
熱圧着用シリコーンゴムシート

【解決手段】熱伝導性シリコーンゴム層に、扁平又は開繊加工されたガラスクロスが積層一体化された熱圧着用シリコーンゴムシート。
【効果】従来のガラスクロスでは、熱圧着時に経糸と緯糸の交点が特に強くフレキシブルプリント基板に押し付けられる。そのために、狭いピッチの電極接合では位置ずれが生じる場合があった。また、ガラスクロスを含まない単層熱伝導性ゴムシートでは、ガラスクロス含有品と比較して変形し易いために、特にフレキシブルプリント基板の端部で位置ずれが起こり易い傾向があった。
それに対して、本発明の熱圧着用シリコーンゴムシートは、扁平又は開繊加工されたガラスクロスを積層一体化することで、COFと接するシート表面の凹凸が従来品よりも大幅に軽減しており、狭いピッチの電極接合においても位置ずれを大幅に抑制することが可能となった。
【効果】従来のガラスクロスでは、熱圧着時に経糸と緯糸の交点が特に強くフレキシブルプリント基板に押し付けられる。そのために、狭いピッチの電極接合では位置ずれが生じる場合があった。また、ガラスクロスを含まない単層熱伝導性ゴムシートでは、ガラスクロス含有品と比較して変形し易いために、特にフレキシブルプリント基板の端部で位置ずれが起こり易い傾向があった。
それに対して、本発明の熱圧着用シリコーンゴムシートは、扁平又は開繊加工されたガラスクロスを積層一体化することで、COFと接するシート表面の凹凸が従来品よりも大幅に軽減しており、狭いピッチの電極接合においても位置ずれを大幅に抑制することが可能となった。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気・電子機器部品の配線接続工程で、熱を伝えると共に均一に圧力をかける目的で使用される熱圧着用シリコーンゴムシートに関するものである。
【背景技術】
【0002】
液晶パネルの製造に際しては、液晶を駆動させるために液晶パネルの透明リード電極と駆動用LSIが搭載されたフレキシブルプリント基板(COF)のリード電極とを、異方性導電接着剤(ペースト状やフィルム状)を介在して熱圧着し、電気的及び機械的に接続することが行われている。この場合、熱と共に均一な圧力を加える目的で、加圧・加熱金属ツールとCOFの間にシリコーンゴムシートを挟むことが一般的となっている。
【0003】
熱圧着用シリコーンゴムシートとしては、例えば、シリコーンゴムに窒化ホウ素と導電性物質を配合しガラスクロスで補強したもの(特許文献1:特開平5−198344号公報)や、シリコーンゴムに窒化ホウ素と導電性物質を配合しガラスクロスで補強し、帯電防止性を付与したもの(特許文献2:特開平6−36853号公報)、シリコーンゴムにセラミック、金属などの良熱伝導性物質を配合したもの(特許文献3:特開平6−289352号公報)、シリコーンゴムに水分を除いた揮発分が0.5%以下であるカーボンブラックを配合し耐熱性を改良したもの(特許文献4:特開平7−11010号公報)等が知られている。しかしながら、これらのものは、シート表面の粘着性についての改善がなされていない。
【0004】
そこで、シリコーンゴムにカーボンブラックを配合したシートと耐熱性樹脂フィルムとを複合化することにより、シート表面の粘着性がない上、強度にも優れた、熱圧着用シリコーンゴム複合シートが提案されている(特許文献5:特開平8−174765号公報)。しかしながら、このシートはシリコーンゴムが耐熱性樹脂フィルムと接着しているので、ゴム単体より柔軟性が低下する。この傾向は、特に、シートの両面に耐熱性樹脂フィルムを設けると強くなる。このため加圧時に均一に圧力をかけることが困難となるので、加圧力を大きくすることが必要となるが、この加圧力には、被圧着体の強度との関係で限界がある。
【0005】
また、ガラスクロスあるいはガラスクロス処理フッ素樹脂シートと熱伝導性シリコーンゴムを積層することが提案されている(特許文献6:特許第3244187号公報、特許文献7:特許第4301468号公報、特許文献8:特開2001−315248号公報、特許文献9:特開2004−168025号公報)。
【0006】
しかし、近年更に液晶パネルの高精細化が進行し、従来品に使用されているガラスクロスの織目に起因する凹凸でも、均一な圧着を妨げたり、パネル電極とCOF電極の位置ずれを発生させたりするため、新規高精細対応シートの開発が求められている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−198344号公報
【特許文献2】特開平6−36853号公報
【特許文献3】特開平6−289352号公報
【特許文献4】特開平7−11010号公報
【特許文献5】特開平8−174765号公報
【特許文献6】特許第3244187号公報
【特許文献7】特許第4301468号公報
【特許文献8】特開2001−315248号公報
【特許文献9】特開2004−168025号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、このような事情に鑑みてなされたものであり、高精細液晶パネルの製造に適した熱圧着用シリコーンゴムシートを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の上記の目的は、扁平又は開繊加工されたガラスクロスを熱伝導性シリコーンゴム層と積層一体化された熱圧着用シリコーンゴムシートにより達成された。
即ち、本発明者らが種々検討した結果、従来の熱圧着用シリコーンゴムシートに使用されてきた扁平又は開繊加工されていないガラスクロスと比較して、扁平又は開繊加工された凹凸の少ないガラスクロスを基材として用いることで、圧着時の圧力分布が更に均一となり、COFの変形やずれを抑制できることを見出し、本発明をなすに至った。
【0010】
従って、本発明は下記熱圧着用シリコーンゴムシートを提供する。
請求項1:
熱伝導性シリコーンゴム層に、扁平又は開繊加工されたガラスクロスが積層一体化されたことを特徴とする熱圧着用シリコーンゴムシート。
請求項2:
上記扁平又は開繊加工されたガラスクロスが、下記式(I)で示される空隙率で10%以下であることを特徴とする請求項1に記載の熱圧着用シリコーンゴムシート。
空隙率=[(b1×b2)/(a1×a2)]×100 (I)
(式中、a1は隣接する経糸の中心間長さの平均値(μm)を、a2は隣接する緯糸の中心間長さの平均値(μm)を、b1は隣接する経糸の隙間の平均値(μm)を、b2は隣接する緯糸の隙間の平均値(μm)を表す。)
