0013】
本発明の第3の態様に従えば、プラスチック射出成形体を含む複合材料の製造方法であって、プラスチック射出成形体の表面に、接着層を形成し、上記接着層の上に、上記接着層と相溶し且つ第一の抽出剤を含む第一の抽出剤含有層を形成し、上記第一の抽出剤含有層の上に、上記第一の抽出剤とは異なる第二の抽出剤を含む第二の抽出剤含有層を形成し、高圧二酸化炭素を上記第一の抽出剤含有層および上記第二の抽出剤含有層に接触させて、上記第一の抽出剤含有層および上記第二の抽出剤含有層から上記第一の抽出剤および上記第二の抽出剤を除去することとを含み、上記第一の抽出剤含有層および上記第二の抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0014】
これら第1〜第3の態様では、プラスチック射出成形体は、その上に直接にあるいは接着層を介して抽出剤含有層が形成され、あるいは、接着層を介して第一の抽出剤含有層および第二の抽出剤含有層が形成され、これらの抽出剤含有層等により多孔質化される。したがって、この第1〜第3の態様では、プラスチック射出成形体の材料の種類を選ぶことなく、多孔質化することができる。これにより、たとえば、高圧二酸化炭素により抽出することができなかった材質のプラスチック射出成形体、表面の成形精度が良くないポリマー(たとえばPPSとナイロンとのアロイ)によるプラスチック射出成形体、複雑な外形形状(たとえば入り組んだ形状)であるために部分的に濡れ性が良くないプラスチック射出成形体などを、多孔質化することができる。特に、第2および第3の態様では接着層を介して抽出剤含有層等が形成されているので、多孔質化する層の材質はプラスチック射出成形体の材料との密着性が良いものに限定されなくなり、多孔質化する層の材質の選択の自由度が上がる。そのため、プラスチック射出成形体および抽出剤含有層等をそれぞれの用途目的に応じて最適化し、高機能化を図ることができる。
【0015】
また、第1〜第3の態様では、高圧二酸化炭素を用いて上記抽出剤を溶解して抽出剤含有層等から抽出剤を除去するので、多孔質化後の表面として良好な平滑性の表面を得ることができる。したがって、従来のように表面改質処理(たとえば表面粗化処理)後に電解銅メッキによって下地のレベリング効果を得る必要がなく、多孔質化した層の上に直接に所望の金属の膜を形成して、良好な平滑性の表面の金属膜を形成することができる。そして、リフレクター、ミラーなどの光学用途に適した平滑性を有する金属膜を形成することができる。安定に密着性の高いメッキ膜(金属膜)をエッチングレスで形成できる。なお、上記高圧二酸化炭素の圧力は、5〜25MPaであることが好ましい。より好ましくは、超臨界状態が望ましい。高圧二酸化炭素に対する抽出剤の溶解度は圧力の上昇とともに高くなる。圧力が5MPa以下であると抽出剤の溶解度が極めて低くなり、プラスチック部材からの抽出剤の抽出効果が現れない。また、25MPa以上の高圧になると、プラスチック部材に対する高圧二酸化炭素の浸透性が高くなり、プラスチック部材の発泡の制御が困難となる恐れがある。
【0016】
また、この第3の態様では、上記第一の抽出剤の分子量は、上記第二の抽出剤の分子量より大きくてもよい。この場合、第一の抽出剤含有層に形成される孔径は、第二の抽出剤含有層に形成される孔径より大きくなるので、これらの孔が連結することによって第二の抽出剤含有層の表面側から孔内を見たときに奥が広がっている孔を形成することができる。そして、この奥が広がっている孔に金属膜の金属が入り込むことにより、たとえば奥が狭くなってる孔あるいは径が一定の孔に金属膜の金属が入り込んだ場合に比べて、高いアンカリング効果を得ることができる。
【0017】
上記第1〜第3の態様では、上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、上記高圧二酸化炭素に溶解する浸透物質であって、高圧二酸化炭素を用いて上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層に浸透されたものでもよい。より望ましくは、超臨界二酸化炭素を用いて抽出できるものが好ましい。
【0018】
上記第1〜第3の態様では、上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、金属錯体でもよい。
【0019】
上記第1〜第3の態様では、上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層は、熱硬化性樹脂、熱可塑性樹脂および光硬化性樹脂のいずれからなるものでもよい。特に、上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層は、熱硬化性樹脂でもよい。また、上記接着層は、エポキシ樹脂でもよい。
【0020】
上記第1〜第3の態様では、上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、ポリエチレングリコールでもよい。また、シリコーンでもよい。また、テトラエトキシシラン(TEOS)でもよい。また、フッ素系化合物でもよい。
【0021】
上記第1の態様では、上記抽出剤を含む上記抽出剤含有層は、上記抽出剤、溶媒および接着剤を混合した低粘度液体を、上記プラスチック射出成形体の表面に塗布し、硬化させることにより形成されてもよい。また、上記抽出剤を含む上記抽出剤含有層は、上記抽出剤を含む熱硬化性樹脂を、上記プラスチック射出成形体の表面に付着し、加熱硬化することにより形成されてもよい。なお、上記第2の態様および第3の態様の抽出剤含有層等も同様の方法により形成されてもよい。
【0022】
本発明の第4の態様では、上述したいずれかの方法により形成されたプラスチック射出成形体に、蒸着、スパッタ、CVD、無電解めっき、電解めっきのいずれかの方法で金属膜を形成するプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0023】
本発明の第5の態様では、上述したいずれかの方法により形成されたプラスチック射出成形体に、めっき触媒核を付与することと、無電界めっき法を用いて上記めっき触媒核を核として金属膜を形成することとを含むプラスチック射出成形体を含む複合材料の製造方法が提供される。この第5の態様では、上記めっき触媒核は金属微粒子であり、かつ、上記無電界めっき法は、高圧二酸化炭素を用いたものでもよい。
【0024】
本発明の第6の態様では、上述したいずれかの方法により形成されたプラスチック射出成形体に対して、高圧容器内で、高圧二酸化炭素を混合した無電解めっき液中で無電解メッキを行うものであって、しかも、上記高圧容器自体を無電解めっき反応が生じない表面温度に制御した状態で、上記プラスチック射出成形体を無電解めっき反応可能な表面温度とするプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0025】
これら第4〜第6の態様では、第1〜第3の態様の方法によって多孔質化されたプラスチック射出成形体に対して、金属膜を形成することができる。しかも、抽出剤含有層等や接着層を形成することにより、プラスチック射出成形体自体の表面粗さに関係なく、金属膜を形成する面を平滑化することができる。したがって、プラスチック射出成形体の材料の種類を選ぶことなく、その表面に、平滑性に優れかつ密着力の高い金属膜を形成することができる。
【0026】
本発明の第7の態様では、射出成型により形成されたプラスチック射出成形体と、上記プラスチック射出成形体の少なくとも一部に形成された薄膜と、上記薄膜上に形成された金属膜とを有することを特徴とするプラスチック製品が提供される。この第7の態様では、上記薄膜は、多孔質化された抽出剤含有層からなり、接着層および多孔質化された抽出剤含有層からなり、もしくは、接着層、多孔質化された第一の抽出剤含有層および第二の抽出剤含有層からなるものであってもよい。この構造のプラスチック製品では、プラスチック射出成形体の材料の種類に関係なく、表面の平滑性に優れかつ密着力の高い金属膜を形成することができる。
【0027】
この第7の態様では、上記金属膜は少なくともその最表面側にアルミニウムまたは銀を主成分とする金属層が形成されたものであって、光学用途に用いられてもよい。また、上記金属膜はニッケル層を有するとともに上記ニッケル層の上に銀層が形成されたものであって、光学用途に用いられてもよい。なお、この場合、金属膜の表面の平滑化のために銅膜を下地として電気めっきする必要は無い。
【0028】
また、上記金属膜上に、有機−無機ハイブリット材料による透明層あるいは半透明層を形成してもよい。これにより、金属膜の腐食を防止することができる。
【0029】
ところで、上述したプラスチック射出成形体を含む複合材料の製造方法では、たとえば第1の態様の場合を例に説明すると、まず、プラスチック射出成形体(以下、プラスチック基材ともいう)に対して十分な密着性を有する接着剤と抽出剤とを混ぜて、希釈液で塗布可能になるまで希釈したものを、プラスチック基材の表面に薄膜として塗布する。その後、プラスチック基材表面の抽出剤含有層を固化させた状態もしくは半硬化させた状態で抽出剤を抽出する。
【0030】
この抽出処理には、図3に示すような抽出装置200を用いればよい。この抽出装置200では、高圧二酸化炭素を、プラスチック基材100の上に形成された抽出剤含有層の表面に接すように流すことで、抽出剤を抽出する。抽出剤含有層において抽出剤は数十〜数百nmのクラスター状で存在しているため、上記高圧二酸化炭素による抽出作業の後には、抽出剤含有層には、抽出剤が含まれていた箇所等にサブミクロンからナノオーダーの微細孔が形成される。このように抽出処理は抽出剤含有層に対してなされるので、本発明のプラスチック射出成形体を含む複合材料の製造方法を用いれば、種々の材質のプラスチック基材100を多孔質化することができる。
【0031】
また、本発明において、微細な多孔質化された層を形成するためのプラスチック薄膜の膜厚は任意であるが、プラスチック基材との密着性を確保することが容易となるため、少なくとも50μm以下、より望ましくは10μm以下、より望ましくは1μm以下であることが望ましい。また、膜厚が薄すぎると抽出剤含有層が破断してしまうので、膜厚は少なくとも50nm以上、より望ましくは100nm以上が望ましい。
【0032】
また、本発明において、上記プラスチック射出成形体に形成された多孔質化された層(たとえば第1の態様の多孔質化された抽出剤含有層)に、無電界めっき等で金属膜を形成すると、多孔質化された層の微細な凹凸によるアンカー効果や表面積の拡大によるスケールメリット等により、密着性の優れた金属膜を形成する事ができる。また、
に形成される微細な凹凸による表面の開口径は、サブミクロンからナノオーダーのサイズとなるので、その表面上に金属膜を形成した場合、非常に平滑性に優れた金属膜が形成される。
【0033】
また、本発明において、プラスチックの下地基材の種類は、射出成形可能な材料であれば任意である。複雑形状の成形体を大量生産可能な射出成形法により作製することに、安価に成形体を提供できる。また、射出成形可能な樹脂材料は、熱可塑性樹脂と熱硬化性樹脂とに大別されるが、熱可塑性樹脂の場合、非晶質、結晶性を問わず、その種類は任意である。具体的には、例えば、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリオレフィン、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリルニトリルなどのポリビニル、ポリエーテル、ポリフェニレンサルファイド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエステル、ポリアミド、ポリアミドイミド、ポリフタルアミド、ポリエチルエーテルケトン、ポリエーテルイミド、ポリメチルメタクリレート、ポリスルホン、ポリカーボネート、ポリ乳酸、ポリ4フッ化エチレン等のフッ素系高分子等のプラスチック材料およびそれら複合材料を用いることができる。また、熱硬化性樹脂の場合、エポキシ樹脂、フェノール樹脂、BMC、ポリウレタン、シリコーン樹脂等を用いることができる。これら樹脂材料に、ガラス繊維、炭素繊維、無機化合物、セラミック等のフィラーを含有したものを用いてもよい。
【0034】
また、本発明においては、成形体には、特に、200℃以上の耐熱性を有する樹脂を用いることが望ましい。これにより、自動車用ヘッドライトリフレクターの他、フォグランプリフレクター、プロジェクター光源用リフレクター等、高い耐熱性が要求されるミラーやリフレクター用途に適用することができる。例えば、BMC、ポリフェニレンサルファイド、ガラス繊維強化ポリアミド、ポリフタルアミド、ポリフェニレンサルファイド、ポリエーテルイミド、ポエチルエーテルケトン等である。
【0035】
また、本発明において、接着層および抽出剤含有層等の形成に用いるプラスチック材料の種類は任意であり、溶媒希釈等で粘性が制御でき低粘度で薄膜途布し硬化させることができ、下地のプラスチック材料や接着層に強固に接着することができることが望ましい。耐熱性の高い熱硬化型プラスチックおよびその接着剤を用いることができる。例えば、2液硬化型もしくは1液硬化型のエポキシ樹脂もしくはエポキシ接着剤を用いることができる。もしくは、フェノール接着剤を用いることができる。ポリイミド前駆体の溶液を用いて、薄膜として塗布して硬化させたポリイミド層としてもよい。
【0036】
抽出剤含有層等に熱可塑性樹脂を用いた場合、溶媒に溶解させて溶液にすることができる。下地材料を溶解させ接着させるため、射出成形体と同じ材料を接着層もしくは抽出剤含有層等に用いることで強固な接着力が得られる。例えばポリカーボネート樹脂に対し、溶媒としてジクロロメタンを用いて溶解して、プラスチックの溶液を調合し、プラスチック射出成形体にポリカーボネートの多孔質薄膜を形成することができる。
【0037】
あるいは、抽出剤含有層等の材料として、光硬化型のプラスチック材料や接着剤を用いてもよい。感光性エポキシ樹脂、感光性アクリル樹脂、感光性ポリイミド等を用いることができる。マスキングして部分的に紫外線露光し、一部のみ光硬化樹脂を硬化させることにより、選択的に多孔質化することができる。その部分的に多孔質化された層にメッキ膜を形成することで、プラスチック製品に直接に電気回路を形成することができる。
【0038】
