
非フォイル系包装用ラミネート、その製造方法、及びそのラミネートから作製される包装容器
本発明は、紙又は他のセルロース・ベース材料からなる層11と、ポリオレフィン・ベース・ポリマーからなる最外液密性加熱融着可能層14、15と、紙又はセルロース・ベース材料からなる先述の層の内方側に被覆される蒸着体である、誘導感熱性金属コーティング12とを含む、液状食品包装用の非フォイル系包装用ラミネートに関する。さらに、本発明は、包装用ラミネートを製造するための方法と、この包装用ラミネートから作製される包装容器と、この包装用ラミネートを包装容器へと誘導加熱融着する方法とに関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液状食品用又は飲料用のパッケージへと誘導加熱融着するための非フォイル系包装用ラミネートに関する。さらに、本発明は、この包装用ラミネートを製造するための方法と、この包装用ラミネートから、したがってこの非フォイル系包装用ラミネートを誘導加熱融着する方法を使用して、作製される包装容器とに関する。
【背景技術】
【0002】
液状食品用の使い捨てタイプの包装容器は、板紙又はボール紙をベースとした包装用ラミネートからしばしば作製される。かかる一般的に存在する包装容器の1つが、Tetra Brik Asepticの商標名の下で市販されており、長期周囲温度保管用に販売される牛乳、果実飲料、等々の液状食品を無菌包装するために主に使用される。この既知の包装容器における包装用材料は、典型的には、紙又は板紙からなるバルク芯材層と、熱可塑性材料からなる外方液密層とを含むラミネートである。例えば牛乳又は果実飲料の無菌包装及び包装などを目的として、この包装容器を気密に、特に酸素気密にするためには、これらの包装容器におけるラミネートは、通常は少なくとも1つの追加層を、最も一般的にはアルミニウム・フォイルを含む。
【0003】
ラミネートの内側、すなわちラミネートから作製される容器に充填される食品内容物に面するように意図される側には、アルミニウム・フォイル上に施された最内層が存在し、この最内内側層は、加熱融着可能な接着性ポリマー及び/又はポリオレフィンを含む、1つ又は複数の部分層から構成されてもよい。さらに、芯材層の外側にも、最外加熱融着可能ポリマー層が存在する。
【0004】
さらに、アルミニウム・フォイルにより、この包装用材料は、容器を作製する際に機械的強度の高い液密且つ気密の融着接合部又はシームを得るための高速且つ効率的な融着技術である誘導加熱融着による加熱融着が可能なものとなる。
【0005】
この包装容器は、一般的には、包装用材料のウェブから又は事前に作製された半加工品からパッケージを形成、充填、及び融着するタイプの最新の高速包装機により作製される。したがって、包装容器は、最内加熱融着可能熱可塑性ポリマー層と最外加熱融着可能熱可塑性ポリマー層を一体的に溶接することにより、積層された包装用材料のウェブの両長手方向縁部を重畳接合において互いに一体化させることによって、ウェブを筒に再形成することにより作製され得る。この筒は、意図された液状食品で充填され、その後、筒内の内容物の高さの下方にて、互いから所定の距離を置いて筒を反復的に横軸方向融着することによって、個々のパッケージへと分割される。これらのパッケージは、横軸方向融着部に沿って切断することにより筒から分離され、包装用材料中に用意された折り目線に沿って折曲げ形成することにより、通常は平行六面体である所望の幾何学的構成を与えられる。
【0006】
この連続的な筒形成、充填、及び融着包装方法のコンセプトの主な利点は、ウェブが、筒形成の直前に連続的に滅菌され、したがって無菌包装方法を、すなわち、充填されることとなる液体内容物及び包装用材料自体が細菌から還元され、充填された製品中における微生物の繁殖の危険性を伴うことなく充填されたパッケージを周囲温度でも長期間にわたり保管し得るように、充填された包装容器が清潔な環境下において作製される方法を可能にし得るという点である。この連続的なTetra Brik(登録商標)タイプの包装方法のもう1つの重要な利点は、上述のように、連続的な高速包装が可能であることであり、これは、費用対効果に関してかなりの影響を有する。
【0007】
この包装用ラミネート内のアルミニウム・フォイルの層は、殆どのポリマー製のガス遮断材料に比べて、優れたガス遮断特性をもたらす。液状食品を無菌包装するための従来的なアルミニウム・フォイル・ベースの包装用ラミネートは、その性能レベルにおいては、今日市場において入手可能な最も費用対効果の高い包装用材料である。競合する他の材料はいずれも、原材料に関してさらに費用対効果が高く、同等の食品保存特性を有し、完成された包装用ラミネートへと変える際の複雑性が比較的低くなければならない。
【0008】
今日では、結果的に得られる材料の環境プロファイルの向上を求めて、ラミネート構造体中にアルミニウム・フォイルを有さないこのような包装用材料を開発する傾向が高まりつつある。この場合に、包装用材料を製造するためのコスト、及びこの包装用ラミネートから作製される包装容器を無菌長期保管するために必要な特性を維持するためのコストを下げることが、当然ながら望ましい。