請求項3:
上記ガラスクロスがシリコーン樹脂で目止め処理され、更に少なくともその一方の面に熱伝導性シリコーンゴム層が積層されていることを特徴とする請求項1又は2に記載の熱圧着用シリコーンゴムシート。
請求項4:
上記扁平又は開繊加工されたガラスクロスの厚さが0.02mm以上0.1mm以下であることを特徴とする請求項1乃至3のいずれか1項記載の熱圧着用シリコーンゴムシート。
請求項5:
上記熱伝導性シリコーンゴム層が、熱伝導率0.3W/mK以上5W/mK以下で、硬度30以上90以下であることを特徴とする請求項1乃至4のいずれか1項記載の熱圧着用シリコーンゴムシート。
【発明の効果】
【0011】
従来のガラスクロスでは、熱圧着時に経糸と緯糸の交点が特に強くフレキシブルプリント基板に押し付けられる。そのために、狭いピッチの電極接合では位置ずれが生じる場合があった。また、ガラスクロスを含まない単層熱伝導性ゴムシートでは、ガラスクロス含有品と比較して変形し易いために、特にフレキシブルプリント基板の端部で位置ずれが起こり易い傾向があった。
それに対して、本発明の熱圧着用シリコーンゴムシートは、扁平又は開繊加工されたガラスクロスを積層一体化することで、COFと接するシート表面の凹凸が従来品よりも大幅に軽減しており、狭いピッチの電極接合においても位置ずれを大幅に抑制することが可能となった。
【図面の簡単な説明】
【0012】
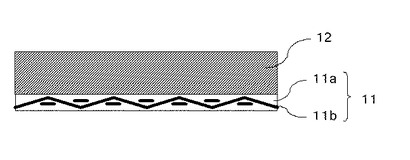
【図1】本発明の実施例1に係る熱圧着用シリコーンゴムシートの断面図である。
【発明を実施するための形態】
【0013】
本発明の熱圧着用シリコーンゴムシートは、扁平又は開繊加工されたガラスクロスにシリコーン樹脂を目止め処理した基材クロスに対して、少なくともその一方の面に熱伝導性シリコーンゴム層を積層して作製する。
図1はその一例を示し、基材クロス11の一面に熱伝導性シリコーンゴム層12を積層してなるものである。なお、図中11aはガラス繊維、11bはシリコーン樹脂を示す。
【0014】
ここで、本発明に使用されるガラスクロスとしては、経糸及び緯糸を構成するヤーンの平均フィラメント径が4μm以上8μm以下であり、厚さが0.03mm以上0.20mm以下、特に0.10mm以下、経糸及び緯糸の密度がそれぞれ50本/25mm以上であることが好ましい。これよりフィラメント径及び厚さが小さくなると強度が不足し、逆に大きくなるとシート表面の凹凸が大きくなり均一な圧力伝達を妨げることになる。また、経糸及び緯糸の密度が小さくなってもシート表面の凹凸が大きくなる。
このガラスクロスは、扁平又は開繊加工されるものであるが、開繊処理方法としては、ガラスクロスを超音波振動させた水中内で開繊させる超音波法、ガラスクロスを温水中で上下回転筒体によりプレスして開繊させる回転筒体による押圧法、ガラスクロスに柱状流高圧水を噴きつけて開繊させる柱状流高圧水噴射開繊法、バイブロウォッシャー法、稜線法などを適用すればよい。
この場合、上記扁平又は開繊加工されたガラスクロスが、下記式(I)で示される空隙率で10%以下、特に0〜5%であることが好ましい。
空隙率=[(b1×b2)/(a1×a2)]×100 (I)
(式中、a1は隣接する経糸の中心間長さの平均値(μm)を、a2は隣接する緯糸の中心間長さの平均値(μm)を、b1は隣接する経糸の隙間の平均値(μm)を、b2は隣接する緯糸の隙間の平均値(μm)を表す。)
【0015】
上記扁平又は開繊加工されたガラスクロスは、シリコーン樹脂で目止め処理することが好ましい。この場合、シリコーン樹脂がガラス繊維に強く接着するように、ガラスクロスにはシランカップリング剤処理を行うことが好ましい。シランカップリング剤の種類としては、ビニルトリメトキシシラン、ビニルトリエトキシシラン等のビニル基含有シランカップリング剤、3−グリシドキシプロピルトリメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン等のエポキシ基含有シランカップリング剤、N−2(アミノエチル)3−アミノプロピルトリメトキシシラン、N−2(アミノエチル)3−アミノプロピルメチルジメトキシシラン、3−アミノプロピルトリエトキシシラン等のアミノ基含有シランカップリング剤、3−メタクリロキシプロピルトリメトキシシラン等の(メタ)アクリル基含有シランカップリング剤などがあるが、特にビニル基含有シランカップリング剤を用いた場合にガラスクロスとシリコーン樹脂の接着力が向上する。
【0016】
なお、基材クロスに使用されるガラスクロスの厚さは、0.02mm以上0.1mm以下が好ましい。0.02mmより薄くなると機械的強度が不足し、熱圧着時あるいは熱伝導性シリコーンゴム層積層時に変形するおそれがある。また、0.1mmより厚くなると熱圧着用シリコーンゴムシートに占めるガラスクロス層の割合が多くなることでシート全体の熱伝導率が低下してしまう。
【0017】
ガラスクロスへのシリコーン樹脂含浸方法として、ディップコート法、ナイフコート法、スプレーコート法などが挙げられるが、特にディップコート法を用いると薄いコーティング層を良好に成形することができる。
【0018】
ガラスクロスに含浸させる樹脂としては、補強性シリカ配合シリコーンゴム組成物が好ましい。補強性シリカ配合シリコーンゴム組成物のポリマー成分であるオルガノポリシロキサンは他の合成ゴムに比べ非常に強度が弱く、それ自体単独では使用できるレベルのものではない。オルガノポリシロキサンに充填剤、特に補強性シリカを添加することにより使用可能な強度を発揮する。
【0019】
オルガノポリシロキサンは、下記平均組成式(II)
RaSiO(4-a)/2 (II)
(式中、aは1.95〜2.05の正数である。)
で示されるもので、Rは非置換又は置換の一価炭化水素基を表し、具体的にはメチル基、エチル基、プロピル基等のアルキル基、シクロペンチル基、シクロヘキシル基等のシクロアルキル基、ビニル基、アリル基等のアルケニル基、フェニル基、トリル基等のアリール基、あるいはこれらの基の水素原子が部分的に又は全てが塩素原子、フッ素原子等で置換されたハロゲン化炭化水素基などが例示されるが、一般的にはオルガノポリシロキサンの主鎖がジメチルシロキサン単位からなるもの、あるいはこのオルガノポリシロキサンの主鎖にビニル基、フェニル基、トリフルオロプロピル基等を導入したものが好ましい。また分子鎖末端がトリオルガノシリル基又は水酸基で封鎖されたものとすればよいが、このトリオルガノシリル基としては、トリメチルシリル基、ジメチルビニルシリル基、トリビニルシリル基などが例示される。なお、この成分のGPCによるポリスチレン換算の平均重合度は200以上、回転粘度計による25℃における粘度が0.3Pa・s以上のものが好ましく、平均重合度が200未満では硬化後の機械的強度が劣り、脆くなるおそれがある。なお、平均重合度の上限は特に制限されないが、10,000以下であることが好ましい。