また、本発明において、多孔質化された層を形成するために、上記多孔質形成用プラスチック材料中に分散混合した後に高圧二酸化炭素にて抽出除去する場合には、抽出材料は、高圧二酸化炭素に溶解し、塗布時にプラスチック材料と分離して凝集しない材料であれば任意である。また、多孔質プラスチック層の硬化の際に加熱を要する場合、その温度で蒸発、揮発しない材料を選択することが望ましい。具体的には、エチレングリコール等の高沸点アルコール、ポリエチレングリコール等の高級アルコール、TEOS(テトラエトキシシラン)等の金属アルコキシド、金属錯体、シリコーン、フッソ系界面活性剤等を用いることができる。特に、高圧二酸化炭素に対して高溶解性を示すポリエチレングリコール、TEOS,シリコーン、フッソ系界面活性剤が望ましい。また、各種プラスチックマトニックスに相溶するように、抽出材料の末端を化学修飾してもよい。例えば、抽出剤含有層等にエポキシ樹脂やエポキシ接着剤を用いた場合、エポキシ官能基で修飾したシリコーンを用いることができる。
【0039】
本発明において、多孔質化された層を形成する手順としては、たとえば、上記抽出剤の混合したプラスチック材料の溶液を調合し、次いで該プラスチックの薄膜をディッピィング、インクジェット、スクリーン印刷、スピンコート、スプレー塗布等で射出成形体の表面に形成した後、半硬化もしくは硬化状態で、高圧二酸化炭素により表面より抽出材料を溶解、抽出すればよい。このように、超臨界二酸化炭素等の高圧二酸化炭素を用いて抽出剤を抽出することにより、抽出材料を回収して再利用することができる。多孔質される層とプラスチック成形体の界面には接着層を設けて、多孔質化される層のプラスチック成形体に対する密着性を高めてもよい。
【0040】
さらに優れたアンカー効果を得たい場合には、多孔質化される層を多層構造にしてもよい。すなわち、接着剤に混ぜる抽出剤の分子量を、抽出剤1の分子量(下層)>抽出剤2(上層)の分子量となるようにして、プラスチック基材の上に塗布して2層構造の抽出剤含有層を形成する。抽出剤含有層を十分乾燥させた後、図3に示すような抽出装置を用いて、この抽出剤含有層に高圧二酸化炭素を接するように流し、抽出剤を抽出する。このような多層構造では、上層の抽出剤の分子量が、下層の抽出剤の分子量よりも小さいため、上層と下層でそれぞれ異なる大きさの微細孔が得られることになる。さらにこの抽出過程で上層と下層の微細孔は連結多孔を形成し、図9の表面構造を形成する。これにより、無電界めっき等で金属膜を形成したときに大きなアンカー効果を得ることができ、表面に対して密着性の優れた金属膜を形成することができる。なお、微細孔が形成される層は、3層以上の多層構造であってもよい。
【0041】
このように、本発明では、プラスチック基材に対して十分な密着性を有する接着剤と、高圧二酸化炭素に対してある程度の溶解性を有する抽出剤があれば、様々なプラスチックの表面に微細孔をもつ多孔質化された層を形成することができる。
【0042】
また、本発明においては上記プラスチック成形体の表面に金属膜を形成することで金属膜との密着性の高いプラスチック成形体が得られる。金属膜の形成方法としては任意であるが、蒸着、スパッタ、CVD等のドライ(真空)プロセス、無電解メッキ、電解メッキのウェットプロセスを用いることができる。特に、無電解メッキおよびその上に電解メッキ膜を形成することにより、成形体全体に10μm以上の厚い金属膜を安価に形成できる。それにより放熱性能が付与され、プラスチック成形体の単体の場合より耐熱性や強度が向上したものを得ることができる。
【0043】
また、本発明の上記方法にて金属膜を形成したプラスチック成形体においては、金属膜の最表面にアルミもしくは銀のいずれかを主成分とする金属膜を用いることで、プラスチック基材のミラーやリフレクターとして適用することができる。特に、無電解メッキの銀メッキを用いることで、安価に表面平滑性の良い反射膜を形成できる。
【0044】
また、本発明における銀メッキを用いた反射膜を有するプラスチック成形体においては、銀メッキの耐蝕性を高めるために、銀メッキの下地にはニッケルの膜を形成することが望ましい。多孔質化された層の表面にニッケルリン無電解メッキ膜を形成し、さらにその上に銀メッキを形成することができる。あるいは放熱性等を付与する目的で、銀メッキの下地には電解メッキによるニッケルリン厚メッキ(5μm以上)やニッケルメッキの下地に電解銅の厚メッキを設けてもよい。さらに、銀メッキ膜等の反射膜の上には、耐腐食、耐熱性向上のために、アクリル系樹脂の保護膜を薄膜形成してもよい。特に、ウェットプロセスで薄膜形成可能なPMMA−シリカ等の有機−無機ハイブリット材料を薄膜形成することが望ましい。
【発明の効果】
【0045】
本発明は、様々な種類のプラスチックに対して、その種類を選ぶことなく平滑性に優れかつ密着力の高い金属膜を形成することができる。
【発明を実施するための最良の形態】
【0046】
以下、本発明のプラスチック射出成形体を含む複合材料の製造方法およびプラスチック製品の実施例について具体的に説明するが、本発明は以下の実施例に限定されない。
【実施例1】
【0047】
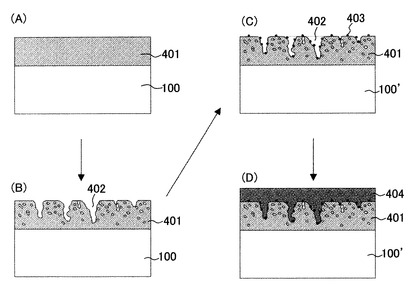
図1は、実施例1によるプラスチック射出成形体を含む複合材料の製造方法を示すフローチャートである。図2は、図1の各段階(プロセス)におけるプラスチック射出成形体の表面状態を示す模式的な断面図である。図2において、100および100’はプラスチック基材であり、401は抽出剤含有層であり、402は空孔であり、403は触媒核であり、404は金属膜である。
【0048】
[多孔質層形成方法]
実施例1では、プラスチック基材(プラスチック射出成形体)100の表面に、接着剤と抽出剤を混ぜて希釈した溶液を塗布・硬化して抽出剤含有層401を形成した後(図1のST1)、超臨界二酸化炭素を流して抽出剤含有層401から抽出剤を抽出する例を説明する(ST2〜ST3)。また、抽出剤含有層401において多孔質化されたプラスチック基材100に、金属膜404を形成する方法についても説明する(ST4〜ST5)。本実施例では、抽出材料にポリエチレングリコール(分子量200)を用いた。
【0049】
本実施例では、プラスチック基材100にはポリフェニレンサルファイド(PPS)を用い、車両用のヘッドライドリフレクターを模した成形体を射出成形により形成した。成形されたPPS基材100は、十分に洗浄し乾燥される。そして、エポキシ系2液硬化型接着剤(コニシ株式会社製、ボンドEセット)と、ポリエチレングリコール200(和光純薬工業株式会社製、抽出剤)とを1:1の割合で混ぜた後、メチルエチルケトン(和光純薬工業株式会社製、溶媒)で50%に希釈した低粘度液体を作成し、この低粘度液体を、PPS基材100の表面に完成厚さが0.5μmになるように塗布し、十分乾燥させる。これにより、プラスチック基材100の上に抽出剤含有層401が形成される(図1のST1、図2(A))。
【0050】
次に、予め所定の温度(40℃)に温調した図3に示す高圧容器3の中に、抽出剤含有層401が形成されたPPS基材100を装着する。その後、液化二酸化炭素ボンベ1から、液化二酸化炭素をシリンジポンプ2に供給して15MPaになるように昇圧し、超臨界二酸化炭素を生成した。その後、手動ニードルバルブ4を開き、高圧容器3の中に超臨界二酸化炭素を導入し、15MPaの状態まで昇圧し、手動ニードルバルブ4、5を閉じた。この例では、高圧容器3の排出側に予め1次側の圧力が15MPaになるように調節された保圧弁6を設けて、超臨界二酸化炭素が圧力一定で流動するようにした。この状態で攪拌を行いながら30分間封止することにより、抽出剤含有層401に含まれる抽出剤(ポリエチレングリコール200)が超臨界二酸化炭素中に溶解される。
【0051】
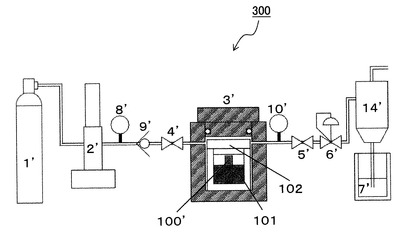
なお、図3は、抽出装置200を示す。抽出装置200は、主に、液体二酸化炭素ボンベ1と、シリンジポンプ2と、高圧容器3とを有する。
【0052】
次に、抽出剤の溶解した超臨界二酸化炭素を高圧容器3内から排出した。具体的には、手動ニードルバルブ4、5を開放し、シリンジポンプ2(ISCO社製 260D)を圧力制御から流量制御に切り替え、高圧容器3内の抽出剤が溶解した超臨界二酸化炭素を回収槽7に15分間流動させた。尚、シリンジポンプ2の流量設定は10ml/minとした。これにより高圧容器3内には、抽出剤が抽出され且つ表面に微細凹凸402が形成されたPPS基材100が残ることとなる。
【0053】
次に、手動ニードルバルブ4を閉じ、同時にバルブ5を開放し、保圧弁6をゆっくり開放して高圧容器3の圧力を徐々に減圧し、最終的には大気開放した。その後、高圧容器3内からPPS基材100を取り出した。これにより、抽出剤含有層401により多孔質化したプラスチック成形体100を得た(ST2〜ST3、図2(B))。
【0054】
[メッキ方法]
実施例1では、さらに、PPS基材100の抽出剤含有層401上に無電解めっき膜404を形成した。具体的には、次のようにして、無電解めっき膜404を形成した。まず、PPS基材100を公知のコンディショナー(奥野製薬工業(株)製OPC−370)を用いて脱脂した。次いで、触媒(奥野製薬工業(株)製OPC−80キャタリスト)403をPPS基材100に付与し(図2(C))、その後、活性剤(奥野製薬工業(株)製 OPC−500アクセレーターMX)を用いて触媒を活性化した(ST4)。次いで、無電解銅めっきを施し、メッキ膜404を形成した(ST5、図2(D))。なお、めっき液には奥野製薬工業(株)製OPC−750無電解銅を用いた。その結果、PPS基材100の抽出剤含有層401上に形成されためっき膜404には膨れ等はなく、後述するように、引張試験よる密着強度も良好であった。
【実施例2】
【0055】
実施例2では、実施例1と全く同様の材料・手順により、プラスチック成形体100の上に、接着剤と抽出剤とを混ぜて溶媒で希釈化した溶液を塗布・硬化して抽出剤含有層401を形成した後、実施例1と同様に、図3に示した抽出装置200を用いて超臨界二酸化炭素を流し、抽出剤含有層401から抽出剤を抽出した。図5は、実施例2の各段階(プロセス)におけるプラスチック射出成形体の表面状態を示す模式的な断面図である。
【0056】
[触媒核付与方法]
次に、超臨界二酸化炭素に対して可溶であり、触媒核となる金属錯体、パラジウム(II)ヘキサフルオロアセチルアセトナート(Pd(hfa)2)(Aldrich製)を50mg計量し、図3の高圧容器3内に入れる。そして、所定の温度(50℃)に温調された高圧容器3の中に、上記PPS基材100を装着する。その後、液化二酸化炭素ボンベ1から、液化二酸化炭素をシリンジポンプ2に供給して15MPaになるように昇圧し、超臨界二酸化炭素とした。その後、手動ニードルバルブ4を開き、高圧容器3の中に超臨界二酸化炭素を導入し、15MPaの状態まで昇圧し、手動ニードルバルブ4、5を閉じた。ここでも保圧弁6は、1次側の圧力が15MPaになるように調節されている。この状態で攪拌を行いながら45分間封止することにより、先に抽出処理したPPS基材100の抽出剤含有層401に形成された微細凹凸402の表面近傍にPd(hfa)2が入り込む。
【0057】
次に、手動ニードルバルブ4を閉じ、同時にバルブ5を開放し、保圧弁6をゆっくり開放して高圧容器3の圧力を徐々に減圧し、最終的には大気開放した。その後、高圧容器3内からPPS基材100を取り出した。
【0058】
次に、取り出したPPS基材100を電気炉に入れて、150℃で3時間保持し、PPS基材100の抽出剤含有層401に形成された微細凹凸402の表面近傍にあるPd(hfa)2を熱分解して、金属Pd触媒核を析出させた。
【0059】
[メッキ方法]
次に、本実施例で成形した成形品に、図4に示す無電解メッキ装置300を用いて無電解メッキ膜404を形成した。無電解メッキ液101はアルコール(エタノール)を50vol%含有するニッケルリンメッキ液とした。アルコールを添加することで、メッキ液と二酸化炭素の親和性を改善し、メッキ液の表面張力を低減し、メッキ液の樹脂内部への浸透が促進される。図4では、無電解メッキ装置300の構成要素であって、抽出装置200の構成要素と対応するものには、便宜のために図1と同一の符号を付している。
【0060】
まず、事前に、図4の高圧容器3’を無電界めっきの反応温度以上となる80℃に温調しておく。次に、前述のPPS基材100’を内容器102内に入れ、蓋を閉める。その後、液化二酸化炭素ボンベ1’から液化二酸化炭素をシリンジポンプ2’へ供給して15MPaになるように昇圧し、超臨界二酸化炭素とした。その後、手動ニードルバルブ4’を開き、高圧容器3’の中に超臨界二酸化炭素を導入し、15MPaの状態まで昇圧し、手動ニードルバルブ4’、5’を閉じた。ここでも保圧弁6’は、1次側の圧力が15MPaになるように調節されている。高圧二酸化炭素が浸透することにより、メッキ液はPPS基材100’の抽出剤含有層401の内部に浸透し、抽出剤含有層401の表面近傍の内部からメッキ膜404が成長する。これにより、高密着性のメッキ膜404を得ることができる。本実施例では、この状態を45分間保持し、めっきを成長させた。
【0061】
次に、手動ニードルバルブ4’を閉じ、同時にバルブ5’を開放し、保圧弁6’をゆっくり開放して高圧容器3’の圧力を徐々に減圧し、最終的には大気開放した。その後、高圧容器3’内からPPS基材100’を取り出し、純水で洗浄した後に乾燥させた。
【0062】
次いで、Cuの金属膜を電解メッキにより40μmの厚さで形成した。その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と150℃との間での出切換を10サイクル)の耐候試験を行ったところ、メッキ膜404に膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【0063】
なお、この実施例2では、高圧容器3’の温度を予めメッキ反応温度に温調した上でPPS基材100’を入れ、高圧二酸化炭素および無電解メッキ液を高圧容器3’内に導入して、PPS基材100’に無電解めっきをしている。この他にも例えば、高圧容器3’自体(詳しくは容器の壁面)の温度は無電解めっき反応が生じない表面温度に制御した状態で、PPS基材(プラスチック射出成形体)100’を無電解めっき反応可能な表面温度にした上で高圧容器3’内に収容し、PPS基材100’に無電解めっきをするようにしてもよい。なお、この変形例において、PPS基材100’のみならず、PPS基材100’を高圧容器3’内に設置固定化するための治具も、無電解めっき反応可能な表面温度としてもよい。
【実施例3】
【0064】