【0009】
それと同時に、包装用ラミネートが、現行において世界中の牛乳加工所及び充填所にて稼働している既設ベースの充填機及び包装機における使用に直に適したものであることが理想的である。しかし、包装用ラミネートからアルミニウム・フォイルを除去することにより、最外熱可塑性層の加熱融着に関して解決すべき技術的問題が生じている。その理由は、アルミニウム・フォイルにより誘導されていたように、磁場から生じる、熱を生成させるための電流を誘導しやすい材料が、ラミネート中に存在しないからである。その代わりに、超音波振動又は古い従来的な対流及び熱気融着方法による熱生成などの代替技術が、議論され、開発されてきた。かかる代替的な融着技術を実施するためには、牛乳加工所及び充填所に既設の包装機の融着パーツを完全に再構築することが必要である。
【0010】
金属化された1つの層を含む2つ以上の遮断層を伴う包装用ラミネートが、フォイル・ベース・ラミネートの実現可能な代替物となり得るものとして考案されているが、現行の誘導加熱融着設備が使用不可能になるという上述の問題を有する。
【0011】
しかし、今日においては、これまで信じられてきたものとは全く異なり、既存の機械に対してさほど革新的でもないいくつかの適合化がなされた場合には、誘導融着技術により金属化された層を用いて隣接する熱可塑性層を熱溶融するのに十分な熱を実際には生成することが可能であることが判明している。初めに検査される金属化された層は、主として配向PETフィルム基材上に被覆した。
【0012】
しかし、金属化された層に対して誘導融着技術を適合化させることに関する継続的な研究に関連して、異なる基材が金属被覆及びその後の誘導加熱融着に対する適性においてそれぞれ異なることが判明した。十分に機能するためには、金属化された層は、層品質と、厚さ又は光学密度とのある組合せを有さなければならないようである。ここで品質とは、層が、均質的であるべきであり、積層された包装用材料の幅及び長さの全体にわたり実質的に同一の厚さを有すべきであることを主に意味する。
【0013】
PETフィルム基材は、一般的には、上述の種類の包装用ラミネートにそれらがもたらすものの割には極めて高額である。実際に、PETフィルム基材によって包装用ラミネートにもたらされるほぼ唯一の重要な寄与は、金属化された層のための担体としての役割である。誘導融着技術は、他の比較的廉価なポリマー基材に対しても適合することが可能であると考えられているが、この融着プロセスは、効率的に及び確実に実施するためにはより多大なる較正及び監視をおそらく要することとなることが判明している。さらに、基材の選択が、加熱融着プロセスの際の金属化された層の品質及び耐久性に影響を及ぼし得ることも判明している。
【0014】
したがって、費用対効果の高く、頑丈な、すなわち製造条件及び取扱い条件における中程度の変動にも信頼性の高い、例えば牛乳又は他の飲料などの無菌液状食品包装を行うための非アルミニウム・フォイル系包装用材料であり、周囲温度条件下において長期にわたり無菌保管するための包装容器において十分な遮断特性を実現し、既設ベースの充填及び融着設備において誘導融着することにより融着することが可能な、非アルミニウム・フォイル系包装用材料に対する需要が、依然として存在する。
【発明の概要】
【発明が解決しようとする課題】
【0015】
したがって、本発明の1つの目的は、非フォイル系の誘導加熱融着可能な紙又は板紙の包装用ラミネートの製造における上出の問題を解消又は緩和することである。
【0016】
本発明の別の目的は、誘導加熱融着により良好な液密性及び気密性を有する包装容器へと加熱融着され得る、液体又は含水食品の長期無菌包装に適した、非フォイル系の紙又は板紙の包装用ラミネートを提供することである。
【0017】
本発明のさらなる目的は、誘導加熱融着により良好な液密性及び気密性を有する包装容器であって、気体及び水蒸気に対してのみならず光及び臭気物質に対しても良好な遮断特性を有する包装容器へと加熱融着され得る、液体又は含水食品の長期無菌包装に適した、費用対効果の高い非フォイル系の紙又は板紙の包装用ラミネートを提供することである。
【課題を解決するための手段】
【0018】
したがって、これらの目的は、添付の特許請求の範囲に規定されるような積層された包装用材料、包装容器、及びこの包装用材料の製造方法により、本発明によって達成される。
【0019】