また、このオルガノポリシロキサンは、1分子中に少なくとも2個のケイ素原子に結合したアルケニル基を有することが好ましく、Rのうち0.001〜5モル%、特に0.01〜1モル%のビニル基を含有することが好ましい。
【0020】
補強性シリカは機械的強度に優れたシリコーンゴムを得るために配合されるものであり、BET法による比表面積が50m2/g以上、特に100〜400m2/gであることが好ましい。この補強性シリカとしては、煙霧質シリカ(乾式シリカ)、沈降シリカ(湿式シリカ)等が例示される。また、補強性シリカの表面をオルガノポリシロキサン、オルガノシラザン、クロロシラン、アルコキシシラン等で疎水化処理を行ってもよい。
この補強性シリカの添加量は、特に制限されるものではないが、オルガノポリシロキサン100質量部に対して5質量部未満では十分な補強効果が得られないおそれがあり、100質量部より多くすると成形加工性が悪くなる場合があるので、5〜100質量部の範囲、好ましくは20〜80質量部の範囲である。
【0021】
更に必要に応じて、熱伝導性フィラー、着色顔料、耐熱性向上剤、難燃性向上剤、受酸剤などの各種添加剤、あるいは補強性シリカ分散剤として各種アルコキシシラン、ジフェニルシランジオール、カーボンファンクショナルシラン、シラノール基含有シロキサンなどを添加してもよい。
【0022】
補強性シリカ配合シリコーンゴム組成物は、上記成分を二本ロール、バンバリーミキサー、ニーダー、プラネタリーミキサー等の混練機を用いて均一に混合し、必要に応じて100℃以上の温度で熱処理することにより得ることができる。
補強性シリカ配合シリコーンゴム組成物を硬化させゴム弾性体とする硬化剤としては、通常シリコーンゴムの硬化に使用されている従来公知のものでよく、これはラジカル反応に使用されるジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、ジクミルパーオキサイド等の有機過酸化物、付加反応硬化剤としてオルガノポリシロキサンがアルケニル基を有する場合、ケイ素原子に結合した水素原子を1分子中に2個以上含有するオルガノハイドロジェンポリシロキサンと白金族金属系触媒とからなるもの、縮合反応硬化剤としてオルガノポリシロキサンがシラノール基を含有する場合、アルコキシ基、アセトキシ基、ケトオキシム基、プロペノキシ基等の加水分解性基を2個以上有する有機ケイ素化合物などが例示されるが、この添加量は通常のシリコーンゴムと同様にすればよい。
補強性シリカ配合シリコーンゴム組成物としては、ミラブルタイプシリコーンゴム組成物及び液状タイプシリコーンゴム組成物のいずれを用いてもよい。作業性、成形加工性の点から有機過酸化物硬化型又は付加反応硬化型の補強性シリカ配合シリコーンゴム組成物が好ましい。
【0023】
ガラスクロスに含浸させるシリコーン樹脂は、ガラスクロスに薄く、安定して塗工できる樹脂を選択することが好ましい。熱伝導率が高い材料を選択してもよいが、全体の熱伝導率はシリコーン樹脂よりもガラスクロスに依存しており、また、熱伝導性粉末を多くするとガラスクロスが目詰まりを起こし塗工面が荒れたり、硬度が上昇し均一な圧力伝達が阻害されたりするおそれがある。
【0024】
基材クロス層に積層する熱伝導性シリコーンゴム層は、熱伝導率0.3W/mK以上5W/mK以下(ASTM E 1530)、特に0.5〜3W/mKであるものが好ましい。熱伝導率が0.3W/mKより小さいと熱圧着温度を高くしたり、圧着時間を長くしたりする必要があり、効率の面で不利な場合が生じる。3W/mKを超えても、基材クロス層の熱伝導率が制限されるため、特に有利な効果は期待できない。
【0025】
上記熱伝導性シリコーンゴム層を形成するための熱伝導性シリコーンゴム組成物は、ガラスクロスに含浸させる樹脂と同様のオルガノポリシロキサン100質量部に、カーボン、金属、金属酸化物、金属窒化物、金属炭化物から選択される少なくとも1種を10〜1,600質量部添加することで得られるものが好ましい。これらの具体例としては、金属では銀粉、銅粉、鉄粉、ニッケル粉、アルミニウム粉など、金属酸化物では亜鉛、マグネシウム、アルミニウム、ケイ素、鉄等の酸化物、金属窒化物ではホウ素、アルミニウム、ケイ素等の窒化物、金属炭化物ではケイ素、ホウ素等の炭化物などが例示される。
【0026】
必要に応じて、着色顔料、耐熱性向上剤、難燃性向上剤、受酸剤などの各種添加剤、あるいは分散剤として各種アルコキシシラン、ジフェニルシランジオール、カーボンファンクショナルシラン、シラノール基含有シロキサンなどを添加してもよい。
【0027】
熱伝導性シリコーンゴム組成物は、上記成分を二本ロール、バンバリーミキサー、ニーダー、プラネタリーミキサー等の混練機を用いて均一に混合し、必要に応じて100℃以上の温度で熱処理することにより得ることができる。
熱伝導性シリコーンゴム組成物を硬化させゴム弾性体とする硬化剤としては、通常シリコーンゴムの硬化に使用されている従来公知のものでよく、これはラジカル反応に使用されるジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、ジクミルパーオキサイド等の有機過酸化物、付加反応硬化剤としてオルガノポリシロキサンがアルケニル基を有する場合、ケイ素原子に結合した水素原子を1分子中に2個以上含有するオルガノハイドロジェンポリシロキサンと白金族金属系触媒とからなるもの、縮合反応硬化剤としてオルガノポリシロキサンがシラノール基を含有する場合、アルコキシ基、アセトキシ基、ケトオキシム基、プロペノキシ基等の加水分解性基を2個以上有する有機ケイ素化合物などが例示されるが、この添加量は通常のシリコーンゴムと同様にすればよい。
熱伝導性シリコーンゴム組成物としては、ミラブルタイプシリコーンゴム組成物及び液状タイプシリコーンゴム組成物のいずれを用いてもよい。作業性、成形加工性の点から有機過酸化物硬化型又は付加反応硬化型の熱伝導性シリコーンゴム組成物が好ましい。
【0028】
熱伝導性シリコーンゴムの硬度に関しては、30以上90以下(JIS K6253に規定のタイプAデュロメーター)であることが好ましい。更に硬度40以上60以下としたときに、COFの位置ずれが低減され、高精細液晶パネル用途としては特に好適である。