実施例3では、実施例1と同様にプラスチック射出成形体100の表面に、接着剤と抽出剤を混ぜて希釈した溶液を塗布・硬化して抽出剤含有層401を形成した後、超臨界二酸化炭素を流して抽出剤含有層401から抽出剤を抽出し、金属膜404を形成する方法について説明する。本実施例では、抽出材料には、高圧二酸化炭素に対する溶解性がポリエチレングリコールより高いテトラエトキシシラン(TEOS)(Si(OC2H5)4)(分子量208.37)(和光純薬工業株式会社製)を用いた。
【0065】
本実施例では、実施例1と同様に、図3に示した抽出装置200を用いて抽出剤含有層401から抽出剤を抽出した。また、実施例1と同様の操作の無電界めっきにより金属膜404の形成を行った。
【0066】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜404に膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【実施例4】
【0067】
実施例4では、実施例1と同様にプラスチック射出成形体100の表面に、接着剤と抽出剤を混ぜて希釈した溶液を塗布・硬化して抽出剤含有層401を形成した後、超臨界二酸化炭素を流して抽出剤含有層401から抽出剤を抽出し、金属膜404を形成する方法について説明する。ただし、実施例3では、抽出材料として、エポキシ樹脂と相性がよいシリコーン、ビス(3−グリシドキシプロピル)テトラメチルジシロキサン(Gelest社製、DMS−E09)を用いた。
【0068】
【化1】

【0069】
本実施例では、実施例1と同様に、図3に示した抽出装置200を用いて抽出剤含有層401から抽出剤を抽出した。また、実施例1と同様の操作の無電界めっきにより、金属膜404を形成した。
【0070】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜404に膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【実施例5】
【0071】
実施例5では、実施例1と同様にプラスチック射出成形体100の表面に、接着剤と抽出剤を混ぜて希釈した溶液を塗布・硬化して抽出剤含有層401を形成した後、超臨界二酸化炭素を流して抽出剤含有層401から抽出剤を抽出し、金属膜404を形成する方法について説明する。本実施例では、抽出材料として、高圧二酸化炭素に対する溶解性が高い下記[化2]に記載のフッ素化合物1H,1H−Perfluoro−1−hexadecanol (分子式:C16H3F31O(シンクエスト・ラボラトリー製、分子量:800.2)を用いた。
【0072】
【化2】
【0073】
実施例1と同様に、プラスチック基材100には、ポリフェニレンサルファイド(PPS)を用いた。そして、エポキシ系2液硬化型接着剤と1H,1H−Perfluoro−1−hexadecanol(抽出剤)とを1:1で混ぜた後にメチルエチルケトン(和光純薬工業株式会社、溶媒)で50%に希釈した低粘度液体を生成し、この低粘度液体をPPS基材100に、仕上がり厚さが0.5μmとなるように塗布し、80℃に温調された恒温槽内に1時間静置した。
【0074】
フッ素化合物は、ポリエチレングリコールなどと異なり、高分子のものであっても高圧二酸化炭素に溶解する。また、抽出剤含有層401が未硬化状態であれば、フッ素化合物の分子量が500以上であると、良好な溶解度により抽出剤含有層401の表面部に偏析し易く、その表面部の全体に均一に分散し、PPS基材100上の抽出剤含有層401の表面に偏析する(ブリードアウトする)。また、フッ素化合物は、数十〜数百nmのクラスター状で抽出剤含有層401の表面近傍に浸透する。そのため、PPS基材100上の抽出剤含有層401からフッ素化合物を抽出する処理において、表面に偏析しているフッ素化合物を抽出し、これにより所望の大きさのサイズの微細孔を形成し、金属膜404のめっきにおいて高いアンカリング効果が得られる所望の表面粗さを得ることができる。
【0075】
このようにして相分離した状態の抽出剤含有層401を十分硬化させた後、本実施例では、実施例1と同様に図3に示した抽出装置200を用いて、抽出剤含有層401から抽出剤の抽出を行った。また、実施例1と同様の操作の無電界めっき行い、金属膜404の形成を行った。
【0076】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜404に膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【実施例6】
【0077】
図6は、実施例6によるプラスチック射出成形体を含む複合材料の製造方法を示すフローチャートである。図7は、図6の各段階(プロセス)におけるプラスチック射出成形体の表面状態を示す模式的な断面図である。図7において、100および100’はプラスチック基材であり、501は接着層であり、502は抽出剤含有層であり、503は空孔であり、504は触媒核であり、505は金属膜である。
【0078】
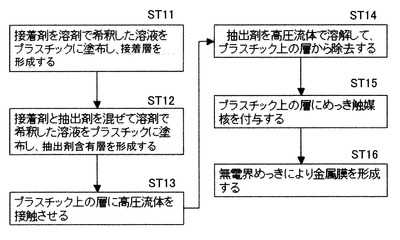
実施例6では、プラスチック成形体100の表面に、希釈化した接着剤からなる下地層(接着層501)と、抽出剤を含む抽出剤含有層502とを2層構造に形成した後(図6のST11〜ST12)、超臨界二酸化炭素を流して抽出剤含有層502から抽出剤を抽出し(ST13〜ST14)、金属膜505を形成する方法について説明する(図6のST15〜ST16)。本実施例では、抽出材料として、ポリエチレングリコール(分子量200)を用いた。
【0079】
実施例1と同様に、プラスチック基材100にはポリフェニレンサルファイド(PPS)を用いた。まず、エポキシ系2液硬化型接着剤をメチルエチルケトン(和光純薬工業株式会社、溶媒)により50%に希釈して低粘度液体を作成し、この低粘度液体をPPS基材100の表面に、仕上がり厚さが0.5μmとなるように塗布し、十分乾燥させる。これにより、接着層501が形成される(ST11)。
【0080】
次に、エポキシ系2液硬化型接着剤と、エチレングリコール200を1:1で混ぜた後、メチルエチルケトンで50%に希釈して別の低粘度液体を作成し、この別の低粘度液体を、先程の抽出剤含有層501の上に0.1μm塗布し、十分乾燥させる。これにより、抽出剤含有層502が形成される(ST12、図7(A))。
【0081】
こうして得られた接着剤のみの下地層501と、その上に抽出剤含有層502を持つPPS基材100を、実施例2と同様に、図3に示した抽出装置200を用いて、抽出剤含有層502の表面に微小凹凸503を形成し(ST13〜ST14、図7(B))、触媒503を付与した後(ST15、図7(C))、抽出剤含有層502から抽出剤を抽出した。また、実施例1と同様の操作により無電界めっきを行い、金属膜505を形成した(ST15、図7(D))。
【0082】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜の膨れ等はなく、後述するように、引張試験よる密着強度も良好であった。
【実施例7】
【0083】
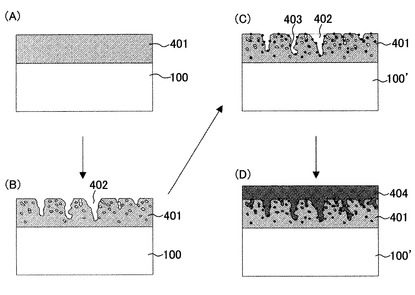
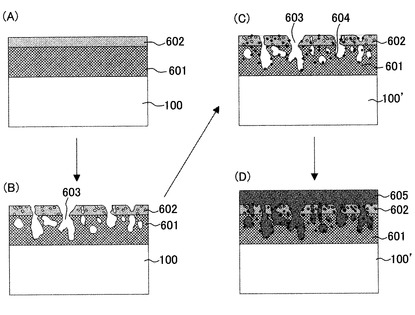
図8は、実施例7によるプラスチック射出成形体を含む複合材料の製造方法を示すフローチャートである。図9は、図8の各段階(プロセス)におけるプラスチック射出成形体の表面状態を示す模式的な断面図である。図9において、100および100’はプラスチック基材であり、601は第一の抽出剤含有層であり、602は第二の抽出剤含有層であり、603は空孔であり、604は触媒核であり、605は金属膜である。
【0084】
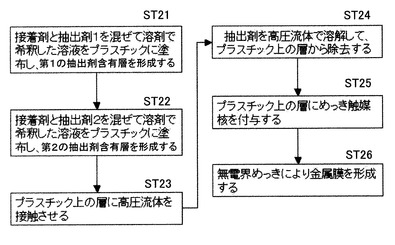
実施例7では、プラスチック射出成形体100の表面に、接着剤と抽出剤を含む抽出剤含有層601、602を2層に形成した後、超臨界二酸化炭素を流して抽出剤含有層601、602から抽出剤を抽出する例を説明する(図8のST21〜ST24)。また、金属膜の形成方法についても説明する(ST25〜ST26)。本実施例では、抽出材料にポリエチレングリコール(分子量200、2000)を用いた。
【0085】
実施例1と同様に、プラスチック基材100にはポリフェニレンサルファイド(PPS)を用いた。まず、エポキシ系2液硬化型接着剤と、エチレングリコール2000を1:1で混ぜた後に、メチルエチルケトン(和光純薬工業株式会社)で50%に希釈した低粘度液体を生成し、この低粘度液体をPPS基材100に、仕上がり厚さが0.5μmとなるように塗布し、十分乾燥させる。これにより、第一の抽出剤含有層601が形成される(ST21)。
【0086】
次に、エポキシ系2液硬化型接着剤と、エチレングリコール200を1:1で混ぜた後、メチルエチルケトンで50%に希釈した別の低粘度液体を生成し、この別の低粘度液体を第一の抽出剤含有層601の上に、仕上がり厚さが0.1μmとなるように塗布し、十分乾燥させる。これにより、第二の抽出剤含有層602が形成される(ST22、図9(A))。
【0087】
こうして得られた2層構造の抽出剤含有層601、602を持つPPS基材100について、実施例2と同様に、図3に示した抽出装置200を用いて、超臨界二酸化炭素を接触させて、これらの抽出剤含有層601、602から抽出剤を抽出した(ST23、ST24)。上記抽出操作を行った後の2層構造の抽出剤含有層601、602は、図9(B)に示すような連結多孔構造をとる。
【0088】
また、実施例2と同様に図4に示す無電界めっき装置300を用いて、触媒核604を付与し(ST25、図9(C))、金属膜605の形成を行った(ST26、図9(D))。これにより、金属膜605の金属が連結多孔に入り込み、高いアンカリング効果が得られる。抽出剤含有層601、602の表面は、金属膜605のメッキ形成に適した表面粗さとなっている。
【0089】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜605の膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【0090】
なお、この実施例7では、プラスチック成形体100の上に直接に第一の抽出剤含有層601および第二の抽出剤含有層602を形成しているが、これとは別に、プラスチック成形体100の上に接着層を形成し、接着層の上にそれと相溶する第一の抽出剤含有層601を形成し、さらに第一の抽出剤含有層601の上に第二の抽出剤含有層602を形成するようにしてもよい。この場合でも、2層化された抽出剤含有層601、602を多孔質化することにより得られる高いアンカリング効果により、メッキ膜602として、高温多湿試験やヒートッショック試験において剥がれず、しかも、引張試験に耐えうる高い密着強度を有するものを形成することができる。
【実施例8】
【0091】
本実施例においては、実施例1で多孔質化したプラスチック基材(PPS基材)100に対して、ニッケル・リンの無電解メッキ膜を形成した後、銀の反射膜を形成した。銀の反射膜は、ニッケル上に置換銀メッキにより100nmの銀薄膜を形成した。ニッケルメッキを下地にすることで銀の銅への熱拡散(マイグレーション)が抑制できる。さらに、銀メッキ膜の上に、アクリルーシリカのハイブリット材料(日本合成ゴム社製、商品名グラスカ)を保護膜としてコートし、150℃で熱硬化させた。
【0092】
本実施例におけるリフレクターについて、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜の膨れや曇り等はなかった。また、250℃の温度で1000hrの高温耐久試験を行ったところ、同様にメッキ膜の膨れや曇り等はなかった。
【実施例9】
【0093】
本実施例においては、熱硬化樹脂であるBMC材料を用いて、射出成形によりヘッドライトリフレクターを模した成形品(プラスチック成形体)100を得た。BMC樹脂内に、酸で溶解するミネラル成分(具体的には炭酸カルシウム)を配合させておき、成形後に2NのHClの溶液中に浸漬して表面の炭酸カルシウムを除去することで、成形体の表面に微細な凹凸を形成した。
【0094】
本実施例においては、多孔質化される抽出剤含有層を形成するプラスチック材料としては、熱硬化性樹脂のポリイミド、抽出材料としては平均分子量200のポリエチレングリコールを用いた。抽出剤含有層を形成するためのプラスチック材料の溶液(低粘度液体)は、以下のように形成した。まず、ポリイミド樹脂前駆体溶液(製品名:U−ワニスA、固形分(樹脂成分)濃度:18%、溶媒:NMP、宇部興産(株)製)と、ポリエチレングリコール(抽出剤)と、樹脂皮膜膜厚調整用の希釈溶媒NMPとを、100:15:150の重量比の割合で配合して、混合溶液(低粘度液体)を調合した。その後、BMC成形品100を該混合溶液中にディッピングで浸漬し、150℃で加熱し半硬化させて、ポリイミドを主成分とする薄膜(抽出剤含有層)を形成した。結果、成形品の表面凹凸内にポリイミドが入り込み、密着性の高いポリイミドの薄膜が形成できた。
【0095】
その後、高圧二酸化炭素を用いて実施例1と同様な操作により、薄膜からポリエチレングリコール(抽出剤)を抽出した。その後、250℃でポリイミドを完全硬化させた。硬化後のポリイミド薄膜(抽出剤含有層)の膜厚は約1μmとした。
【0096】
その後、実施例1と同様に公知の無電解メッキの方法で銅の薄膜を成形品の表面全体に形成した。その後、公知の電解メッキ法で銅を40μmで積層した。厚い銅メッキを形成することで、BMC成形品の表面凹凸をレベリングして表面を平滑にすることができ、表面の熱伝導性を向上させることによって成形体に熱が蓄積されるのを抑制し、耐熱性を向上することができる。
【0097】
さらに、銅層の上に電解ニッケルメッキを5μm形成し、さらにその上に置換銀メッキにより100nmの銀薄層を形成した。ニッケルメッキを下地にすることで、銀が銅内へ熱拡散(マイグレーション)しないようにすることができる。これにより4層構造の金属膜を形成した。
【0098】
さらに、銀メッキ層の上に、保護膜としてアクリルーシリカのハイブリット材料(日本合成ゴム社製、商品名グラスカ)をコートし、150℃で熱硬化させた。
【0099】
本実施例におけるリフレクターを高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、金属膜の膨れや曇り等はなかった。また、250℃の温度で1000hrの高温耐久試験を行ったところ、同様に金属膜の膨れや曇り等はなかった。
【0100】
比較例1.