本発明の第1の態様によれば、これらの全般的な目的は、液状食品用又は飲料用のパッケージへと誘導加熱融着するための非フォイル系包装用ラミネートによって達成される。この装用ラミネートは、紙又は他のセルロース・ベース材料からなる少なくとも1つの第1の層を含み、この第1の紙層は、包装用ラミネートの内方側に配置され、金属蒸着された層を受容及び支持するように事前被覆されて、隣接する熱可塑性ポリマー層において加熱融着を誘発させるようになされる。この包装用ラミネートは、紙又はセルロース・ベース材料からなる前記事前被覆された第1の層の内方側の上に及び隣接して直に施されるか又は蒸着される、先述の金属蒸着層をさらに含む。この包装用ラミネートは、金属蒸着コーティングの内方側に施される、液密性加熱融着可能熱可塑性ポリマー材料からなる1つ又は複数の層をさらに含む。通常は、及びもっとも好都合には、液密の加熱融着可能な熱可塑性ポリマー材料からなる最外層が、包装用ラミネートの逆側にも施される。
【0020】
本発明の良好に機能する一実施例によれば、金属蒸着コーティングに平滑受容表面を与え、後の加熱融着作業の際に良好に前記金属コーティングを支持するように紙を準備するために、紙又は他のセルロース・ベース材料からなる第1の層は、加熱融着可能材料からなる最内層よりも融点が高い誘導融着耐久性被覆層により、その内方側を被覆される。その後、誘導加熱融着耐久性被覆層の内方側に、隣接する熱可塑性ポリマー層において加熱融着を誘発するようになされた誘導感熱性金属蒸着コーティングからなる前記層が、さらに施される。
【0021】
金属蒸着被覆に対して準備するために紙層上にかかるコーティングを形成する最も費用対効果の高い方式は、紙層上に液体組成物を液膜被覆(一般的には分散被覆ともしばしば呼ばれる)し、その後これを乾燥させる方法によって、かかるコーティングを施すものである。この液体組成物は、水性媒体又は溶媒中に分散又は溶解された誘導融着耐久性ポリマー結合剤を含む。
【0022】
いくつかの良好に機能する実例によれば、誘導融着耐久性被覆層は、ポリビニルアルコール(PVOH)、水分散性エチレンビニルアルコール(EVOH)、ポリ塩化ビニリデン(PVDC)、水分散性ポリアミド(PA)、水分散性ポリエステル、多糖、デンプン及びデンプン誘導体を含む多糖誘導体、並びにそれらの2つ以上の組合せからなる群より選択されるポリマーを主に含む組成物から形成される。重要なことは、このように被覆された層は、熱可塑性材料からなる最内層よりも融点が高く、これにより、包装用ラミネートを充填及び融着されたパッケージへと加熱融着することが意図される点である。好ましくは、熱可塑性加熱融着可能材料は、ポリオレフィンをベースとし、さらに好ましくはポリエチレンをベースとし、最も好ましくは例えばLDPE、LLDPE、又はm−LLDPEなどの低密度ポリエチレンをベースとする。
【0023】
費用対効果が比較的高く、プラスの環境プロファイルを有するポリマーを使用することが望ましい場合には、誘導融着耐久性被覆層は、PVOH、水分散性EVOH、又はデンプンを主に含む組成物から形成される。水分散性EVOHは、溶融加工可能EVOHに比べて高量のビニルアルコールユニットを有し、EVOHよりもPVOHに性質上においてより類似している。純PVOH及びデンプン・ベース・ポリマーは、多少なりとも生物分解性のものであってもよく、そのため、かかるポリマーは、ある包装用途にとってはさらに望ましいものとなる場合がある。
【0024】
さらに、液膜被覆に適するいくつかのポリマー結合剤が、ガス遮断特性をさらに有し、これは、包装用ラミネートにおいてさらにより望ましい。したがって、誘導融着耐久性被覆層は、(PVOH)、水分散性(EVOH)、(PVDC)、水分散性ポリアミド(PA)、デンプン、デンプン誘導体、及びそれらの2つ以上の組合せからなる群より選択されるポリマーを主に含む組成物から形成されることが好ましい場合がある。
【0025】
アルミニウム・フォイルと比較すると、液膜被覆遮断ポリマーとしてのPVOHは、多数の望ましい特性を享受し、その結果として、多くの状況において最も好ましい遮断材料となる。とりわけ、良好な膜形成特性、食品との適合性、及び経済的価値、それに加えて高い酸素ガス遮断特性が挙げられる。特にPVOHは、牛乳の包装にとって特に重要である高い臭気遮断特性を有する包装用ラミネートをもたらす。
【0026】
例えばデンプン又はデンプン誘導体などの、多数の他の考えられるかような高温溶融ポリマーと同様に、ポリビニルアルコールは、液膜被覆プロセスによって、すなわち、施されると広がって基材上において薄い均一な層となり、その後乾燥される、水性分散液若しくは水溶液又は溶剤ベース分散液若しくは溶剤ベース溶液の形態で、適切に施される。
【0027】
水溶液系は、一般的には、いくつかの環境的利点を有する。好ましくは、液体ガス遮断組成物は、溶剤ベース系よりも良好な作業環境適合性をさらに通常有するため、水ベースである。
【0028】
PVOHコーティングの水蒸気遮断特性及び酸素遮断特性を向上させるために、カルボン酸官能基を有するポリマー又は化合物が、この組成物中に含まれてもよい。適切には、カルボン酸官能基を有するポリマーは、エチレンアクリル酸コポリマー(EAA)及びエチレンメタクリル酸コポリマー(EMAA)又はそれらの混合物の中から選択される。既知のかかる特に好ましい遮断層混合物の1つは、PVOH、EAA、及び無機薄層状化合物から構成される。EAAコポリマーは、次いで、乾燥コーティング重量で約1〜20重量%の量で遮断層中に含まれる。