【0029】
基材クロスへの熱伝導シリコーン樹脂の積層方法としては、ナイフコート法、コンマコート法、カレンダーコート法等が挙げられ、連続的にコートと焼成を行う。特にカレンダーコート法では無溶剤コートが可能であり、有機溶剤の使用量を削減できる。
【0030】
熱圧着用シリコーンゴムシート全体の厚さは、0.1mm以上1mm以下であることが好ましい。構造上0.1mm未満のものを作製することは難しい。また、1mmを超えると全体の熱伝導率が低下するために圧着機の設定温度を高くする必要があり、また単位長さ当たりの質量が重くなるため作業性も悪くなってしまう。
【0031】
なお、均一に圧力を伝える手段として、耐熱フィルム(例えばポリイミドフィルム)に熱伝導性シリコーンゴム層を積層することも考えられるが、プライマー塗布が必要であること、少ない熱圧着回数でフィルムが変形し易いこと、ガラスクロスにシリコーン樹脂を目止め処理した基材クロスより凹凸吸収能力が劣ることが欠点として挙げられる。
【実施例】
【0032】
以下、実施例及び比較例を示し、本発明を具体的に説明するが、本発明は下記の実施例に制限されるものではない。
【0033】
〔実施例1〜4、比較例1〜4〕
(ガラスクロス)
表1及び2に示すように、柱状流高圧水噴射開繊法により開繊処理したガラスクロス及び未処理平織ガラスクロスを各種準備し、シリコーン目止め処理は以下の手順で実施した。
【0034】
(目止め処理)
ポリメチルビニルシロキサン(ジメチルシロキサン単位100モルに対して、側鎖に0.15モルのビニル基を有するもの、平均重合度は約5,000)100質量部、ジメトキシジメチルシラン3質量部、塩酸水(pH3.5)1質量部、ニップシールVN3(日本シリカ工業社製湿式シリカ商品名)40質量部をニーダーにて180℃、1時間加熱混合した。得られたゴムコンパウンド100質量部をキシレン300質量部によく溶解させた後に、1−エチニル−1−シクロヘキサノール0.2質量部、塩化白金酸のビニルシロキサン錯体(白金含有量0.5質量%)0.2質量部、下記式(III)で示されるケイ素原子に直接結合した水素原子を有するジメチルポリシロキサン1.0質量部を順次加えて塗工液を得た。
【化1】

この塗工液をビニルトリメトキシシラン処理ガラスクロスに連続的にディップコートし、150℃の加熱炉の中を5分間通して硬化させ、基材クロスを得た。
【0035】
(熱伝導性シリコーンゴム組成物の配合)
3種類のポリメチルビニルシロキサン(ジメチルシロキサン単位100モルに対して、末端に0.025モルのビニル基を有するもの、側鎖に0.15モルのビニル基を有するもの、側鎖に0.5モルのビニル基を有するもの、平均重合度はいずれも約5,000)、アセチレンブラック(平均粒径35nm、BET比表面積130m2/g)、疎水性シリカ(BET比表面積120m2/g)、酸化セリウム(BET比表面積140m2/g)を二本ロールで配合し、混練りしてゴムコンパウンドを得た。各成分の配合量は、仕上がり硬度が50、熱伝導率はいずれも0.5W/mKとなるように調整した。
得られたコンパウンド100質量部にトルエン300質量部を加えて均一に混練後に、1−エチニル−1−シクロヘキサノール0.2質量部、塩化白金酸のビニルシロキサン錯体(白金含有量0.5質量%)0.2質量部、上記式(III)で示されるケイ素原子に直接結合した水素原子を有するジメチルポリシロキサン1.0質量部を順次加えた。
【0036】
(成形条件)
次にナイフコーターを用いて、基材クロスと熱伝導性シリコーンゴム層を合わせた厚さが0.25mmとなるように上記コンパウンドを基材クロスにコーティングし、160℃の加熱炉の中を5分間通して硬化させた(表1及び2において、ゴム積層と記載)。
また、基材クロスと重ねて使う単層シリコーンゴムシートは、同じくカレンダー成形機を用いて、上記コンパウンドを仕上がり厚さが0.15mmになるようにPET上に転写し、160℃の加熱炉の中を5分間通して硬化させた後にPETを剥離して得た。これを基材クロスに接着せずに重ねた(表1及び2において、2枚使いと記載)。
【0037】
(感圧紙による評価)
加圧時に圧力が均等にかかるかを評価するために、平坦なガラス基板上に感圧紙(富士フィルム社製品名プレスケール中圧用)を置き、その上に作製した熱圧着用シリコーンゴムシートをガラスクロス面が下向きになるように重ね、その上から常温の加圧ツール(断面3mm×200mm)で5MPa、10秒加圧した。感圧紙の変色状態を目視により評価した。結果を表1及び2に示す。
【0038】
(COF圧着による評価)
25μmピッチの銅電極を設けたガラス基板と厚さ35μmのCOFで、厚さ22μmの異方性導電接着フィルムを挟み、その上に作製した熱圧着用シリコーンゴムシートをガラスクロス面が下向きになるように重ね、更にその上から加熱した加圧ツール(異方性導電接着フィルムの到達温度が180℃になるように調整)で、5MPa、15秒圧着し、COF末端の電極が圧着前後にどの程度ずれるかをマイクロスコープにより観察した。圧着に伴う電極ずれの度合いをA(5μm未満)、B(5μm以上10μm未満)、C(10μm以上)で評価した。
厚さ50μm、35μmのガラスクロス層を基材とした場合、ガラスクロスを開繊処理することでCOF圧着テストの位置ずれが改善され、高精細対応に有効であることが示された。結果を表1及び2に示す。
【0039】
【表1】
【0040】
【表2】
【符号の説明】
【0041】
11 基材クロス
11a ガラス繊維
11b シリコーン樹脂
12 熱伝導性シリコーンゴム層
【技術分野】
【0001】
本発明は、電気・電子機器部品の配線接続工程で、熱を伝えると共に均一に圧力をかける目的で使用される熱圧着用シリコーンゴムシートに関するものである。
【背景技術】
【0002】
液晶パネルの製造に際しては、液晶を駆動させるために液晶パネルの透明リード電極と駆動用LSIが搭載されたフレキシブルプリント基板(COF)のリード電極とを、異方性導電接着剤(ペースト状やフィルム状)を介在して熱圧着し、電気的及び機械的に接続することが行われている。この場合、熱と共に均一な圧力を加える目的で、加圧・加熱金属ツールとCOFの間にシリコーンゴムシートを挟むことが一般的となっている。
【0003】