比較例1では、通常のPPS基材上に無電解めっき膜を形成した。具体的には、次のようにして、無電解めっき膜を形成した。まず、PPS基材を公知のコンディショナー(奥野製薬工業(株)製 OPC−370)を用いて脱脂した。次いで、触媒(奥野製薬工業(株)製 OPC−80キャタリスト)をPPS基材上に付与し、その後、活性剤(奥野製薬工業(株)製 OPC−500アクセレーターMX)を用いて触媒を活性化した。次いで、無電解銅メッキを施した。なお、メッキ液には奥野製薬工業(株)製 OPC−750無電解銅を用いた。その結果、PPS基材上に形成されたメッキ膜にはふくれが生じ、後述するように引張試験による密着強度も各実施例に劣る結果であった。
【0101】
比較例2.
比較例2では、実施例1で用いたエポキシ系2液硬化型接着剤を、メチルエチルケトンで50%に希釈したものを塗布したPPS基材上に、無電解めっき膜を形成した。無電界膜の形成は、比較例1と同様の方法により行った。その結果、PPS基材上に形成されたメッキ膜にはふくれが生じ、後述するように引張試験による密着強度も各実施例に劣る結果であった。
【0102】
比較例3.
比較例3では、通常のPPS基材上に超臨界二酸化炭素による触媒核付与を行い、その後無電界めっき膜を形成した。触媒付与及び無電界膜の形成は、比較例1と同様の方法により行った。その結果、PPS基材上に形成されたメッキ膜にはふくれが生じ、後述するように引張試験による密着強度も実施例に劣る結果であった。
【0103】
以下の表1に、上記実施例および比較例により作製されたサンプルの試験結果をまとめて表す。それぞれの項目については、以下に示すとおりである。引張試験は、垂直引っ張り試験(JISH8630)にて平坦部のメッキ膜の密着強度を測定した結果である。
【0104】
【表1】
【0105】
また、金属膜の表面粗さRaを測定したところ、各実施例ではRa=約10nm以下であり、各比較例ではRa=約100nmであった。リフレクターやミラーなどの光学用途で要求される金属膜の表面粗さRaは、約10nm以下であるので、本実施例のものはその要求を満たしている。
【実施例10】
【0106】
本実施例においては、ABSを用いた射出成形によりプラスチック成形体100を形成し、その上に実施例1と同様に多孔質化された抽出剤含有層401と無電解めっき膜(金属膜)404とを形成した。なお、多孔質化された抽出剤含有層401は、実施例1と同様の希釈された低粘度液体を用い、硬化後に超臨界二酸化炭素を用いて抽出剤を抽出して形成した。
【0107】
本実施例におけるプラスチック成形体について、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜404の膨れや曇り等はなく、他の実施例と同等の密着強度が得られた。また、金属膜404の表面粗さRaを測定したところ、Ra=約10nmであった。
【0108】
比較例4.
本比較例においては、実施例10と同様に形成したプラスチック成形体の表面を、六価クロム酸を用いたエッチングにより粗化し、高圧二酸化炭素を用いない従来の無電解めっき法により無電解めっき膜(金属膜)を形成した。その結果、メッキ膜にはふくれが生じ、他の比較例と同様に引張試験による密着強度も実施例に劣る結果であった。また、金属膜の表面粗さRaを測定したところ、Ra=数マイクロメートルであった。
【0109】
比較例5.
本比較例では、エポキシ系2液硬化型接着剤(コニシ株式会社製、ボンドEセット)と、ポリエチレングリコール200(和光純薬工業株式会社製、抽出剤)とを1:1の割合で混ぜた高粘土液体を作成し、この高粘土液体を、実施例1と同じプラスチック成形体に塗布し、十分乾燥させることで、プラスチック基材上の抽出剤含有層を形成した。また、実施例1と同様に、超臨界二酸化炭素を用いて、この抽出剤含有層から抽出剤を抽出し、無電解めっき膜を形成した。
【0110】
その結果、金属膜の表面粗さRaは約10nmとなった。また、この比較例の結果を受けて、プラスチック射出成形体に塗布する液体の粘度について調べたところ、液体の粘度としては1×10−3〜10[Pa・s]の低粘度であることが望ましいことがわかった。粘度が1×10−3[Pa・s]未満である場合には、膜厚を調整することが難しくなるという問題が生じ、粘度が10[Pa・s]を越えた場合には、薄膜の形成が難しくなるという問題が生じる。
【産業上の利用可能性】
【0111】
本発明のプラスチック射出成形体を含む複合材料の製造方法では、密着性および平滑性に優れた金属膜を、プラスチック材料を選ぶことなく形成することができる。したがって、高い耐熱性や平滑性、さらには耐久性が要求される車両用のミラーやリフレクター、プロジェクタ用のランプやミラーなどとして好適に利用可能なプラスチック製品を得ることができる。
【図面の簡単な説明】
【0112】
【図1】図1は、実施例1、3、4のプラスチック射出成形体を含む複合材料の製造方法を説明する為のフローチャートである。
【図2】図2は、実施例1、3、4で行う抽出剤含有層、金属膜形成プロセスの模式図である。
【図3】図3は、実施例1〜5で用いた高圧装置の概略構成図である。
【図4】図4は、実施例2〜5で用いた高圧めっき装置の概略構成図である。
【図5】図5は、実施例2で行う抽出剤含有層、金属膜形成プロセスの模式図である。
【図6】図6は、実施例6のプラスチック射出成形体を含む複合材料の製造方法を説明する為のフローチャートである。
【図7】図7は、実施例6で行う抽出剤含有層、金属膜形成プロセスの模式図である。
【図8】図8は、実施例7のプラスチック射出成形体を含む複合材料の製造方法を説明する為のフローチャートである。
【図9】図9は、実施例7で行う抽出剤含有層、金属膜形成プロセスの模式図である。
【符号の説明】
【0113】
1、1’ 二酸化炭素ボンベ
2、2’ シリンジポンプ
3、3’ 高圧容器
7、7’ 回収槽
11 溶解槽
14、14’ 分離回収機
100、100’ プラスチック基材
102 高圧めっき容器
110 抽出剤
200 高圧装置
300 高圧めっき装置
401、502 抽出剤含有層
402、503、603 微細凹凸
403、504、604 触媒核
404、505、605 金属膜
501 接着層
601 第一の抽出剤含有層
602 第二の抽出剤含有層
【技術分野】
【0001】
本発明は、高圧二酸化炭素を用いたプラスチック射出成形体を含む複合材料の製造方法およびプラスチック製品に関する。
【背景技術】
【0002】
プラスチック成形品からなる電子機器等の部品(プラスチック製品)の表面に金属導電膜を形成する手段としては、現在、無電解メッキ法が広く利用されている。プラスチック成形品の成形から無電解メッキのプロセスは、成形品の材料などにより多少異なるが、一般には、樹脂成形、成形品の脱脂、エッチング、中和及び湿潤化、触媒付与、触媒活性化、並びに、無電解メッキの工程からなり、この順で行なわれる。
【0003】
このように従来の無電解メッキ法では、メッキ膜の密着性を確保するために、無電解メッキの前処理としてポリマー部材表面を六価クロム酸や過マンガン酸等の環境負荷の大きい酸化剤を用いてエッチングを行い、ポリマー部材の表面を粗化する必要がある。また、このようなエッチング液で浸漬されるポリマー、すなわち、無電解メッキが適用可能なポリマーとしては、ABS等のポリマーに限定されていた。これは、ABSにはブタジエンゴム成分が含まれており、この成分がエッチング液に選択的に浸漬され表面に凹凸が形成されるのに対して、他のポリマーではこのようなエッチング液に選択的に酸化される成分が少なく、表面に凹凸が形成され難いためである。それゆえ、ABS以外のポリマーであるポリカーボネート等では、無電解メッキを可能にするためにABSやエラストマーを混合したメッキグレードが市販されている。しかしながら、そのようなメッキグレードのポリマーでは、主材料の耐熱性が低下する等の物性の劣化は避けられず、耐熱性を要求する成形品に適用することは困難であった。
【0004】
また、このような他のポリマーでは、スパッタ、蒸着、CVD等のドライプロセスにおいても同様に密着性を高めるのが困難であり、樹脂成形品表面に金属膜を貼り付けたり、ドライエッチングや酸素プラズマ等によって表面を粗化したり、親水化したりする必要があった。こうしたドライプロセスの場合、ウエットプロセスである無電解、電解メッキに対して対象とするプラスチック基材の種類を比較的選ばないが、ウエットプロセスに比べて、金属膜のつき周りが悪く、コスト高となる問題を抱えている。
【0005】
例えば、自動車用ヘッドライトリフレクターは、BMC(Bulk Molding Compound)と呼ばれる熱硬化性樹脂(不飽和ポリエステル樹脂が主成分)やポリエーテルイミドやポリフェニレンサルファイド等の熱可塑性樹脂が用いられ射出成形した後、蒸着でアルミ反射膜が形成される。これら樹脂表面には一般的にはプライマー処理を行い蒸着膜と成形品表面の密着性を向上させる。
【0006】
しかしながら、200℃を大きくこえる250℃もしくは300℃以上の温度環境では、十分な密着性が保障されていなかった。そのため、高圧水銀ランプやフォグランプ等高温に曝される環境に耐えるプラスチック製リフレクターはなかった。
【0007】
なお、特許文献1および2は、ポリマー内部を多孔化するために、超臨界二酸化炭素を用いた方法を開示する。特許文献1および2は、ポリイミド前駆体からなる連続相に、低分子量物質からなる非連続相が分散したポリマーマトリクスから、超臨界二酸化炭素を主成分とする流体を用いて前記低分子量物質を抽出除去し、これにより多孔質ポリイミドを製造する方法を開示する。ただし、この特許文献1および4の方法では、ポリマーおよび抽出剤の種類や組合せを選ばなければならず、様々な種類のプラスチックに対して表面粗さが良好でかつ密着力の高いメッキ膜等の金属膜を形成することはできない。
【0008】
また、特許文献3は、層分離構造を有する塗膜から、非相容性材料を抽出することにより、多孔構造を得る方法を開示する。また、特許文献4は、超臨界流体を用いて金属錯体をポリマー内に浸透させる方法を開示する。しかしながら、特許文献3および1の方法では、超臨界流体を用いた抽出方法に関する記載はない。
【0009】
【特許文献1】特開2002−167434号公報
【特許文献2】特開2002−146085号公報
【特許文献3】特開2007−191564号公報
【特許文献4】特開2005−187575号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の目的は、様々な種類のプラスチックに対して、その種類を選ぶことなく多孔質化し、平滑性に優れかつ密着力の高い金属膜を形成することができるプラスチック射出成形体を含む複合材料の製造方法およびプラスチック製品を提供することである。特に、高耐熱樹脂を用いて高温度環境で使用する金属膜を形成したり、表面の平滑性に優れた金属反射膜を形成したりするために適したプラスチック製品を提供することにある。
【課題を解決するための手段】
【0011】
本発明の第1の態様に従えば、プラスチック射出成形体を含む複合材料の製造方法であって、上記プラスチック射出成形体の表面に、抽出剤を含む抽出剤含有層を形成し、高圧二酸化炭素を上記抽出剤含有層に接触させて、上記抽出剤含有層から上記抽出剤を除去することとを含み、上記抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0012】
本発明の第2の態様に従えば、プラスチック射出成形体を含む複合材料の製造方法であって、プラスチック射出成形体の表面に、接着層を形成し、上記接着層の上に、上記接着層と相溶し且つ抽出剤を含む抽出剤含有層を形成し、高圧二酸化炭素を上記抽出剤含有層に接触させて、上記抽出剤含有層から上記抽出剤を除去することとを含み、上記抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0013】
本発明の第3の態様に従えば、プラスチック射出成形体を含む複合材料の製造方法であって、プラスチック射出成形体の表面に、接着層を形成し、上記接着層の上に、上記接着層と相溶し且つ第一の抽出剤を含む第一の抽出剤含有層を形成し、上記第一の抽出剤含有層の上に、上記第一の抽出剤とは異なる第二の抽出剤を含む第二の抽出剤含有層を形成し、高圧二酸化炭素を上記第一の抽出剤含有層および上記第二の抽出剤含有層に接触させて、上記第一の抽出剤含有層および上記第二の抽出剤含有層から上記第一の抽出剤および上記第二の抽出剤を除去することとを含み、上記第一の抽出剤含有層および上記第二の抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0014】
これら第1〜第3の態様では、プラスチック射出成形体は、その上に直接にあるいは接着層を介して抽出剤含有層が形成され、あるいは、接着層を介して第一の抽出剤含有層および第二の抽出剤含有層が形成され、これらの抽出剤含有層等により多孔質化される。したがって、この第1〜第3の態様では、プラスチック射出成形体の材料の種類を選ぶことなく、多孔質化することができる。これにより、たとえば、高圧二酸化炭素により抽出することができなかった材質のプラスチック射出成形体、表面の成形精度が良くないポリマー(たとえばPPSとナイロンとのアロイ)によるプラスチック射出成形体、複雑な外形形状(たとえば入り組んだ形状)であるために部分的に濡れ性が良くないプラスチック射出成形体などを、多孔質化することができる。特に、第2および第3の態様では接着層を介して抽出剤含有層等が形成されているので、多孔質化する層の材質はプラスチック射出成形体の材料との密着性が良いものに限定されなくなり、多孔質化する層の材質の選択の自由度が上がる。そのため、プラスチック射出成形体および抽出剤含有層等をそれぞれの用途目的に応じて最適化し、高機能化を図ることができる。
【0015】
また、第1〜第3の態様では、高圧二酸化炭素を用いて上記抽出剤を溶解して抽出剤含有層等から抽出剤を除去するので、多孔質化後の表面として良好な平滑性の表面を得ることができる。したがって、従来のように表面改質処理(たとえば表面粗化処理)後に電解銅メッキによって下地のレベリング効果を得る必要がなく、多孔質化した層の上に直接に所望の金属の膜を形成して、良好な平滑性の表面の金属膜を形成することができる。そして、リフレクター、ミラーなどの光学用途に適した平滑性を有する金属膜を形成することができる。安定に密着性の高いメッキ膜(金属膜)をエッチングレスで形成できる。なお、上記高圧二酸化炭素の圧力は、5〜25MPaであることが好ましい。より好ましくは、超臨界状態が望ましい。高圧二酸化炭素に対する抽出剤の溶解度は圧力の上昇とともに高くなる。圧力が5MPa以下であると抽出剤の溶解度が極めて低くなり、プラスチック部材からの抽出剤の抽出効果が現れない。また、25MPa以上の高圧になると、プラスチック部材に対する高圧二酸化炭素の浸透性が高くなり、プラスチック部材の発泡の制御が困難となる恐れがある。