【0029】
酸素遮断特性及び水遮断特性の向上は、高い乾燥温度におけるPVOHとEAAとの間におけるエステル化反応により、PVOHが、PVOHの構造体中に構築される疎水性EAAポリマー鎖によって架橋されることから得られると考えられている。しかし、かかる混合物は、添加剤のコストにより比較的高価である。さらに、これらの組成物は、高温での乾燥及び硬化により比較的高耐久性に作られ得る。架橋は、例えば金属酸化物などの金属化合物などの多価化合物の存在によっても誘発され得るが、かかる化合物は、これを目的とする被覆化合物中においてあまり好ましくない。
【0030】
特殊な種類の水分散性エチレンビニルアルコールポリマー(EVOH)が、後から開発されたが、酸素遮断液膜組成物に関して考え得るものとなり得る。しかし、従来的なEVOHポリマーは、通常は、押出成形を目的とされており、水性媒体中において分散/溶解して、5g/m2未満の、好ましくは3.5g/m2未満の薄い液膜被覆された遮断膜を作製することが不可能である。このEVOHは、水分散性又は水溶性となるべきやや高量のビニルアルコールモノマーユニットを含むべきであり、その特性は、PVOHの液膜コーティンググレードの特性に可能な限り近いものであるべきであると考えられている。押出成形されたEVOHは、液膜被覆されたEVOHの代替とはならない。その理由は、押出成形されたEVOHは、元来、押出成形被覆用のEVOHグレードに比べてPVOHに類似の特性を有さず、押出成形被覆又は押出成形積層により単一層として5g/m2未満の費用対効果の高い量で施すことが不可能であり、すなわち一般的に非常に高価なポリマーである共有押出成形連結層を要するからである。さらに、非常に薄い押出成形された層は、過度に急速に冷却し、隣接層への十分な積層結合を維持するのに十分な熱エネルギーを有さない。
【0031】
液膜被覆に適するポリマー結合剤の他の実例は、多糖、特に、好ましくは酸化デンプン、カチオンデンプン、及びヒドロキシプロピル化デンプンなどのデンプン又はデンプン誘導体である。かかる変性デンプンの実例は、次亜塩素酸塩酸化処理されたジャガイモデンプン(Raisio社によるRaisamyl 306)、ヒドロキシプロピル化トウモロコシデンプン(Cerestar 05773)である。しかし、さらに他のデンプン形態及びデンプン誘導体が、液膜被覆結合剤として実用可能である。
【0032】
ポリマー結合剤の他の実例は、アクリル酸ポリマー又はメタクリル酸ポリマーなどのカルボン酸含有ポリマーと、PVOH又はデンプンなどのポリアルコールポリマーとの混合物を含むコーティングである。これらのポリマー結合剤の架橋反応は、上述のように、高湿度に対する抵抗性にとっては好ましい。
【0033】
しかし、最も好ましくは、結合剤ポリマーは、PVOHである。その理由は、PVOHは、上述の全ての良好な特性、すなわち、良好な誘導加熱融着耐性に加えて、良好な膜形成特性、ガス遮断特性、費用対効果、食品適合性、及び臭気遮断特性を有するからである。
【0034】
PVOHベースのガス遮断組成物は、PVOHが少なくとも98%の、好ましくは少なくとも99%の鹸化度を有する場合には、最も良好に機能するが、鹸化度の比較的低いPVOHもまた、良好な特性を示す。
【0035】
一実施例によれば、液体組成物は、酸素ガス遮断特性をさらに向上させるために無機粒子をさらに含む。
【0036】
ポリマー結合剤材料は、例えば、薄層状形状又は薄片形態の無機化合物と混合されてもよい。薄片形状の無機粒子を層状に配置することにより、酸素ガス分子は、遮断層間の通常の直線状経路よりも長い過程を、酸素遮断層を貫通する蛇行経路を経由して移動しなければならない。
【0037】
一実施例によれば、無機薄層状化合物は、剥離された状態へと分散されるいわゆるナノ粒子化合物であり、すなわち、層状無機化合物の薄層が、液体媒体によって互いから分離される。したがって、好ましくは、これらの層状化合物は、分散時に無機材料の層構造を貫通したポリマー分散液又はポリマー溶液によって、膨張されるか又は開裂され得る。層状化合物は、さらに、ポリマー溶液又はポリマー分散液に加えられる前に、溶媒によって膨張されてもよい。しがたって、無機薄層状化合物は、液体ガス遮断組成物中及び乾燥された遮断層中において剥離状態へと分散される。粘土鉱物という用語には、カオリナイト類、アンチゴライト類、スメクタイト類、バーミキュライト類、ベントナイト類、又は雲母類の各鉱物が含まれる。具体的には、ラポナイト、カオリナイト、ディッカイト、ナクライト、ハロイサイト、アンチゴライト、クリソタイル、パイロフィライト、モンモリロナイト、ヘクトライト、サポナイト、ソーコナイト、ナトリウム四ケイ素雲母、ナトリウムテニオライト、白雲母、マルガライト、バーミキュライト、フロゴパイト、及びキサントフィライト等々を、適当な粘土鉱物として挙げることができる。好ましいナノ粒子は、モンモリロナイトのナノ粒子であり、最も好ましくは純化されたモンモリロナイト又はナトリウム交換モンモリロナイト(Na−MMT)のナノ粒子である。ナノサイズの無機薄層状化合物又は粘土鉱物は、好ましくは、剥離された状態において、50〜5000のアスペクト比と、最大で約5μmの粒径とを有する。