熱圧着用シリコーンゴムシートとしては、例えば、シリコーンゴムに窒化ホウ素と導電性物質を配合しガラスクロスで補強したもの(特許文献1:特開平5−198344号公報)や、シリコーンゴムに窒化ホウ素と導電性物質を配合しガラスクロスで補強し、帯電防止性を付与したもの(特許文献2:特開平6−36853号公報)、シリコーンゴムにセラミック、金属などの良熱伝導性物質を配合したもの(特許文献3:特開平6−289352号公報)、シリコーンゴムに水分を除いた揮発分が0.5%以下であるカーボンブラックを配合し耐熱性を改良したもの(特許文献4:特開平7−11010号公報)等が知られている。しかしながら、これらのものは、シート表面の粘着性についての改善がなされていない。
【0004】
そこで、シリコーンゴムにカーボンブラックを配合したシートと耐熱性樹脂フィルムとを複合化することにより、シート表面の粘着性がない上、強度にも優れた、熱圧着用シリコーンゴム複合シートが提案されている(特許文献5:特開平8−174765号公報)。しかしながら、このシートはシリコーンゴムが耐熱性樹脂フィルムと接着しているので、ゴム単体より柔軟性が低下する。この傾向は、特に、シートの両面に耐熱性樹脂フィルムを設けると強くなる。このため加圧時に均一に圧力をかけることが困難となるので、加圧力を大きくすることが必要となるが、この加圧力には、被圧着体の強度との関係で限界がある。
【0005】
また、ガラスクロスあるいはガラスクロス処理フッ素樹脂シートと熱伝導性シリコーンゴムを積層することが提案されている(特許文献6:特許第3244187号公報、特許文献7:特許第4301468号公報、特許文献8:特開2001−315248号公報、特許文献9:特開2004−168025号公報)。
【0006】
しかし、近年更に液晶パネルの高精細化が進行し、従来品に使用されているガラスクロスの織目に起因する凹凸でも、均一な圧着を妨げたり、パネル電極とCOF電極の位置ずれを発生させたりするため、新規高精細対応シートの開発が求められている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−198344号公報
【特許文献2】特開平6−36853号公報
【特許文献3】特開平6−289352号公報
【特許文献4】特開平7−11010号公報
【特許文献5】特開平8−174765号公報
【特許文献6】特許第3244187号公報
【特許文献7】特許第4301468号公報
【特許文献8】特開2001−315248号公報
【特許文献9】特開2004−168025号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、このような事情に鑑みてなされたものであり、高精細液晶パネルの製造に適した熱圧着用シリコーンゴムシートを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の上記の目的は、扁平又は開繊加工されたガラスクロスを熱伝導性シリコーンゴム層と積層一体化された熱圧着用シリコーンゴムシートにより達成された。
即ち、本発明者らが種々検討した結果、従来の熱圧着用シリコーンゴムシートに使用されてきた扁平又は開繊加工されていないガラスクロスと比較して、扁平又は開繊加工された凹凸の少ないガラスクロスを基材として用いることで、圧着時の圧力分布が更に均一となり、COFの変形やずれを抑制できることを見出し、本発明をなすに至った。
【0010】
従って、本発明は下記熱圧着用シリコーンゴムシートを提供する。
請求項1:
熱伝導性シリコーンゴム層に、扁平又は開繊加工されたガラスクロスが積層一体化されたことを特徴とする熱圧着用シリコーンゴムシート。
請求項2:
上記扁平又は開繊加工されたガラスクロスが、下記式(I)で示される空隙率で10%以下であることを特徴とする請求項1に記載の熱圧着用シリコーンゴムシート。
空隙率=[(b1×b2)/(a1×a2)]×100 (I)
(式中、a1は隣接する経糸の中心間長さの平均値(μm)を、a2は隣接する緯糸の中心間長さの平均値(μm)を、b1は隣接する経糸の隙間の平均値(μm)を、b2は隣接する緯糸の隙間の平均値(μm)を表す。)
請求項3:
上記ガラスクロスがシリコーン樹脂で目止め処理され、更に少なくともその一方の面に熱伝導性シリコーンゴム層が積層されていることを特徴とする請求項1又は2に記載の熱圧着用シリコーンゴムシート。
請求項4:
上記扁平又は開繊加工されたガラスクロスの厚さが0.02mm以上0.1mm以下であることを特徴とする請求項1乃至3のいずれか1項記載の熱圧着用シリコーンゴムシート。
請求項5:
上記熱伝導性シリコーンゴム層が、熱伝導率0.3W/mK以上5W/mK以下で、硬度30以上90以下であることを特徴とする請求項1乃至4のいずれか1項記載の熱圧着用シリコーンゴムシート。
【発明の効果】
【0011】
従来のガラスクロスでは、熱圧着時に経糸と緯糸の交点が特に強くフレキシブルプリント基板に押し付けられる。そのために、狭いピッチの電極接合では位置ずれが生じる場合があった。また、ガラスクロスを含まない単層熱伝導性ゴムシートでは、ガラスクロス含有品と比較して変形し易いために、特にフレキシブルプリント基板の端部で位置ずれが起こり易い傾向があった。
それに対して、本発明の熱圧着用シリコーンゴムシートは、扁平又は開繊加工されたガラスクロスを積層一体化することで、COFと接するシート表面の凹凸が従来品よりも大幅に軽減しており、狭いピッチの電極接合においても位置ずれを大幅に抑制することが可能となった。
【図面の簡単な説明】
【0012】
【図1】本発明の実施例1に係る熱圧着用シリコーンゴムシートの断面図である。
【発明を実施するための形態】
【0013】
本発明の熱圧着用シリコーンゴムシートは、扁平又は開繊加工されたガラスクロスにシリコーン樹脂を目止め処理した基材クロスに対して、少なくともその一方の面に熱伝導性シリコーンゴム層を積層して作製する。
図1はその一例を示し、基材クロス11の一面に熱伝導性シリコーンゴム層12を積層してなるものである。なお、図中11aはガラス繊維、11bはシリコーン樹脂を示す。
【0014】
ここで、本発明に使用されるガラスクロスとしては、経糸及び緯糸を構成するヤーンの平均フィラメント径が4μm以上8μm以下であり、厚さが0.03mm以上0.20mm以下、特に0.10mm以下、経糸及び緯糸の密度がそれぞれ50本/25mm以上であることが好ましい。これよりフィラメント径及び厚さが小さくなると強度が不足し、逆に大きくなるとシート表面の凹凸が大きくなり均一な圧力伝達を妨げることになる。また、経糸及び緯糸の密度が小さくなってもシート表面の凹凸が大きくなる。