【0016】
また、この第3の態様では、上記第一の抽出剤の分子量は、上記第二の抽出剤の分子量より大きくてもよい。この場合、第一の抽出剤含有層に形成される孔径は、第二の抽出剤含有層に形成される孔径より大きくなるので、これらの孔が連結することによって第二の抽出剤含有層の表面側から孔内を見たときに奥が広がっている孔を形成することができる。そして、この奥が広がっている孔に金属膜の金属が入り込むことにより、たとえば奥が狭くなってる孔あるいは径が一定の孔に金属膜の金属が入り込んだ場合に比べて、高いアンカリング効果を得ることができる。
【0017】
上記第1〜第3の態様では、上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、上記高圧二酸化炭素に溶解する浸透物質であって、高圧二酸化炭素を用いて上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層に浸透されたものでもよい。より望ましくは、超臨界二酸化炭素を用いて抽出できるものが好ましい。
【0018】
上記第1〜第3の態様では、上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、金属錯体でもよい。
【0019】
上記第1〜第3の態様では、上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層は、熱硬化性樹脂、熱可塑性樹脂および光硬化性樹脂のいずれからなるものでもよい。特に、上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層は、熱硬化性樹脂でもよい。また、上記接着層は、エポキシ樹脂でもよい。
【0020】
上記第1〜第3の態様では、上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、ポリエチレングリコールでもよい。また、シリコーンでもよい。また、テトラエトキシシラン(TEOS)でもよい。また、フッ素系化合物でもよい。
【0021】
上記第1の態様では、上記抽出剤を含む上記抽出剤含有層は、上記抽出剤、溶媒および接着剤を混合した低粘度液体を、上記プラスチック射出成形体の表面に塗布し、硬化させることにより形成されてもよい。また、上記抽出剤を含む上記抽出剤含有層は、上記抽出剤を含む熱硬化性樹脂を、上記プラスチック射出成形体の表面に付着し、加熱硬化することにより形成されてもよい。なお、上記第2の態様および第3の態様の抽出剤含有層等も同様の方法により形成されてもよい。
【0022】
本発明の第4の態様では、上述したいずれかの方法により形成されたプラスチック射出成形体に、蒸着、スパッタ、CVD、無電解めっき、電解めっきのいずれかの方法で金属膜を形成するプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0023】
本発明の第5の態様では、上述したいずれかの方法により形成されたプラスチック射出成形体に、めっき触媒核を付与することと、無電界めっき法を用いて上記めっき触媒核を核として金属膜を形成することとを含むプラスチック射出成形体を含む複合材料の製造方法が提供される。この第5の態様では、上記めっき触媒核は金属微粒子であり、かつ、上記無電界めっき法は、高圧二酸化炭素を用いたものでもよい。
【0024】
本発明の第6の態様では、上述したいずれかの方法により形成されたプラスチック射出成形体に対して、高圧容器内で、高圧二酸化炭素を混合した無電解めっき液中で無電解メッキを行うものであって、しかも、上記高圧容器自体を無電解めっき反応が生じない表面温度に制御した状態で、上記プラスチック射出成形体を無電解めっき反応可能な表面温度とするプラスチック射出成形体を含む複合材料の製造方法が提供される。
【0025】
これら第4〜第6の態様では、第1〜第3の態様の方法によって多孔質化されたプラスチック射出成形体に対して、金属膜を形成することができる。しかも、抽出剤含有層等や接着層を形成することにより、プラスチック射出成形体自体の表面粗さに関係なく、金属膜を形成する面を平滑化することができる。したがって、プラスチック射出成形体の材料の種類を選ぶことなく、その表面に、平滑性に優れかつ密着力の高い金属膜を形成することができる。
【0026】
本発明の第7の態様では、射出成型により形成されたプラスチック射出成形体と、上記プラスチック射出成形体の少なくとも一部に形成された薄膜と、上記薄膜上に形成された金属膜とを有することを特徴とするプラスチック製品が提供される。この第7の態様では、上記薄膜は、多孔質化された抽出剤含有層からなり、接着層および多孔質化された抽出剤含有層からなり、もしくは、接着層、多孔質化された第一の抽出剤含有層および第二の抽出剤含有層からなるものであってもよい。この構造のプラスチック製品では、プラスチック射出成形体の材料の種類に関係なく、表面の平滑性に優れかつ密着力の高い金属膜を形成することができる。
【0027】
この第7の態様では、上記金属膜は少なくともその最表面側にアルミニウムまたは銀を主成分とする金属層が形成されたものであって、光学用途に用いられてもよい。また、上記金属膜はニッケル層を有するとともに上記ニッケル層の上に銀層が形成されたものであって、光学用途に用いられてもよい。なお、この場合、金属膜の表面の平滑化のために銅膜を下地として電気めっきする必要は無い。
【0028】
また、上記金属膜上に、有機−無機ハイブリット材料による透明層あるいは半透明層を形成してもよい。これにより、金属膜の腐食を防止することができる。
【0029】
ところで、上述したプラスチック射出成形体を含む複合材料の製造方法では、たとえば第1の態様の場合を例に説明すると、まず、プラスチック射出成形体(以下、プラスチック基材ともいう)に対して十分な密着性を有する接着剤と抽出剤とを混ぜて、希釈液で塗布可能になるまで希釈したものを、プラスチック基材の表面に薄膜として塗布する。その後、プラスチック基材表面の抽出剤含有層を固化させた状態もしくは半硬化させた状態で抽出剤を抽出する。
【0030】
この抽出処理には、図3に示すような抽出装置200を用いればよい。この抽出装置200では、高圧二酸化炭素を、プラスチック基材100の上に形成された抽出剤含有層の表面に接すように流すことで、抽出剤を抽出する。抽出剤含有層において抽出剤は数十〜数百nmのクラスター状で存在しているため、上記高圧二酸化炭素による抽出作業の後には、抽出剤含有層には、抽出剤が含まれていた箇所等にサブミクロンからナノオーダーの微細孔が形成される。このように抽出処理は抽出剤含有層に対してなされるので、本発明のプラスチック射出成形体を含む複合材料の製造方法を用いれば、種々の材質のプラスチック基材100を多孔質化することができる。
【0031】
また、本発明において、微細な多孔質化された層を形成するためのプラスチック薄膜の膜厚は任意であるが、プラスチック基材との密着性を確保することが容易となるため、少なくとも50μm以下、より望ましくは10μm以下、より望ましくは1μm以下であることが望ましい。また、膜厚が薄すぎると抽出剤含有層が破断してしまうので、膜厚は少なくとも50nm以上、より望ましくは100nm以上が望ましい。
【0032】
また、本発明において、上記プラスチック射出成形体に形成された多孔質化された層(たとえば第1の態様の多孔質化された抽出剤含有層)に、無電界めっき等で金属膜を形成すると、多孔質化された層の微細な凹凸によるアンカー効果や表面積の拡大によるスケールメリット等により、密着性の優れた金属膜を形成する事ができる。また、
に形成される微細な凹凸による表面の開口径は、サブミクロンからナノオーダーのサイズとなるので、その表面上に金属膜を形成した場合、非常に平滑性に優れた金属膜が形成される。
【0033】
また、本発明において、プラスチックの下地基材の種類は、射出成形可能な材料であれば任意である。複雑形状の成形体を大量生産可能な射出成形法により作製することに、安価に成形体を提供できる。また、射出成形可能な樹脂材料は、熱可塑性樹脂と熱硬化性樹脂とに大別されるが、熱可塑性樹脂の場合、非晶質、結晶性を問わず、その種類は任意である。具体的には、例えば、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリオレフィン、ポリ塩化ビニル、ポリビニルアルコール、ポリアクリルニトリルなどのポリビニル、ポリエーテル、ポリフェニレンサルファイド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエステル、ポリアミド、ポリアミドイミド、ポリフタルアミド、ポリエチルエーテルケトン、ポリエーテルイミド、ポリメチルメタクリレート、ポリスルホン、ポリカーボネート、ポリ乳酸、ポリ4フッ化エチレン等のフッ素系高分子等のプラスチック材料およびそれら複合材料を用いることができる。また、熱硬化性樹脂の場合、エポキシ樹脂、フェノール樹脂、BMC、ポリウレタン、シリコーン樹脂等を用いることができる。これら樹脂材料に、ガラス繊維、炭素繊維、無機化合物、セラミック等のフィラーを含有したものを用いてもよい。
【0034】
また、本発明においては、成形体には、特に、200℃以上の耐熱性を有する樹脂を用いることが望ましい。これにより、自動車用ヘッドライトリフレクターの他、フォグランプリフレクター、プロジェクター光源用リフレクター等、高い耐熱性が要求されるミラーやリフレクター用途に適用することができる。例えば、BMC、ポリフェニレンサルファイド、ガラス繊維強化ポリアミド、ポリフタルアミド、ポリフェニレンサルファイド、ポリエーテルイミド、ポエチルエーテルケトン等である。
【0035】
また、本発明において、接着層および抽出剤含有層等の形成に用いるプラスチック材料の種類は任意であり、溶媒希釈等で粘性が制御でき低粘度で薄膜途布し硬化させることができ、下地のプラスチック材料や接着層に強固に接着することができることが望ましい。耐熱性の高い熱硬化型プラスチックおよびその接着剤を用いることができる。例えば、2液硬化型もしくは1液硬化型のエポキシ樹脂もしくはエポキシ接着剤を用いることができる。もしくは、フェノール接着剤を用いることができる。ポリイミド前駆体の溶液を用いて、薄膜として塗布して硬化させたポリイミド層としてもよい。
【0036】
抽出剤含有層等に熱可塑性樹脂を用いた場合、溶媒に溶解させて溶液にすることができる。下地材料を溶解させ接着させるため、射出成形体と同じ材料を接着層もしくは抽出剤含有層等に用いることで強固な接着力が得られる。例えばポリカーボネート樹脂に対し、溶媒としてジクロロメタンを用いて溶解して、プラスチックの溶液を調合し、プラスチック射出成形体にポリカーボネートの多孔質薄膜を形成することができる。
【0037】
あるいは、抽出剤含有層等の材料として、光硬化型のプラスチック材料や接着剤を用いてもよい。感光性エポキシ樹脂、感光性アクリル樹脂、感光性ポリイミド等を用いることができる。マスキングして部分的に紫外線露光し、一部のみ光硬化樹脂を硬化させることにより、選択的に多孔質化することができる。その部分的に多孔質化された層にメッキ膜を形成することで、プラスチック製品に直接に電気回路を形成することができる。
【0038】
また、本発明において、多孔質化された層を形成するために、上記多孔質形成用プラスチック材料中に分散混合した後に高圧二酸化炭素にて抽出除去する場合には、抽出材料は、高圧二酸化炭素に溶解し、塗布時にプラスチック材料と分離して凝集しない材料であれば任意である。また、多孔質プラスチック層の硬化の際に加熱を要する場合、その温度で蒸発、揮発しない材料を選択することが望ましい。具体的には、エチレングリコール等の高沸点アルコール、ポリエチレングリコール等の高級アルコール、TEOS(テトラエトキシシラン)等の金属アルコキシド、金属錯体、シリコーン、フッソ系界面活性剤等を用いることができる。特に、高圧二酸化炭素に対して高溶解性を示すポリエチレングリコール、TEOS,シリコーン、フッソ系界面活性剤が望ましい。また、各種プラスチックマトニックスに相溶するように、抽出材料の末端を化学修飾してもよい。例えば、抽出剤含有層等にエポキシ樹脂やエポキシ接着剤を用いた場合、エポキシ官能基で修飾したシリコーンを用いることができる。
【0039】
本発明において、多孔質化された層を形成する手順としては、たとえば、上記抽出剤の混合したプラスチック材料の溶液を調合し、次いで該プラスチックの薄膜をディッピィング、インクジェット、スクリーン印刷、スピンコート、スプレー塗布等で射出成形体の表面に形成した後、半硬化もしくは硬化状態で、高圧二酸化炭素により表面より抽出材料を溶解、抽出すればよい。このように、超臨界二酸化炭素等の高圧二酸化炭素を用いて抽出剤を抽出することにより、抽出材料を回収して再利用することができる。多孔質される層とプラスチック成形体の界面には接着層を設けて、多孔質化される層のプラスチック成形体に対する密着性を高めてもよい。
【0040】
さらに優れたアンカー効果を得たい場合には、多孔質化される層を多層構造にしてもよい。すなわち、接着剤に混ぜる抽出剤の分子量を、抽出剤1の分子量(下層)>抽出剤2(上層)の分子量となるようにして、プラスチック基材の上に塗布して2層構造の抽出剤含有層を形成する。抽出剤含有層を十分乾燥させた後、図3に示すような抽出装置を用いて、この抽出剤含有層に高圧二酸化炭素を接するように流し、抽出剤を抽出する。このような多層構造では、上層の抽出剤の分子量が、下層の抽出剤の分子量よりも小さいため、上層と下層でそれぞれ異なる大きさの微細孔が得られることになる。さらにこの抽出過程で上層と下層の微細孔は連結多孔を形成し、図9の表面構造を形成する。これにより、無電界めっき等で金属膜を形成したときに大きなアンカー効果を得ることができ、表面に対して密着性の優れた金属膜を形成することができる。なお、微細孔が形成される層は、3層以上の多層構造であってもよい。
【0041】