【0038】
好ましくは、無機粒子は、50〜5000のアスペクト比を有するかかる薄層状ベントナイト粒子から主に構成される。
【0039】
適切には、遮断層は、乾燥コーティング重量で約1〜約40重量%の、さらに好ましくは約1〜約30重量%の、及び最も好ましくは約5〜約20重量%の無機薄層状化合物を含む。この量が、過度に低い場合には、被覆され乾燥された遮断層のガス遮断特性は、無機薄層状化合物が使用されない場合と比較してもさほど向上しない。この量が、過度に高い場合には、液体組成物は、コーティングとして施すのがさらに困難になり、アプリケータ・システムの貯蔵タンク及び導管内における取扱いがさらに困難になる。好ましくは、遮断層は、乾燥コーティング重量で約99〜約60重量%の、さらに好ましくは約99〜約70重量%の、及び最も好ましくは約95〜約80重量%のポリマーを含む。分散安定剤又は同様のものなどの添加剤が、ガス遮断組成物中に、好ましくは乾燥コーティングで約1重量%未満の量にて含まれてもよい。
【0040】
別の実施例によれば、無機粒子は、10〜500のアスペクト比を有する薄層状タルカム粒子から主に構成される。この組成物は、通常は、乾燥重量で10〜50重量%の、さらに好ましくは20〜40重量%の量のタルカム粒子を含む。20重量%未満では、ガス遮断特性において著しい向上は見られず、50重量%超では、被覆された層は、層中の粒子間の内部結合が比較的弱いことにより、比較的もろく壊れやすいものとなり得る。50重量%超では、ポリマー結合剤は、粒子を囲み分散させ、層内においてそれらを互いに積層させるには低すぎる量のようである。
【0041】
代替的には、3〜150nmの、好ましくは4〜100nmの、さらにより好ましくは5〜70nmの粒径であり、好ましくはアモルファス及び球形である、コロイドシリカ粒子が使用される場合には、驚くほどに良好な酸素遮断特性が実現され得る。さらに、コロイドシリカ粒子の使用は、液体遮断組成物が15〜40重量%の、好ましくは20〜35重量%の、及びさらに好ましくは24〜31重量%の乾燥含量で施されることにより、強制乾燥の必要性が低下するという利点を有する。
【0042】
使用し得る無機粒子の他の代替例は、カオリン、雲母、炭化カルシウム等々の粒子である。
【0043】
酸素遮断特性をもたらすために無機粒子を使用する場合でも好ましいポリマー結合剤は、部分的には上述の有利な特性により、PVOHとなる。さらに、PVOHは、複合的な視点からも有利であり、すなわち、PVOHの水溶液中において無機粒子を分散又は剥離させて、PVOH及び粒子の安定的な混合物を形成することが概して容易であり、したがって均質な組成及び形態を有する良好に被覆されたフィルムが可能となる。
【0044】
好ましくは、本発明によれば、前記誘導加熱融着耐久性層は、乾燥重量で0.5〜7g/m2の、好ましくは0.5〜5g/m2の、さらに好ましくは0.5〜3g/m2の合計量で施される。0.5g/m2未満では、誘導融着耐久性の効果が過度に低いものとなり、施される層が薄すぎる場合には、施された遮断層を乾燥させるための水又は溶剤の除去と関連して、紙又は基材の特徴によってはピン穴が形成される危険性がある。他方において、7g/m2超では、全般的にはポリマーのコストが高いことにより、及び分散液体を蒸発させるためのエネルギー・コストが高いことにより、この被覆される層によって、包装用ラミネートは費用対効果の高いものとはならない。
【0045】
さらに、0.5g/m2超のPVOHにより、認め得るレベルの酸素遮断が実現され、0.5〜3.5g/m2の間で、遮断特性とコストとの間の良好なバランスが実現される。
【0046】
本発明の一実施例によれば、酸素ガス遮断層は、中間乾燥を伴う2つの連続ステップにおいて、2つの部分層として施される。2つの部分層としてこのように施される場合には、各層は、0.3〜3.5g/m2の、好ましくは0.5〜2.5g/m2の量で適切に施され、比較的低量の液体ガス遮断組成物から比較的高い品質の全体層をもたらす。さらに好ましくは、これらの2つの部分層は、それぞれ0.5〜2g/m2の、好ましくはそれぞれ0.5〜1.5g/m2の量で施される。
【0047】
金属蒸着被覆層は、物理蒸着(PVD)により薄く被覆された紙基材の上に施される。本発明によるこの薄い金属蒸着コーティングは、ナノメートル厚であり、すなわち、例えば5〜500nm(50〜5000Å)、好ましくは5〜200nm、さらに好ましくは5〜100nm、及び最も好ましくは5〜50nmなどの、ナノメートル単位で最適に算定される厚さを有する。
【0048】
一般的には、5nm未満では、誘導加熱融着耐久性特性は、使用するには低すぎるものとなる場合があり、200nm超では、コーティングは、可撓性が比較的低下する場合があり、したがって可撓性基材上に施された場合にクラッキングを比較的生じやすいものとなる場合がある。