このガラスクロスは、扁平又は開繊加工されるものであるが、開繊処理方法としては、ガラスクロスを超音波振動させた水中内で開繊させる超音波法、ガラスクロスを温水中で上下回転筒体によりプレスして開繊させる回転筒体による押圧法、ガラスクロスに柱状流高圧水を噴きつけて開繊させる柱状流高圧水噴射開繊法、バイブロウォッシャー法、稜線法などを適用すればよい。
この場合、上記扁平又は開繊加工されたガラスクロスが、下記式(I)で示される空隙率で10%以下、特に0〜5%であることが好ましい。
空隙率=[(b1×b2)/(a1×a2)]×100 (I)
(式中、a1は隣接する経糸の中心間長さの平均値(μm)を、a2は隣接する緯糸の中心間長さの平均値(μm)を、b1は隣接する経糸の隙間の平均値(μm)を、b2は隣接する緯糸の隙間の平均値(μm)を表す。)
【0015】
上記扁平又は開繊加工されたガラスクロスは、シリコーン樹脂で目止め処理することが好ましい。この場合、シリコーン樹脂がガラス繊維に強く接着するように、ガラスクロスにはシランカップリング剤処理を行うことが好ましい。シランカップリング剤の種類としては、ビニルトリメトキシシラン、ビニルトリエトキシシラン等のビニル基含有シランカップリング剤、3−グリシドキシプロピルトリメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン等のエポキシ基含有シランカップリング剤、N−2(アミノエチル)3−アミノプロピルトリメトキシシラン、N−2(アミノエチル)3−アミノプロピルメチルジメトキシシラン、3−アミノプロピルトリエトキシシラン等のアミノ基含有シランカップリング剤、3−メタクリロキシプロピルトリメトキシシラン等の(メタ)アクリル基含有シランカップリング剤などがあるが、特にビニル基含有シランカップリング剤を用いた場合にガラスクロスとシリコーン樹脂の接着力が向上する。
【0016】
なお、基材クロスに使用されるガラスクロスの厚さは、0.02mm以上0.1mm以下が好ましい。0.02mmより薄くなると機械的強度が不足し、熱圧着時あるいは熱伝導性シリコーンゴム層積層時に変形するおそれがある。また、0.1mmより厚くなると熱圧着用シリコーンゴムシートに占めるガラスクロス層の割合が多くなることでシート全体の熱伝導率が低下してしまう。
【0017】
ガラスクロスへのシリコーン樹脂含浸方法として、ディップコート法、ナイフコート法、スプレーコート法などが挙げられるが、特にディップコート法を用いると薄いコーティング層を良好に成形することができる。
【0018】
ガラスクロスに含浸させる樹脂としては、補強性シリカ配合シリコーンゴム組成物が好ましい。補強性シリカ配合シリコーンゴム組成物のポリマー成分であるオルガノポリシロキサンは他の合成ゴムに比べ非常に強度が弱く、それ自体単独では使用できるレベルのものではない。オルガノポリシロキサンに充填剤、特に補強性シリカを添加することにより使用可能な強度を発揮する。
【0019】
オルガノポリシロキサンは、下記平均組成式(II)
RaSiO(4-a)/2 (II)
(式中、aは1.95〜2.05の正数である。)
で示されるもので、Rは非置換又は置換の一価炭化水素基を表し、具体的にはメチル基、エチル基、プロピル基等のアルキル基、シクロペンチル基、シクロヘキシル基等のシクロアルキル基、ビニル基、アリル基等のアルケニル基、フェニル基、トリル基等のアリール基、あるいはこれらの基の水素原子が部分的に又は全てが塩素原子、フッ素原子等で置換されたハロゲン化炭化水素基などが例示されるが、一般的にはオルガノポリシロキサンの主鎖がジメチルシロキサン単位からなるもの、あるいはこのオルガノポリシロキサンの主鎖にビニル基、フェニル基、トリフルオロプロピル基等を導入したものが好ましい。また分子鎖末端がトリオルガノシリル基又は水酸基で封鎖されたものとすればよいが、このトリオルガノシリル基としては、トリメチルシリル基、ジメチルビニルシリル基、トリビニルシリル基などが例示される。なお、この成分のGPCによるポリスチレン換算の平均重合度は200以上、回転粘度計による25℃における粘度が0.3Pa・s以上のものが好ましく、平均重合度が200未満では硬化後の機械的強度が劣り、脆くなるおそれがある。なお、平均重合度の上限は特に制限されないが、10,000以下であることが好ましい。
また、このオルガノポリシロキサンは、1分子中に少なくとも2個のケイ素原子に結合したアルケニル基を有することが好ましく、Rのうち0.001〜5モル%、特に0.01〜1モル%のビニル基を含有することが好ましい。
【0020】
補強性シリカは機械的強度に優れたシリコーンゴムを得るために配合されるものであり、BET法による比表面積が50m2/g以上、特に100〜400m2/gであることが好ましい。この補強性シリカとしては、煙霧質シリカ(乾式シリカ)、沈降シリカ(湿式シリカ)等が例示される。また、補強性シリカの表面をオルガノポリシロキサン、オルガノシラザン、クロロシラン、アルコキシシラン等で疎水化処理を行ってもよい。
この補強性シリカの添加量は、特に制限されるものではないが、オルガノポリシロキサン100質量部に対して5質量部未満では十分な補強効果が得られないおそれがあり、100質量部より多くすると成形加工性が悪くなる場合があるので、5〜100質量部の範囲、好ましくは20〜80質量部の範囲である。
【0021】
更に必要に応じて、熱伝導性フィラー、着色顔料、耐熱性向上剤、難燃性向上剤、受酸剤などの各種添加剤、あるいは補強性シリカ分散剤として各種アルコキシシラン、ジフェニルシランジオール、カーボンファンクショナルシラン、シラノール基含有シロキサンなどを添加してもよい。
【0022】
補強性シリカ配合シリコーンゴム組成物は、上記成分を二本ロール、バンバリーミキサー、ニーダー、プラネタリーミキサー等の混練機を用いて均一に混合し、必要に応じて100℃以上の温度で熱処理することにより得ることができる。
補強性シリカ配合シリコーンゴム組成物を硬化させゴム弾性体とする硬化剤としては、通常シリコーンゴムの硬化に使用されている従来公知のものでよく、これはラジカル反応に使用されるジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、ジクミルパーオキサイド等の有機過酸化物、付加反応硬化剤としてオルガノポリシロキサンがアルケニル基を有する場合、ケイ素原子に結合した水素原子を1分子中に2個以上含有するオルガノハイドロジェンポリシロキサンと白金族金属系触媒とからなるもの、縮合反応硬化剤としてオルガノポリシロキサンがシラノール基を含有する場合、アルコキシ基、アセトキシ基、ケトオキシム基、プロペノキシ基等の加水分解性基を2個以上有する有機ケイ素化合物などが例示されるが、この添加量は通常のシリコーンゴムと同様にすればよい。