このように、本発明では、プラスチック基材に対して十分な密着性を有する接着剤と、高圧二酸化炭素に対してある程度の溶解性を有する抽出剤があれば、様々なプラスチックの表面に微細孔をもつ多孔質化された層を形成することができる。
【0042】
また、本発明においては上記プラスチック成形体の表面に金属膜を形成することで金属膜との密着性の高いプラスチック成形体が得られる。金属膜の形成方法としては任意であるが、蒸着、スパッタ、CVD等のドライ(真空)プロセス、無電解メッキ、電解メッキのウェットプロセスを用いることができる。特に、無電解メッキおよびその上に電解メッキ膜を形成することにより、成形体全体に10μm以上の厚い金属膜を安価に形成できる。それにより放熱性能が付与され、プラスチック成形体の単体の場合より耐熱性や強度が向上したものを得ることができる。
【0043】
また、本発明の上記方法にて金属膜を形成したプラスチック成形体においては、金属膜の最表面にアルミもしくは銀のいずれかを主成分とする金属膜を用いることで、プラスチック基材のミラーやリフレクターとして適用することができる。特に、無電解メッキの銀メッキを用いることで、安価に表面平滑性の良い反射膜を形成できる。
【0044】
また、本発明における銀メッキを用いた反射膜を有するプラスチック成形体においては、銀メッキの耐蝕性を高めるために、銀メッキの下地にはニッケルの膜を形成することが望ましい。多孔質化された層の表面にニッケルリン無電解メッキ膜を形成し、さらにその上に銀メッキを形成することができる。あるいは放熱性等を付与する目的で、銀メッキの下地には電解メッキによるニッケルリン厚メッキ(5μm以上)やニッケルメッキの下地に電解銅の厚メッキを設けてもよい。さらに、銀メッキ膜等の反射膜の上には、耐腐食、耐熱性向上のために、アクリル系樹脂の保護膜を薄膜形成してもよい。特に、ウェットプロセスで薄膜形成可能なPMMA−シリカ等の有機−無機ハイブリット材料を薄膜形成することが望ましい。
【発明の効果】
【0045】
本発明は、様々な種類のプラスチックに対して、その種類を選ぶことなく平滑性に優れかつ密着力の高い金属膜を形成することができる。
【発明を実施するための最良の形態】
【0046】
以下、本発明のプラスチック射出成形体を含む複合材料の製造方法およびプラスチック製品の実施例について具体的に説明するが、本発明は以下の実施例に限定されない。
【実施例1】
【0047】
図1は、実施例1によるプラスチック射出成形体を含む複合材料の製造方法を示すフローチャートである。図2は、図1の各段階(プロセス)におけるプラスチック射出成形体の表面状態を示す模式的な断面図である。図2において、100および100’はプラスチック基材であり、401は抽出剤含有層であり、402は空孔であり、403は触媒核であり、404は金属膜である。
【0048】
[多孔質層形成方法]
実施例1では、プラスチック基材(プラスチック射出成形体)100の表面に、接着剤と抽出剤を混ぜて希釈した溶液を塗布・硬化して抽出剤含有層401を形成した後(図1のST1)、超臨界二酸化炭素を流して抽出剤含有層401から抽出剤を抽出する例を説明する(ST2〜ST3)。また、抽出剤含有層401において多孔質化されたプラスチック基材100に、金属膜404を形成する方法についても説明する(ST4〜ST5)。本実施例では、抽出材料にポリエチレングリコール(分子量200)を用いた。
【0049】
本実施例では、プラスチック基材100にはポリフェニレンサルファイド(PPS)を用い、車両用のヘッドライドリフレクターを模した成形体を射出成形により形成した。成形されたPPS基材100は、十分に洗浄し乾燥される。そして、エポキシ系2液硬化型接着剤(コニシ株式会社製、ボンドEセット)と、ポリエチレングリコール200(和光純薬工業株式会社製、抽出剤)とを1:1の割合で混ぜた後、メチルエチルケトン(和光純薬工業株式会社製、溶媒)で50%に希釈した低粘度液体を作成し、この低粘度液体を、PPS基材100の表面に完成厚さが0.5μmになるように塗布し、十分乾燥させる。これにより、プラスチック基材100の上に抽出剤含有層401が形成される(図1のST1、図2(A))。
【0050】
次に、予め所定の温度(40℃)に温調した図3に示す高圧容器3の中に、抽出剤含有層401が形成されたPPS基材100を装着する。その後、液化二酸化炭素ボンベ1から、液化二酸化炭素をシリンジポンプ2に供給して15MPaになるように昇圧し、超臨界二酸化炭素を生成した。その後、手動ニードルバルブ4を開き、高圧容器3の中に超臨界二酸化炭素を導入し、15MPaの状態まで昇圧し、手動ニードルバルブ4、5を閉じた。この例では、高圧容器3の排出側に予め1次側の圧力が15MPaになるように調節された保圧弁6を設けて、超臨界二酸化炭素が圧力一定で流動するようにした。この状態で攪拌を行いながら30分間封止することにより、抽出剤含有層401に含まれる抽出剤(ポリエチレングリコール200)が超臨界二酸化炭素中に溶解される。
【0051】
なお、図3は、抽出装置200を示す。抽出装置200は、主に、液体二酸化炭素ボンベ1と、シリンジポンプ2と、高圧容器3とを有する。
【0052】
次に、抽出剤の溶解した超臨界二酸化炭素を高圧容器3内から排出した。具体的には、手動ニードルバルブ4、5を開放し、シリンジポンプ2(ISCO社製 260D)を圧力制御から流量制御に切り替え、高圧容器3内の抽出剤が溶解した超臨界二酸化炭素を回収槽7に15分間流動させた。尚、シリンジポンプ2の流量設定は10ml/minとした。これにより高圧容器3内には、抽出剤が抽出され且つ表面に微細凹凸402が形成されたPPS基材100が残ることとなる。
【0053】
次に、手動ニードルバルブ4を閉じ、同時にバルブ5を開放し、保圧弁6をゆっくり開放して高圧容器3の圧力を徐々に減圧し、最終的には大気開放した。その後、高圧容器3内からPPS基材100を取り出した。これにより、抽出剤含有層401により多孔質化したプラスチック成形体100を得た(ST2〜ST3、図2(B))。
【0054】
[メッキ方法]
実施例1では、さらに、PPS基材100の抽出剤含有層401上に無電解めっき膜404を形成した。具体的には、次のようにして、無電解めっき膜404を形成した。まず、PPS基材100を公知のコンディショナー(奥野製薬工業(株)製OPC−370)を用いて脱脂した。次いで、触媒(奥野製薬工業(株)製OPC−80キャタリスト)403をPPS基材100に付与し(図2(C))、その後、活性剤(奥野製薬工業(株)製 OPC−500アクセレーターMX)を用いて触媒を活性化した(ST4)。次いで、無電解銅めっきを施し、メッキ膜404を形成した(ST5、図2(D))。なお、めっき液には奥野製薬工業(株)製OPC−750無電解銅を用いた。その結果、PPS基材100の抽出剤含有層401上に形成されためっき膜404には膨れ等はなく、後述するように、引張試験よる密着強度も良好であった。
【実施例2】
【0055】
実施例2では、実施例1と全く同様の材料・手順により、プラスチック成形体100の上に、接着剤と抽出剤とを混ぜて溶媒で希釈化した溶液を塗布・硬化して抽出剤含有層401を形成した後、実施例1と同様に、図3に示した抽出装置200を用いて超臨界二酸化炭素を流し、抽出剤含有層401から抽出剤を抽出した。図5は、実施例2の各段階(プロセス)におけるプラスチック射出成形体の表面状態を示す模式的な断面図である。
【0056】
[触媒核付与方法]
次に、超臨界二酸化炭素に対して可溶であり、触媒核となる金属錯体、パラジウム(II)ヘキサフルオロアセチルアセトナート(Pd(hfa)2)(Aldrich製)を50mg計量し、図3の高圧容器3内に入れる。そして、所定の温度(50℃)に温調された高圧容器3の中に、上記PPS基材100を装着する。その後、液化二酸化炭素ボンベ1から、液化二酸化炭素をシリンジポンプ2に供給して15MPaになるように昇圧し、超臨界二酸化炭素とした。その後、手動ニードルバルブ4を開き、高圧容器3の中に超臨界二酸化炭素を導入し、15MPaの状態まで昇圧し、手動ニードルバルブ4、5を閉じた。ここでも保圧弁6は、1次側の圧力が15MPaになるように調節されている。この状態で攪拌を行いながら45分間封止することにより、先に抽出処理したPPS基材100の抽出剤含有層401に形成された微細凹凸402の表面近傍にPd(hfa)2が入り込む。
【0057】
次に、手動ニードルバルブ4を閉じ、同時にバルブ5を開放し、保圧弁6をゆっくり開放して高圧容器3の圧力を徐々に減圧し、最終的には大気開放した。その後、高圧容器3内からPPS基材100を取り出した。
【0058】
次に、取り出したPPS基材100を電気炉に入れて、150℃で3時間保持し、PPS基材100の抽出剤含有層401に形成された微細凹凸402の表面近傍にあるPd(hfa)2を熱分解して、金属Pd触媒核を析出させた。
【0059】
[メッキ方法]
次に、本実施例で成形した成形品に、図4に示す無電解メッキ装置300を用いて無電解メッキ膜404を形成した。無電解メッキ液101はアルコール(エタノール)を50vol%含有するニッケルリンメッキ液とした。アルコールを添加することで、メッキ液と二酸化炭素の親和性を改善し、メッキ液の表面張力を低減し、メッキ液の樹脂内部への浸透が促進される。図4では、無電解メッキ装置300の構成要素であって、抽出装置200の構成要素と対応するものには、便宜のために図1と同一の符号を付している。
【0060】
まず、事前に、図4の高圧容器3’を無電界めっきの反応温度以上となる80℃に温調しておく。次に、前述のPPS基材100’を内容器102内に入れ、蓋を閉める。その後、液化二酸化炭素ボンベ1’から液化二酸化炭素をシリンジポンプ2’へ供給して15MPaになるように昇圧し、超臨界二酸化炭素とした。その後、手動ニードルバルブ4’を開き、高圧容器3’の中に超臨界二酸化炭素を導入し、15MPaの状態まで昇圧し、手動ニードルバルブ4’、5’を閉じた。ここでも保圧弁6’は、1次側の圧力が15MPaになるように調節されている。高圧二酸化炭素が浸透することにより、メッキ液はPPS基材100’の抽出剤含有層401の内部に浸透し、抽出剤含有層401の表面近傍の内部からメッキ膜404が成長する。これにより、高密着性のメッキ膜404を得ることができる。本実施例では、この状態を45分間保持し、めっきを成長させた。
【0061】
次に、手動ニードルバルブ4’を閉じ、同時にバルブ5’を開放し、保圧弁6’をゆっくり開放して高圧容器3’の圧力を徐々に減圧し、最終的には大気開放した。その後、高圧容器3’内からPPS基材100’を取り出し、純水で洗浄した後に乾燥させた。
【0062】
次いで、Cuの金属膜を電解メッキにより40μmの厚さで形成した。その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と150℃との間での出切換を10サイクル)の耐候試験を行ったところ、メッキ膜404に膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【0063】
なお、この実施例2では、高圧容器3’の温度を予めメッキ反応温度に温調した上でPPS基材100’を入れ、高圧二酸化炭素および無電解メッキ液を高圧容器3’内に導入して、PPS基材100’に無電解めっきをしている。この他にも例えば、高圧容器3’自体(詳しくは容器の壁面)の温度は無電解めっき反応が生じない表面温度に制御した状態で、PPS基材(プラスチック射出成形体)100’を無電解めっき反応可能な表面温度にした上で高圧容器3’内に収容し、PPS基材100’に無電解めっきをするようにしてもよい。なお、この変形例において、PPS基材100’のみならず、PPS基材100’を高圧容器3’内に設置固定化するための治具も、無電解めっき反応可能な表面温度としてもよい。
【実施例3】
【0064】
実施例3では、実施例1と同様にプラスチック射出成形体100の表面に、接着剤と抽出剤を混ぜて希釈した溶液を塗布・硬化して抽出剤含有層401を形成した後、超臨界二酸化炭素を流して抽出剤含有層401から抽出剤を抽出し、金属膜404を形成する方法について説明する。本実施例では、抽出材料には、高圧二酸化炭素に対する溶解性がポリエチレングリコールより高いテトラエトキシシラン(TEOS)(Si(OC2H5)4)(分子量208.37)(和光純薬工業株式会社製)を用いた。
【0065】
本実施例では、実施例1と同様に、図3に示した抽出装置200を用いて抽出剤含有層401から抽出剤を抽出した。また、実施例1と同様の操作の無電界めっきにより金属膜404の形成を行った。
【0066】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜404に膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【実施例4】
【0067】
実施例4では、実施例1と同様にプラスチック射出成形体100の表面に、接着剤と抽出剤を混ぜて希釈した溶液を塗布・硬化して抽出剤含有層401を形成した後、超臨界二酸化炭素を流して抽出剤含有層401から抽出剤を抽出し、金属膜404を形成する方法について説明する。ただし、実施例3では、抽出材料として、エポキシ樹脂と相性がよいシリコーン、ビス(3−グリシドキシプロピル)テトラメチルジシロキサン(Gelest社製、DMS−E09)を用いた。
【0068】
【化1】
【0069】
本実施例では、実施例1と同様に、図3に示した抽出装置200を用いて抽出剤含有層401から抽出剤を抽出した。また、実施例1と同様の操作の無電界めっきにより、金属膜404を形成した。
【0070】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜404に膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【実施例5】
【0071】
実施例5では、実施例1と同様にプラスチック射出成形体100の表面に、接着剤と抽出剤を混ぜて希釈した溶液を塗布・硬化して抽出剤含有層401を形成した後、超臨界二酸化炭素を流して抽出剤含有層401から抽出剤を抽出し、金属膜404を形成する方法について説明する。本実施例では、抽出材料として、高圧二酸化炭素に対する溶解性が高い下記[化2]に記載のフッ素化合物1H,1H−Perfluoro−1−hexadecanol (分子式:C16H3F31O(シンクエスト・ラボラトリー製、分子量:800.2)を用いた。
【0072】
【化2】
【0073】