【0049】
一般的には、誘導加熱耐久性を有するこのような蒸着コーティングは、金属化合物から作製され、好ましくは、誘導加熱融着誘発金属蒸着被覆層は、アルミニウムから実質的に構成される層である。通常は、アルミニウム金属化された層は、元来、利用される金属被覆プロセスの性質により、酸化アルミニウムから構成される薄い表面部分を有する。
【0050】
適切には、金属蒸着被覆層は、1〜5の、好ましくは1.5〜3.5の、さらに好ましくは2〜3の光学密度(OD)を有する。
【0051】
アルミニウム・ベースの薄い蒸着された層は、好ましくは5〜100nmの、さらに好ましくは5〜50nmの厚さを有し、この厚さは、従来的な厚さ、すなわち6.3μmのアルミニウム・フォイル中に存在するアルミニウム金属材料の1%未満に相当する。
【0052】
基材のコーティングの接着を向上させるために、基材フィルムの表面処理ステップが、基材の蒸着被覆、特に基材の金属化の前に実施されてもよい。
【0053】
本発明による最も好ましい金属は、アルミニウムであるが、本発明によれば、均質なコーティングへと真空蒸着され得る任意の他の金属を使用することができる。したがって、Au、Ag、Cr、Zn、Ti、又はCuなどの比較的好ましくなく比較的一般的でない金属もまた、考えられる。一般的には、金属又は金属と金属酸化物との混合物からなる薄いコーティングにより、水蒸気に対する遮断特性が得られ、これらのコーティングは、水蒸気が多層フィルム又は包装用ラミネートの中及びそれらを貫通して移動することが所望の機能により防止されなければならない場合にも使用される。しかし、最も一般的には、金属化コーティング中の金属は、アルミニウム(Al)である。
【0054】
金属蒸着被覆プロセスを費用対効果の高いものにするためには、基材、すなわち紙又は他のセルロース・ベース材料からなる第1の最内に配置される層(11)は、可能な限り長いメートルを被覆される紙のロール上に巻き付けることができるように、可能な限り薄いものであるべきである。好ましくは、第1の紙層は、20〜100g/m2の、好ましくは20〜70g/m2の、さらに好ましくは30〜60g/m2の表面重量を有する。紙が過度に薄い場合には、当然ながら、後の被覆プロセス及び積層プロセスにおける取扱いがさらに困難なものとなる。他方において、この紙をさらに薄くすることが可能であればあるほど、金属蒸着被覆プロセスにおいて費用対効果のさらに高いものとなり得る。剛性の観点からわかるように、比較的厚い第1の紙層は、全体的な包装用ラミネート構造体の剛性及びグリップ能力をさらに高めることにも寄与する。
【0055】
液体包装用の一般的なボール紙パッケージ中の、芯材安定化層として使用するための紙又は板紙からなる第2の層は、通常は、約100μmから最大で約600μmまでの厚さと、約100〜500g/m2の、好ましくは約200〜400g/m2の、さらに好ましくは200〜300g/m2の表面重量とを有し、適切な包装品質の従来的な紙又は板紙であってもよい。
【0056】
他方において、液状食品の低コスト態様の長期包装のために比較的薄い紙芯材層を有する、比較的薄い包装用ラミネートが使用されてもよい。かかる包装用ラミネートから作製される包装容器は、折曲げ形成されず、枕形状可撓性ポーチにより類似するものである。この場合、かかるポーチ・パッケージに適する単一の紙層は、通常は、約30〜約140g/m2の、好ましくは約50〜約120g/m2の、さらに好ましくは50〜約110g/m2の、最も好ましくは50〜70g/m2の表面重量を有する。
【0057】
一実施例によれば、かかる低コストの包装用ラミネートは、2つ以上の薄紙層を代替的に含んでもよく、これらの層の中の第1の内方紙層は、本発明によれば、誘導感熱性材料で蒸着被覆される。包装用ラミネート構造体中に2つの紙が存在する場合には、第2の外方紙層は、適切には、20〜100g/m2の、好ましくは20〜70g/m2の、さらに好ましくは20〜50g/m2の表面重量を有する。
【0058】
最外加熱融着可能液密層及び最内加熱融着可能液密層に適する熱可塑性材料は、例えばLDPE、線形LDPE(LLDPE)、又はシングルサイト触媒メタロセンポリエチレン(m−LLDPE)、又はそれらの2つ以上の混合物などの、好ましくはポリエチレン及びさらに好ましくは低密度ポリエチレンである例えばポリエチレン又はポリプロピレンなどのポリオレフィンをベースとする。
【0059】