補強性シリカ配合シリコーンゴム組成物としては、ミラブルタイプシリコーンゴム組成物及び液状タイプシリコーンゴム組成物のいずれを用いてもよい。作業性、成形加工性の点から有機過酸化物硬化型又は付加反応硬化型の補強性シリカ配合シリコーンゴム組成物が好ましい。
【0023】
ガラスクロスに含浸させるシリコーン樹脂は、ガラスクロスに薄く、安定して塗工できる樹脂を選択することが好ましい。熱伝導率が高い材料を選択してもよいが、全体の熱伝導率はシリコーン樹脂よりもガラスクロスに依存しており、また、熱伝導性粉末を多くするとガラスクロスが目詰まりを起こし塗工面が荒れたり、硬度が上昇し均一な圧力伝達が阻害されたりするおそれがある。
【0024】
基材クロス層に積層する熱伝導性シリコーンゴム層は、熱伝導率0.3W/mK以上5W/mK以下(ASTM E 1530)、特に0.5〜3W/mKであるものが好ましい。熱伝導率が0.3W/mKより小さいと熱圧着温度を高くしたり、圧着時間を長くしたりする必要があり、効率の面で不利な場合が生じる。3W/mKを超えても、基材クロス層の熱伝導率が制限されるため、特に有利な効果は期待できない。
【0025】
上記熱伝導性シリコーンゴム層を形成するための熱伝導性シリコーンゴム組成物は、ガラスクロスに含浸させる樹脂と同様のオルガノポリシロキサン100質量部に、カーボン、金属、金属酸化物、金属窒化物、金属炭化物から選択される少なくとも1種を10〜1,600質量部添加することで得られるものが好ましい。これらの具体例としては、金属では銀粉、銅粉、鉄粉、ニッケル粉、アルミニウム粉など、金属酸化物では亜鉛、マグネシウム、アルミニウム、ケイ素、鉄等の酸化物、金属窒化物ではホウ素、アルミニウム、ケイ素等の窒化物、金属炭化物ではケイ素、ホウ素等の炭化物などが例示される。
【0026】
必要に応じて、着色顔料、耐熱性向上剤、難燃性向上剤、受酸剤などの各種添加剤、あるいは分散剤として各種アルコキシシラン、ジフェニルシランジオール、カーボンファンクショナルシラン、シラノール基含有シロキサンなどを添加してもよい。
【0027】
熱伝導性シリコーンゴム組成物は、上記成分を二本ロール、バンバリーミキサー、ニーダー、プラネタリーミキサー等の混練機を用いて均一に混合し、必要に応じて100℃以上の温度で熱処理することにより得ることができる。
熱伝導性シリコーンゴム組成物を硬化させゴム弾性体とする硬化剤としては、通常シリコーンゴムの硬化に使用されている従来公知のものでよく、これはラジカル反応に使用されるジ−t−ブチルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、ジクミルパーオキサイド等の有機過酸化物、付加反応硬化剤としてオルガノポリシロキサンがアルケニル基を有する場合、ケイ素原子に結合した水素原子を1分子中に2個以上含有するオルガノハイドロジェンポリシロキサンと白金族金属系触媒とからなるもの、縮合反応硬化剤としてオルガノポリシロキサンがシラノール基を含有する場合、アルコキシ基、アセトキシ基、ケトオキシム基、プロペノキシ基等の加水分解性基を2個以上有する有機ケイ素化合物などが例示されるが、この添加量は通常のシリコーンゴムと同様にすればよい。
熱伝導性シリコーンゴム組成物としては、ミラブルタイプシリコーンゴム組成物及び液状タイプシリコーンゴム組成物のいずれを用いてもよい。作業性、成形加工性の点から有機過酸化物硬化型又は付加反応硬化型の熱伝導性シリコーンゴム組成物が好ましい。
【0028】
熱伝導性シリコーンゴムの硬度に関しては、30以上90以下(JIS K6253に規定のタイプAデュロメーター)であることが好ましい。更に硬度40以上60以下としたときに、COFの位置ずれが低減され、高精細液晶パネル用途としては特に好適である。
【0029】
基材クロスへの熱伝導シリコーン樹脂の積層方法としては、ナイフコート法、コンマコート法、カレンダーコート法等が挙げられ、連続的にコートと焼成を行う。特にカレンダーコート法では無溶剤コートが可能であり、有機溶剤の使用量を削減できる。
【0030】
熱圧着用シリコーンゴムシート全体の厚さは、0.1mm以上1mm以下であることが好ましい。構造上0.1mm未満のものを作製することは難しい。また、1mmを超えると全体の熱伝導率が低下するために圧着機の設定温度を高くする必要があり、また単位長さ当たりの質量が重くなるため作業性も悪くなってしまう。
【0031】
なお、均一に圧力を伝える手段として、耐熱フィルム(例えばポリイミドフィルム)に熱伝導性シリコーンゴム層を積層することも考えられるが、プライマー塗布が必要であること、少ない熱圧着回数でフィルムが変形し易いこと、ガラスクロスにシリコーン樹脂を目止め処理した基材クロスより凹凸吸収能力が劣ることが欠点として挙げられる。
【実施例】
【0032】
以下、実施例及び比較例を示し、本発明を具体的に説明するが、本発明は下記の実施例に制限されるものではない。
【0033】
〔実施例1〜4、比較例1〜4〕
(ガラスクロス)
表1及び2に示すように、柱状流高圧水噴射開繊法により開繊処理したガラスクロス及び未処理平織ガラスクロスを各種準備し、シリコーン目止め処理は以下の手順で実施した。
【0034】
(目止め処理)
ポリメチルビニルシロキサン(ジメチルシロキサン単位100モルに対して、側鎖に0.15モルのビニル基を有するもの、平均重合度は約5,000)100質量部、ジメトキシジメチルシラン3質量部、塩酸水(pH3.5)1質量部、ニップシールVN3(日本シリカ工業社製湿式シリカ商品名)40質量部をニーダーにて180℃、1時間加熱混合した。得られたゴムコンパウンド100質量部をキシレン300質量部によく溶解させた後に、1−エチニル−1−シクロヘキサノール0.2質量部、塩化白金酸のビニルシロキサン錯体(白金含有量0.5質量%)0.2質量部、下記式(III)で示されるケイ素原子に直接結合した水素原子を有するジメチルポリシロキサン1.0質量部を順次加えて塗工液を得た。
【化1】
この塗工液をビニルトリメトキシシラン処理ガラスクロスに連続的にディップコートし、150℃の加熱炉の中を5分間通して硬化させ、基材クロスを得た。
【0035】