実施例1と同様に、プラスチック基材100には、ポリフェニレンサルファイド(PPS)を用いた。そして、エポキシ系2液硬化型接着剤と1H,1H−Perfluoro−1−hexadecanol(抽出剤)とを1:1で混ぜた後にメチルエチルケトン(和光純薬工業株式会社、溶媒)で50%に希釈した低粘度液体を生成し、この低粘度液体をPPS基材100に、仕上がり厚さが0.5μmとなるように塗布し、80℃に温調された恒温槽内に1時間静置した。
【0074】
フッ素化合物は、ポリエチレングリコールなどと異なり、高分子のものであっても高圧二酸化炭素に溶解する。また、抽出剤含有層401が未硬化状態であれば、フッ素化合物の分子量が500以上であると、良好な溶解度により抽出剤含有層401の表面部に偏析し易く、その表面部の全体に均一に分散し、PPS基材100上の抽出剤含有層401の表面に偏析する(ブリードアウトする)。また、フッ素化合物は、数十〜数百nmのクラスター状で抽出剤含有層401の表面近傍に浸透する。そのため、PPS基材100上の抽出剤含有層401からフッ素化合物を抽出する処理において、表面に偏析しているフッ素化合物を抽出し、これにより所望の大きさのサイズの微細孔を形成し、金属膜404のめっきにおいて高いアンカリング効果が得られる所望の表面粗さを得ることができる。
【0075】
このようにして相分離した状態の抽出剤含有層401を十分硬化させた後、本実施例では、実施例1と同様に図3に示した抽出装置200を用いて、抽出剤含有層401から抽出剤の抽出を行った。また、実施例1と同様の操作の無電界めっき行い、金属膜404の形成を行った。
【0076】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜404に膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【実施例6】
【0077】
図6は、実施例6によるプラスチック射出成形体を含む複合材料の製造方法を示すフローチャートである。図7は、図6の各段階(プロセス)におけるプラスチック射出成形体の表面状態を示す模式的な断面図である。図7において、100および100’はプラスチック基材であり、501は接着層であり、502は抽出剤含有層であり、503は空孔であり、504は触媒核であり、505は金属膜である。
【0078】
実施例6では、プラスチック成形体100の表面に、希釈化した接着剤からなる下地層(接着層501)と、抽出剤を含む抽出剤含有層502とを2層構造に形成した後(図6のST11〜ST12)、超臨界二酸化炭素を流して抽出剤含有層502から抽出剤を抽出し(ST13〜ST14)、金属膜505を形成する方法について説明する(図6のST15〜ST16)。本実施例では、抽出材料として、ポリエチレングリコール(分子量200)を用いた。
【0079】
実施例1と同様に、プラスチック基材100にはポリフェニレンサルファイド(PPS)を用いた。まず、エポキシ系2液硬化型接着剤をメチルエチルケトン(和光純薬工業株式会社、溶媒)により50%に希釈して低粘度液体を作成し、この低粘度液体をPPS基材100の表面に、仕上がり厚さが0.5μmとなるように塗布し、十分乾燥させる。これにより、接着層501が形成される(ST11)。
【0080】
次に、エポキシ系2液硬化型接着剤と、エチレングリコール200を1:1で混ぜた後、メチルエチルケトンで50%に希釈して別の低粘度液体を作成し、この別の低粘度液体を、先程の抽出剤含有層501の上に0.1μm塗布し、十分乾燥させる。これにより、抽出剤含有層502が形成される(ST12、図7(A))。
【0081】
こうして得られた接着剤のみの下地層501と、その上に抽出剤含有層502を持つPPS基材100を、実施例2と同様に、図3に示した抽出装置200を用いて、抽出剤含有層502の表面に微小凹凸503を形成し(ST13〜ST14、図7(B))、触媒503を付与した後(ST15、図7(C))、抽出剤含有層502から抽出剤を抽出した。また、実施例1と同様の操作により無電界めっきを行い、金属膜505を形成した(ST15、図7(D))。
【0082】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜の膨れ等はなく、後述するように、引張試験よる密着強度も良好であった。
【実施例7】
【0083】
図8は、実施例7によるプラスチック射出成形体を含む複合材料の製造方法を示すフローチャートである。図9は、図8の各段階(プロセス)におけるプラスチック射出成形体の表面状態を示す模式的な断面図である。図9において、100および100’はプラスチック基材であり、601は第一の抽出剤含有層であり、602は第二の抽出剤含有層であり、603は空孔であり、604は触媒核であり、605は金属膜である。
【0084】
実施例7では、プラスチック射出成形体100の表面に、接着剤と抽出剤を含む抽出剤含有層601、602を2層に形成した後、超臨界二酸化炭素を流して抽出剤含有層601、602から抽出剤を抽出する例を説明する(図8のST21〜ST24)。また、金属膜の形成方法についても説明する(ST25〜ST26)。本実施例では、抽出材料にポリエチレングリコール(分子量200、2000)を用いた。
【0085】
実施例1と同様に、プラスチック基材100にはポリフェニレンサルファイド(PPS)を用いた。まず、エポキシ系2液硬化型接着剤と、エチレングリコール2000を1:1で混ぜた後に、メチルエチルケトン(和光純薬工業株式会社)で50%に希釈した低粘度液体を生成し、この低粘度液体をPPS基材100に、仕上がり厚さが0.5μmとなるように塗布し、十分乾燥させる。これにより、第一の抽出剤含有層601が形成される(ST21)。
【0086】
次に、エポキシ系2液硬化型接着剤と、エチレングリコール200を1:1で混ぜた後、メチルエチルケトンで50%に希釈した別の低粘度液体を生成し、この別の低粘度液体を第一の抽出剤含有層601の上に、仕上がり厚さが0.1μmとなるように塗布し、十分乾燥させる。これにより、第二の抽出剤含有層602が形成される(ST22、図9(A))。
【0087】
こうして得られた2層構造の抽出剤含有層601、602を持つPPS基材100について、実施例2と同様に、図3に示した抽出装置200を用いて、超臨界二酸化炭素を接触させて、これらの抽出剤含有層601、602から抽出剤を抽出した(ST23、ST24)。上記抽出操作を行った後の2層構造の抽出剤含有層601、602は、図9(B)に示すような連結多孔構造をとる。
【0088】
また、実施例2と同様に図4に示す無電界めっき装置300を用いて、触媒核604を付与し(ST25、図9(C))、金属膜605の形成を行った(ST26、図9(D))。これにより、金属膜605の金属が連結多孔に入り込み、高いアンカリング効果が得られる。抽出剤含有層601、602の表面は、金属膜605のメッキ形成に適した表面粗さとなっている。
【0089】
その結果、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜605の膨れ等はなく、後述するように引張試験よる密着強度も良好であった。
【0090】
なお、この実施例7では、プラスチック成形体100の上に直接に第一の抽出剤含有層601および第二の抽出剤含有層602を形成しているが、これとは別に、プラスチック成形体100の上に接着層を形成し、接着層の上にそれと相溶する第一の抽出剤含有層601を形成し、さらに第一の抽出剤含有層601の上に第二の抽出剤含有層602を形成するようにしてもよい。この場合でも、2層化された抽出剤含有層601、602を多孔質化することにより得られる高いアンカリング効果により、メッキ膜602として、高温多湿試験やヒートッショック試験において剥がれず、しかも、引張試験に耐えうる高い密着強度を有するものを形成することができる。
【実施例8】
【0091】
本実施例においては、実施例1で多孔質化したプラスチック基材(PPS基材)100に対して、ニッケル・リンの無電解メッキ膜を形成した後、銀の反射膜を形成した。銀の反射膜は、ニッケル上に置換銀メッキにより100nmの銀薄膜を形成した。ニッケルメッキを下地にすることで銀の銅への熱拡散(マイグレーション)が抑制できる。さらに、銀メッキ膜の上に、アクリルーシリカのハイブリット材料(日本合成ゴム社製、商品名グラスカ)を保護膜としてコートし、150℃で熱硬化させた。
【0092】
本実施例におけるリフレクターについて、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜の膨れや曇り等はなかった。また、250℃の温度で1000hrの高温耐久試験を行ったところ、同様にメッキ膜の膨れや曇り等はなかった。
【実施例9】
【0093】
本実施例においては、熱硬化樹脂であるBMC材料を用いて、射出成形によりヘッドライトリフレクターを模した成形品(プラスチック成形体)100を得た。BMC樹脂内に、酸で溶解するミネラル成分(具体的には炭酸カルシウム)を配合させておき、成形後に2NのHClの溶液中に浸漬して表面の炭酸カルシウムを除去することで、成形体の表面に微細な凹凸を形成した。
【0094】
本実施例においては、多孔質化される抽出剤含有層を形成するプラスチック材料としては、熱硬化性樹脂のポリイミド、抽出材料としては平均分子量200のポリエチレングリコールを用いた。抽出剤含有層を形成するためのプラスチック材料の溶液(低粘度液体)は、以下のように形成した。まず、ポリイミド樹脂前駆体溶液(製品名:U−ワニスA、固形分(樹脂成分)濃度:18%、溶媒:NMP、宇部興産(株)製)と、ポリエチレングリコール(抽出剤)と、樹脂皮膜膜厚調整用の希釈溶媒NMPとを、100:15:150の重量比の割合で配合して、混合溶液(低粘度液体)を調合した。その後、BMC成形品100を該混合溶液中にディッピングで浸漬し、150℃で加熱し半硬化させて、ポリイミドを主成分とする薄膜(抽出剤含有層)を形成した。結果、成形品の表面凹凸内にポリイミドが入り込み、密着性の高いポリイミドの薄膜が形成できた。
【0095】
その後、高圧二酸化炭素を用いて実施例1と同様な操作により、薄膜からポリエチレングリコール(抽出剤)を抽出した。その後、250℃でポリイミドを完全硬化させた。硬化後のポリイミド薄膜(抽出剤含有層)の膜厚は約1μmとした。
【0096】
その後、実施例1と同様に公知の無電解メッキの方法で銅の薄膜を成形品の表面全体に形成した。その後、公知の電解メッキ法で銅を40μmで積層した。厚い銅メッキを形成することで、BMC成形品の表面凹凸をレベリングして表面を平滑にすることができ、表面の熱伝導性を向上させることによって成形体に熱が蓄積されるのを抑制し、耐熱性を向上することができる。
【0097】
さらに、銅層の上に電解ニッケルメッキを5μm形成し、さらにその上に置換銀メッキにより100nmの銀薄層を形成した。ニッケルメッキを下地にすることで、銀が銅内へ熱拡散(マイグレーション)しないようにすることができる。これにより4層構造の金属膜を形成した。
【0098】
さらに、銀メッキ層の上に、保護膜としてアクリルーシリカのハイブリット材料(日本合成ゴム社製、商品名グラスカ)をコートし、150℃で熱硬化させた。
【0099】
本実施例におけるリフレクターを高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、金属膜の膨れや曇り等はなかった。また、250℃の温度で1000hrの高温耐久試験を行ったところ、同様に金属膜の膨れや曇り等はなかった。
【0100】
比較例1.
比較例1では、通常のPPS基材上に無電解めっき膜を形成した。具体的には、次のようにして、無電解めっき膜を形成した。まず、PPS基材を公知のコンディショナー(奥野製薬工業(株)製 OPC−370)を用いて脱脂した。次いで、触媒(奥野製薬工業(株)製 OPC−80キャタリスト)をPPS基材上に付与し、その後、活性剤(奥野製薬工業(株)製 OPC−500アクセレーターMX)を用いて触媒を活性化した。次いで、無電解銅メッキを施した。なお、メッキ液には奥野製薬工業(株)製 OPC−750無電解銅を用いた。その結果、PPS基材上に形成されたメッキ膜にはふくれが生じ、後述するように引張試験による密着強度も各実施例に劣る結果であった。
【0101】
比較例2.
比較例2では、実施例1で用いたエポキシ系2液硬化型接着剤を、メチルエチルケトンで50%に希釈したものを塗布したPPS基材上に、無電解めっき膜を形成した。無電界膜の形成は、比較例1と同様の方法により行った。その結果、PPS基材上に形成されたメッキ膜にはふくれが生じ、後述するように引張試験による密着強度も各実施例に劣る結果であった。
【0102】
比較例3.
比較例3では、通常のPPS基材上に超臨界二酸化炭素による触媒核付与を行い、その後無電界めっき膜を形成した。触媒付与及び無電界膜の形成は、比較例1と同様の方法により行った。その結果、PPS基材上に形成されたメッキ膜にはふくれが生じ、後述するように引張試験による密着強度も実施例に劣る結果であった。
【0103】
以下の表1に、上記実施例および比較例により作製されたサンプルの試験結果をまとめて表す。それぞれの項目については、以下に示すとおりである。引張試験は、垂直引っ張り試験(JISH8630)にて平坦部のメッキ膜の密着強度を測定した結果である。
【0104】
【表1】
【0105】
また、金属膜の表面粗さRaを測定したところ、各実施例ではRa=約10nm以下であり、各比較例ではRa=約100nmであった。リフレクターやミラーなどの光学用途で要求される金属膜の表面粗さRaは、約10nm以下であるので、本実施例のものはその要求を満たしている。
【実施例10】
【0106】
本実施例においては、ABSを用いた射出成形によりプラスチック成形体100を形成し、その上に実施例1と同様に多孔質化された抽出剤含有層401と無電解めっき膜(金属膜)404とを形成した。なお、多孔質化された抽出剤含有層401は、実施例1と同様の希釈された低粘度液体を用い、硬化後に超臨界二酸化炭素を用いて抽出剤を抽出して形成した。
【0107】
本実施例におけるプラスチック成形体について、高温多湿(85℃、80%RH)やヒートッショック(−40℃と+150℃との間での温度切換を10サイクル)の耐候試験を行ったところ、メッキ膜404の膨れや曇り等はなく、他の実施例と同等の密着強度が得られた。また、金属膜404の表面粗さRaを測定したところ、Ra=約10nmであった。
【0108】
比較例4.