押出成形積層層又はさらには加熱融着可能層のための、連結層又は接着性ポリマー層に適したポリオレフィンの代替的な実例は、官能基(カルボキシル官能基又はグリシジル官能基など)含有モノマーユニット(例えばアクリル酸モノマー(メタクリル酸モノマー)又は無水マレイン酸(MAH)モノマー)を有する、LDPEコポリマー若しくはLLDPEコポリマー、又は好ましくはLDPEグラフトコポリマー若しくはLLDPEグラフトコポリマー(すなわちエチレンアクリル酸コポリマー(EAA)若しくはエチレンメタクリル酸コポリマー(EMAA)、エチレン−アクリル酸グリシジルコポリマー(EGA)(エチレン−メタクリル酸グリシジルコポリマー(EGMA))又はMAHグラフトポリエチレン(MAH−g−PE))をベースとする変性ポリオレフィンである。かかる変性ポリマー又は接着性ポリマーの別の実例は、いわゆるイオノマー又はイオノマーポリマーである。好ましくは、この変性ポリオレフィンは、エチレンアクリル酸コポリマー(EAA)か、又はエチレンメタクリル酸コポリマー(EMAA)である。
【0060】
蒸着被覆される第1の紙層は、中間ポリマー層、好ましくは熱可塑性ポリマー層、さらに好ましくは、
特にLDPE、又はポリエチレンベースポリマー若しくはポリエチレンベースコポリマー、又は前出の段落内において説明されるような接着性ポリマーである、変性ポリマー又は接着性ポリマーとしてよく知られる、ポリオレフィン及びポリオレフィン・ベース・コポリマーから選択されるポリマーからの層により、第2の紙又は板紙の層に結合されてもよい。
【0061】
本発明による包装用ラミネートの光遮断をさらに向上させるために、必要に応じて、光遮断特性をもたらす粒子又は顔料が、ラミネートの1つ又は複数の層中に混合されてもよい。一実例は、カーボン・ブラックなどの光吸収粒子である。この場合に、有利には、中間層の黒色は、紙層又は板紙層により外方側に対して隠蔽され、例えばアルミニウム層などの金属化層によりラミネートの内方側に対して隠蔽される。別の実例は、二酸化チタンなどの光反射粒子である。かかる粒子は、白色の外観の包装用ラミネートをさらにもたらし得る。
【0062】
比較的薄い紙芯材層を有する比較的薄い低コストセグメント包装用ラミネートについては、かかる光反射無機白色顔料は、包装用ラミネートの光遮断特性を向上させ、さらに外側に対する包装用材料の外観を向上させ得る。
【0063】
例えば比較的影響を受けやすい製品に対して比較的長期の無菌保管寿命が必要となるなどの、比較的高い性能の包装用ラミネートについては、当然ながら、さらなる遮断層を追加することが可能である。例えば包装用ラミネートの酸素遮断特性をさらに高める1つの簡単な方式は、金属蒸着被覆された内側の第1の紙層を紙又は板紙からなるさらなる第2の層に対して結合させるための、金属押出成形可能なバリア層からなる層を含む熱可塑性結合層を使用することであってもよい。この実施例においては、比較的高性能の包装用ラミネートを作製するために変更すべき唯一のことは、変換プロセスにおいて積層段階に追加の溶融押出成形ポリマー層(又は複数の追加の溶融押出成形ポリマー層)(例えば追加の遮断層及び可能な場合には1つ又は2つの溶融共有押出成形連結層など)を含むことである。別のさらに好ましい実施例によれば、遮断ポリマー層からなる薄い層が、オプションの連結層(又は複数の連結層)及び最内加熱融着可能層(又は複数の最内加熱融着可能層)と共に、第1の紙層の金属被覆された内方側の上に共有押出成形被覆されてもよい。かかる共有押出成形された内側遮断層は、金属蒸着コーティングから加熱融着可能層まで誘発された熱を容易に伝達するために、薄く保たれなければならない。
【0064】
代替的には、液膜酸素遮断被覆層が、第1の最内紙層の他方の外方側に被覆されてもよい。代替的に、又は追加的に、液膜酸素遮断被覆層が、包装用ラミネート構造体中の任意の他の紙層の内方側に施されてもよい。
【0065】
本発明の他の態様によれば、本発明の非フォイル系包装用ラミネートから製造される包装容器が提供される。この包装容器は、液状食品又は含水食品の長期無菌包装に適しており、誘導加熱融着による強力で高耐久性のシールにより、良好なパッケージ完全性を有する。
【0066】
本発明のさらに他の態様によれば、独立請求項12に記載される包装用ラミネートを製造するための方法が提供される。
【0067】
したがって、この方法は、紙又は他のセルロース・ベース材料からなる第1の層を用意するステップと、紙又はセルロース・ベース材料の層の内方側に誘導融着耐久性層を初めに被覆することによって、誘導感熱性金属蒸着コーティングを受容及び支持するための紙又はセルロース・ベース材料からなる層を事前被覆するステップと、次いでこのように被覆された紙層の内方側に誘導感熱性金属層を施す又は蒸着するステップと、加熱融着可能熱可塑性ポリマー材料からなる最内層を用意するステップと、押出成形被覆により、又はあらかじめ製造されたフィルムの形態で紙層に対して最内層を積層することにより、金属被覆された紙層に対して最内層を積層するステップとを含む。
【0068】
この方法の任意の段階において、加熱融着可能熱可塑性ポリマー材料からなる最外層が、用意され、包装用ラミネートの最外の反対側に積層されてもよい。包装用ラミネート構造体が、包装用ラミネートの外側に対して配置された第2の紙層を含む場合には、最外加熱融着可能ポリマー層は、次いで第2の紙層の外方側に積層される。
【0069】