(熱伝導性シリコーンゴム組成物の配合)
3種類のポリメチルビニルシロキサン(ジメチルシロキサン単位100モルに対して、末端に0.025モルのビニル基を有するもの、側鎖に0.15モルのビニル基を有するもの、側鎖に0.5モルのビニル基を有するもの、平均重合度はいずれも約5,000)、アセチレンブラック(平均粒径35nm、BET比表面積130m2/g)、疎水性シリカ(BET比表面積120m2/g)、酸化セリウム(BET比表面積140m2/g)を二本ロールで配合し、混練りしてゴムコンパウンドを得た。各成分の配合量は、仕上がり硬度が50、熱伝導率はいずれも0.5W/mKとなるように調整した。
得られたコンパウンド100質量部にトルエン300質量部を加えて均一に混練後に、1−エチニル−1−シクロヘキサノール0.2質量部、塩化白金酸のビニルシロキサン錯体(白金含有量0.5質量%)0.2質量部、上記式(III)で示されるケイ素原子に直接結合した水素原子を有するジメチルポリシロキサン1.0質量部を順次加えた。
【0036】
(成形条件)
次にナイフコーターを用いて、基材クロスと熱伝導性シリコーンゴム層を合わせた厚さが0.25mmとなるように上記コンパウンドを基材クロスにコーティングし、160℃の加熱炉の中を5分間通して硬化させた(表1及び2において、ゴム積層と記載)。
また、基材クロスと重ねて使う単層シリコーンゴムシートは、同じくカレンダー成形機を用いて、上記コンパウンドを仕上がり厚さが0.15mmになるようにPET上に転写し、160℃の加熱炉の中を5分間通して硬化させた後にPETを剥離して得た。これを基材クロスに接着せずに重ねた(表1及び2において、2枚使いと記載)。
【0037】
(感圧紙による評価)
加圧時に圧力が均等にかかるかを評価するために、平坦なガラス基板上に感圧紙(富士フィルム社製品名プレスケール中圧用)を置き、その上に作製した熱圧着用シリコーンゴムシートをガラスクロス面が下向きになるように重ね、その上から常温の加圧ツール(断面3mm×200mm)で5MPa、10秒加圧した。感圧紙の変色状態を目視により評価した。結果を表1及び2に示す。
【0038】
(COF圧着による評価)
25μmピッチの銅電極を設けたガラス基板と厚さ35μmのCOFで、厚さ22μmの異方性導電接着フィルムを挟み、その上に作製した熱圧着用シリコーンゴムシートをガラスクロス面が下向きになるように重ね、更にその上から加熱した加圧ツール(異方性導電接着フィルムの到達温度が180℃になるように調整)で、5MPa、15秒圧着し、COF末端の電極が圧着前後にどの程度ずれるかをマイクロスコープにより観察した。圧着に伴う電極ずれの度合いをA(5μm未満)、B(5μm以上10μm未満)、C(10μm以上)で評価した。
厚さ50μm、35μmのガラスクロス層を基材とした場合、ガラスクロスを開繊処理することでCOF圧着テストの位置ずれが改善され、高精細対応に有効であることが示された。結果を表1及び2に示す。
【0039】
【表1】
【0040】
【表2】
【符号の説明】
【0041】
11 基材クロス
11a ガラス繊維
11b シリコーン樹脂
12 熱伝導性シリコーンゴム層
【特許請求の範囲】
【請求項1】
熱伝導性シリコーンゴム層に、扁平又は開繊加工されたガラスクロスが積層一体化されたことを特徴とする熱圧着用シリコーンゴムシート。
【請求項2】
上記扁平又は開繊加工されたガラスクロスが、下記式(I)で示される空隙率で10%以下であることを特徴とする請求項1に記載の熱圧着用シリコーンゴムシート。
空隙率=[(b1×b2)/(a1×a2)]×100 (I)
(式中、a1は隣接する経糸の中心間長さの平均値(μm)を、a2は隣接する緯糸の中心間長さの平均値(μm)を、b1は隣接する経糸の隙間の平均値(μm)を、b2は隣接する緯糸の隙間の平均値(μm)を表す。)
【請求項3】
上記ガラスクロスがシリコーン樹脂で目止め処理され、更に少なくともその一方の面に熱伝導性シリコーンゴム層が積層されていることを特徴とする請求項1又は2に記載の熱圧着用シリコーンゴムシート。
【請求項4】
上記扁平又は開繊加工されたガラスクロスの厚さが0.02mm以上0.1mm以下であることを特徴とする請求項1乃至3のいずれか1項記載の熱圧着用シリコーンゴムシート。
【請求項5】
上記熱伝導性シリコーンゴム層が、熱伝導率0.3W/mK以上5W/mK以下で、硬度30以上90以下であることを特徴とする請求項1乃至4のいずれか1項記載の熱圧着用シリコーンゴムシート。
【請求項1】
熱伝導性シリコーンゴム層に、扁平又は開繊加工されたガラスクロスが積層一体化されたことを特徴とする熱圧着用シリコーンゴムシート。
【請求項2】
上記扁平又は開繊加工されたガラスクロスが、下記式(I)で示される空隙率で10%以下であることを特徴とする請求項1に記載の熱圧着用シリコーンゴムシート。
空隙率=[(b1×b2)/(a1×a2)]×100 (I)
(式中、a1は隣接する経糸の中心間長さの平均値(μm)を、a2は隣接する緯糸の中心間長さの平均値(μm)を、b1は隣接する経糸の隙間の平均値(μm)を、b2は隣接する緯糸の隙間の平均値(μm)を表す。)
【請求項3】
上記ガラスクロスがシリコーン樹脂で目止め処理され、更に少なくともその一方の面に熱伝導性シリコーンゴム層が積層されていることを特徴とする請求項1又は2に記載の熱圧着用シリコーンゴムシート。
【請求項4】
上記扁平又は開繊加工されたガラスクロスの厚さが0.02mm以上0.1mm以下であることを特徴とする請求項1乃至3のいずれか1項記載の熱圧着用シリコーンゴムシート。
【請求項5】
上記熱伝導性シリコーンゴム層が、熱伝導率0.3W/mK以上5W/mK以下で、硬度30以上90以下であることを特徴とする請求項1乃至4のいずれか1項記載の熱圧着用シリコーンゴムシート。
【図1】

【公開番号】特開2012−106409(P2012−106409A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−256940(P2010−256940)
【出願日】平成22年11月17日(2010.11.17)
【出願人】(000002060)信越化学工業株式会社 (3,361)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月17日(2010.11.17)
【出願人】(000002060)信越化学工業株式会社 (3,361)
【Fターム(参考)】
[ Back to top ]