本比較例においては、実施例10と同様に形成したプラスチック成形体の表面を、六価クロム酸を用いたエッチングにより粗化し、高圧二酸化炭素を用いない従来の無電解めっき法により無電解めっき膜(金属膜)を形成した。その結果、メッキ膜にはふくれが生じ、他の比較例と同様に引張試験による密着強度も実施例に劣る結果であった。また、金属膜の表面粗さRaを測定したところ、Ra=数マイクロメートルであった。
【0109】
比較例5.
本比較例では、エポキシ系2液硬化型接着剤(コニシ株式会社製、ボンドEセット)と、ポリエチレングリコール200(和光純薬工業株式会社製、抽出剤)とを1:1の割合で混ぜた高粘土液体を作成し、この高粘土液体を、実施例1と同じプラスチック成形体に塗布し、十分乾燥させることで、プラスチック基材上の抽出剤含有層を形成した。また、実施例1と同様に、超臨界二酸化炭素を用いて、この抽出剤含有層から抽出剤を抽出し、無電解めっき膜を形成した。
【0110】
その結果、金属膜の表面粗さRaは約10nmとなった。また、この比較例の結果を受けて、プラスチック射出成形体に塗布する液体の粘度について調べたところ、液体の粘度としては1×10−3〜10[Pa・s]の低粘度であることが望ましいことがわかった。粘度が1×10−3[Pa・s]未満である場合には、膜厚を調整することが難しくなるという問題が生じ、粘度が10[Pa・s]を越えた場合には、薄膜の形成が難しくなるという問題が生じる。
【産業上の利用可能性】
【0111】
本発明のプラスチック射出成形体を含む複合材料の製造方法では、密着性および平滑性に優れた金属膜を、プラスチック材料を選ぶことなく形成することができる。したがって、高い耐熱性や平滑性、さらには耐久性が要求される車両用のミラーやリフレクター、プロジェクタ用のランプやミラーなどとして好適に利用可能なプラスチック製品を得ることができる。
【図面の簡単な説明】
【0112】
【図1】図1は、実施例1、3、4のプラスチック射出成形体を含む複合材料の製造方法を説明する為のフローチャートである。
【図2】図2は、実施例1、3、4で行う抽出剤含有層、金属膜形成プロセスの模式図である。
【図3】図3は、実施例1〜5で用いた高圧装置の概略構成図である。
【図4】図4は、実施例2〜5で用いた高圧めっき装置の概略構成図である。
【図5】図5は、実施例2で行う抽出剤含有層、金属膜形成プロセスの模式図である。
【図6】図6は、実施例6のプラスチック射出成形体を含む複合材料の製造方法を説明する為のフローチャートである。
【図7】図7は、実施例6で行う抽出剤含有層、金属膜形成プロセスの模式図である。
【図8】図8は、実施例7のプラスチック射出成形体を含む複合材料の製造方法を説明する為のフローチャートである。
【図9】図9は、実施例7で行う抽出剤含有層、金属膜形成プロセスの模式図である。
【符号の説明】
【0113】
1、1’ 二酸化炭素ボンベ
2、2’ シリンジポンプ
3、3’ 高圧容器
7、7’ 回収槽
11 溶解槽
14、14’ 分離回収機
100、100’ プラスチック基材
102 高圧めっき容器
110 抽出剤
200 高圧装置
300 高圧めっき装置
401、502 抽出剤含有層
402、503、603 微細凹凸
403、504、604 触媒核
404、505、605 金属膜
501 接着層
601 第一の抽出剤含有層
602 第二の抽出剤含有層
【特許請求の範囲】
【請求項1】
プラスチック射出成形体を含む複合材料の製造方法であって、
上記プラスチック射出成形体の表面に、抽出剤を含む抽出剤含有層を形成し、
高圧二酸化炭素を上記抽出剤含有層に接触させて、上記抽出剤含有層から上記抽出剤を除去することとを含み、上記抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法。
【請求項2】
プラスチック射出成形体を含む複合材料の製造方法であって、
プラスチック射出成形体の表面に、接着層を形成し、
上記接着層の上に、上記接着層と相溶し且つ抽出剤を含む抽出剤含有層を形成し、
高圧二酸化炭素を上記抽出剤含有層に接触させて、上記抽出剤含有層から上記抽出剤を除去することとを含み、上記抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法。
【請求項3】
プラスチック射出成形体を含む複合材料の製造方法であって、
プラスチック射出成形体の表面に、接着層を形成し、
上記接着層の上に、上記接着層と相溶し且つ第一の抽出剤を含む第一の抽出剤含有層を形成し、
上記第一の抽出剤含有層の上に、上記第一の抽出剤とは異なる第二の抽出剤を含む第二の抽出剤含有層を形成し、
高圧二酸化炭素を上記第一の抽出剤含有層および上記第二の抽出剤含有層に接触させて、上記第一の抽出剤含有層および上記第二の抽出剤含有層から上記第一の抽出剤および上記第二の抽出剤を除去することとを含み、上記第一の抽出剤含有層および上記第二の抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法。
【請求項4】
上記第一の抽出剤の分子量は、上記第二の抽出剤の分子量より大きい請求項3に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項5】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、上記高圧二酸化炭素に溶解する浸透物質であって、高圧二酸化炭素を用いて上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層に浸透された請求項1〜4のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項6】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、金属錯体である請求項1から5のいずれかに記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項7】
上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層は、熱硬化性樹脂、熱可塑性樹脂および光硬化性樹脂のいずれからなる請求項1〜6のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項8】
上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層は、熱硬化性樹脂である請求項7に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項9】
上記接着層は、エポキシ樹脂である請求項7または8に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項10】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、ポリエチレングリコールである請求項1〜9のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項11】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、シリコーンである請求項1〜5のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項12】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、テトラエトキシシラン(TEOS)である請求項1〜5のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項13】
上記抽出剤含有層は、上記抽出剤、溶媒および接着剤を混合した低粘度液体を、上記プラスチック射出成形体の表面に塗布し、硬化させることにより形成される請求項1記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項14】
上記抽出剤含有層は、上記抽出剤を含む熱硬化性樹脂を、上記プラスチック射出成形体の表面に付着させ、加熱硬化することにより形成される請求項1記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項15】
請求項1〜14のいずれか1項に記載の方法により形成されたプラスチック射出成形体に、蒸着、スパッタ、CVD、無電解めっき、電解めっきのいずれかの方法で金属膜を形成するプラスチック射出成形体を含む複合材料の製造方法。
【請求項16】
請求項1〜5のいずれか1項に記載の方法により形成されたプラスチック射出成形体に、めっき触媒核を付与することと、
無電界めっき法を用いて上記めっき触媒核を核として金属膜を形成することとを含むプラスチック射出成形体を含む複合材料の製造方法。
【請求項17】
上記めっき触媒核は金属微粒子であり、かつ、上記無電界めっき法は、高圧二酸化炭素を用いたものである請求項16記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項18】
請求項1〜5のいずれか1項に記載の方法により形成されたプラスチック射出成形体に対して、高圧容器内で、高圧二酸化炭素を混合した無電解めっき液中で無電解メッキを行うものであって、しかも、上記高圧容器自体を無電解めっき反応が生じない表面温度に制御した状態で、上記プラスチック射出成形体を無電解めっき反応可能な表面温度とするプラスチック射出成形体を含む複合材料の製造方法。
【請求項19】
射出成型により形成されたプラスチック射出成形体と、
上記プラスチック射出成形体の少なくとも一部に形成された薄膜と、
上記薄膜上に形成された金属膜とを有することを特徴とするプラスチック製品。
【請求項20】
上記薄膜は、多孔質化された抽出剤含有層からなり、接着層および多孔質化された抽出剤含有層からなり、または、接着層、多孔質化された第一の抽出剤含有層および第二の抽出剤含有層からなる請求項19記載のプラスチック製品。
【請求項21】
上記金属膜は少なくともその最表面側にアルミニウムまたは銀を主成分とする金属層が形成されたものであって、光学用途に用いられる請求項19または20記載のプラスチック製品。
【請求項22】
上記金属膜はニッケル層を有するとともに上記ニッケル層の上に銀層が形成されたものであって、光学用途に用いられる請求項19〜21のいずれか1項に記載のプラスチック製品。
【請求項23】
上記金属膜上に、有機−無機ハイブリット材料による透明層あるいは半透明層を形成した請求項19〜22のいずれか1項に記載のプラスチック製品。
【請求項1】
プラスチック射出成形体を含む複合材料の製造方法であって、
上記プラスチック射出成形体の表面に、抽出剤を含む抽出剤含有層を形成し、
高圧二酸化炭素を上記抽出剤含有層に接触させて、上記抽出剤含有層から上記抽出剤を除去することとを含み、上記抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法。
【請求項2】
プラスチック射出成形体を含む複合材料の製造方法であって、
プラスチック射出成形体の表面に、接着層を形成し、
上記接着層の上に、上記接着層と相溶し且つ抽出剤を含む抽出剤含有層を形成し、
高圧二酸化炭素を上記抽出剤含有層に接触させて、上記抽出剤含有層から上記抽出剤を除去することとを含み、上記抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法。
【請求項3】
プラスチック射出成形体を含む複合材料の製造方法であって、
プラスチック射出成形体の表面に、接着層を形成し、
上記接着層の上に、上記接着層と相溶し且つ第一の抽出剤を含む第一の抽出剤含有層を形成し、
上記第一の抽出剤含有層の上に、上記第一の抽出剤とは異なる第二の抽出剤を含む第二の抽出剤含有層を形成し、
高圧二酸化炭素を上記第一の抽出剤含有層および上記第二の抽出剤含有層に接触させて、上記第一の抽出剤含有層および上記第二の抽出剤含有層から上記第一の抽出剤および上記第二の抽出剤を除去することとを含み、上記第一の抽出剤含有層および上記第二の抽出剤含有層を多孔質化することを特徴とするプラスチック射出成形体を含む複合材料の製造方法。
【請求項4】
上記第一の抽出剤の分子量は、上記第二の抽出剤の分子量より大きい請求項3に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項5】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、上記高圧二酸化炭素に溶解する浸透物質であって、高圧二酸化炭素を用いて上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層に浸透された請求項1〜4のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項6】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、金属錯体である請求項1から5のいずれかに記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項7】
上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層は、熱硬化性樹脂、熱可塑性樹脂および光硬化性樹脂のいずれからなる請求項1〜6のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項8】
上記抽出剤含有層、上記第一の抽出剤含有層または上記第二の抽出剤含有層は、熱硬化性樹脂である請求項7に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項9】
上記接着層は、エポキシ樹脂である請求項7または8に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項10】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、ポリエチレングリコールである請求項1〜9のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項11】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、シリコーンである請求項1〜5のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項12】
上記抽出剤、上記第一の抽出剤または上記第二の抽出剤は、テトラエトキシシラン(TEOS)である請求項1〜5のいずれか1項に記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項13】
上記抽出剤含有層は、上記抽出剤、溶媒および接着剤を混合した低粘度液体を、上記プラスチック射出成形体の表面に塗布し、硬化させることにより形成される請求項1記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項14】
上記抽出剤含有層は、上記抽出剤を含む熱硬化性樹脂を、上記プラスチック射出成形体の表面に付着させ、加熱硬化することにより形成される請求項1記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項15】
請求項1〜14のいずれか1項に記載の方法により形成されたプラスチック射出成形体に、蒸着、スパッタ、CVD、無電解めっき、電解めっきのいずれかの方法で金属膜を形成するプラスチック射出成形体を含む複合材料の製造方法。
【請求項16】
請求項1〜5のいずれか1項に記載の方法により形成されたプラスチック射出成形体に、めっき触媒核を付与することと、
無電界めっき法を用いて上記めっき触媒核を核として金属膜を形成することとを含むプラスチック射出成形体を含む複合材料の製造方法。
【請求項17】
上記めっき触媒核は金属微粒子であり、かつ、上記無電界めっき法は、高圧二酸化炭素を用いたものである請求項16記載のプラスチック射出成形体を含む複合材料の製造方法。
【請求項18】
請求項1〜5のいずれか1項に記載の方法により形成されたプラスチック射出成形体に対して、高圧容器内で、高圧二酸化炭素を混合した無電解めっき液中で無電解メッキを行うものであって、しかも、上記高圧容器自体を無電解めっき反応が生じない表面温度に制御した状態で、上記プラスチック射出成形体を無電解めっき反応可能な表面温度とするプラスチック射出成形体を含む複合材料の製造方法。
【請求項19】
射出成型により形成されたプラスチック射出成形体と、
上記プラスチック射出成形体の少なくとも一部に形成された薄膜と、
上記薄膜上に形成された金属膜とを有することを特徴とするプラスチック製品。
【請求項20】
上記薄膜は、多孔質化された抽出剤含有層からなり、接着層および多孔質化された抽出剤含有層からなり、または、接着層、多孔質化された第一の抽出剤含有層および第二の抽出剤含有層からなる請求項19記載のプラスチック製品。
【請求項21】
上記金属膜は少なくともその最表面側にアルミニウムまたは銀を主成分とする金属層が形成されたものであって、光学用途に用いられる請求項19または20記載のプラスチック製品。
【請求項22】
上記金属膜はニッケル層を有するとともに上記ニッケル層の上に銀層が形成されたものであって、光学用途に用いられる請求項19〜21のいずれか1項に記載のプラスチック製品。
【請求項23】
上記金属膜上に、有機−無機ハイブリット材料による透明層あるいは半透明層を形成した請求項19〜22のいずれか1項に記載のプラスチック製品。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−191143(P2009−191143A)
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願番号】特願2008−32461(P2008−32461)
【出願日】平成20年2月13日(2008.2.13)
【出願人】(000005810)日立マクセル株式会社 (2,366)
【Fターム(参考)】
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願日】平成20年2月13日(2008.2.13)
【出願人】(000005810)日立マクセル株式会社 (2,366)
【Fターム(参考)】
[ Back to top ]