誘導感熱金属層は、誘起された磁場の結果としての電流を伝送することが可能となり、隣接する熱可塑性ポリマー層が加熱及び溶融されて前記ポリマーの溶融融着が生ずるように加熱された状態になるのに十分な、均質性及び質的連続性を有する。金属層が、不均一な被覆又はクラックにより不連続性のものとなる場合には、融着区域には加熱は生じなくなる。
【0070】
金属受容層の事前被覆において、本方法は、さらに含む。水性媒体又は溶剤ベース液体媒体中に分散又は溶解されたポリマー結合剤を含む液体組成物を用意するステップと、紙又は他のセルロース・ベース材料からなる前記層の内方側の上に液体組成物を被覆し、その後乾燥させて液体を蒸発させることにより、第1の紙層の内方側に隣接する、前記ポリマー結合剤を含む薄い誘導融着耐久性層を形成するステップであり、前記ポリマー結合剤が、最内加熱融着可能層の熱可塑性ポリマー材料よりも高い融点を有する、ステップとをさらに含む。
【0071】
好ましくは、液体組成物中に含まれる誘導融着耐久性ポリマーは、ポリビニルアルコール(PVOH)、水分散性エチレンビニルアルコール(EVOH)、ポリ塩化ビニリデン(PVDC)、水分散性ポリアミド(PA)、デンプン、デンプン誘導体、及びそれらの2つ以上の組合せからなる群より選択される。
【0072】
一実施例によれば、誘導融着耐久性層(12)は、乾燥重量で0.5〜7g/m2の、好ましくは0.5〜5g/m2の、さらに好ましくは0.5〜3g/m2の合計量にて施される。
【0073】
2つの部分層として施される場合には、各層は、0.3〜3.5g/m2の、好ましくは0.5〜2.5g/m2の量で適切に施され、この量により、比較的低量の液体ポリマー組成物から比較的高品質の全体層がもたらされ得る。さらに好ましくは、2つの部分層が、それぞれ0.5〜2g/sm2の、好ましくは0.5〜1.5g/m2の量で施され得る。
【0074】
金属化プロセスの際に紙層から真空チャンバ内に放出される水分量を低減させるために、金属蒸着被覆されることとなる第1の紙層は、金属化プロセス・ステップの前に、水性の又は溶剤ベースの分散液又は溶液中において、ポリマーからなる液膜組成物により他方の外方側も被覆されてもよい。水分は、金属化プロセスが実施され得る速度を遅らせ得るため、金属化のための真空チャンバ内においては水分を回避することが望ましい。
【0075】
さらに、リール上の被覆された紙ウェブのその後の取扱い時の紙埃の逆移動が、裏面のかかる被覆により回避され得る。
【0076】
酸素ガスに対する比較的良好な遮断特性を要する食品については、ガス遮断被覆層が、第1の紙層の外側に被覆されてもよい。
【0077】
包装用ラミネート構造体が、包装用ラミネートの外側に対して配置された第2の紙層を含む場合には、ガス遮断被覆層が、前記第2の紙層の内側にも被覆されてもよい。
【0078】
包装用ラミネート構造体が、包装用ラミネートの外側に対して配置された第2の紙層を含む場合には、本発明のこの方法は、中間ポリマー結合層、好ましくは熱可塑性ポリマー結合層により、第2の紙層の内方側に対して、蒸着された薄紙基材を押出成形積層するステップをさらに含む。
【0079】
本発明のさらなる一態様は、連続ウェブの形態で、先述において定義されるような非フォイル系包装用ラミネートを用意するステップと、ウェブ形態の包装用ラミネートを連続筒形状に形成し、長手方向に長手方向シールを施すステップと、液状食品で包装用ラミネート筒を充填するステップと、充填された筒の横軸方向に所定の間隔をおいて、誘導加熱によって加熱融着区域を形成するステップと、各横軸方向融着区域の中心を通り切断し、それにより個別の容器を形成するステップとを含む、非フォイル系包装用ラミネートを加熱融着する方法である。
【0080】
以下、図面を参照として本発明の好ましい実施例を説明する。
【図面の簡単な説明】
【0081】
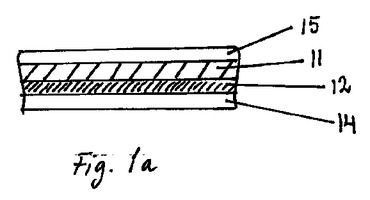
【図1a】本発明により作製された包装用ラミネートの第1の実施例の概略断面図である。
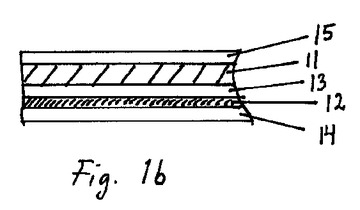
【図1b】本発明により作製された包装用ラミネートの第2の実施例の概略断面図である。
【図1c】本発明により作製された包装用ラミネートの第3の実施例の概略断面図である。
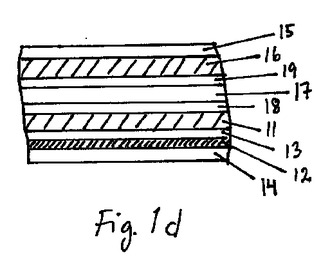
【図1d】本発明により作製された包装用ラミネートの第4の実施例の概略断面図である。
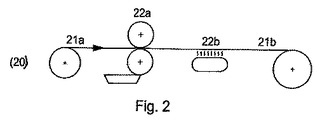
【図2】紙基材層上にポリマー複合材料を液膜被覆する方法を文法的に示す図である。
【図3】基材上に好ましい金属層を蒸着するためのプラントの概略図である。
【図4a】図1に示される包装用ラミネートを製造する例示的な方法を示す概略図である。
【図4b】図1に示される包装用ラミネートを製造する例示的な方法を示す概略図である。
【図4c】図1に示される包装用ラミネートを製造する例示的な方法を示す概略図である。
【図5a】本発明による包装用ラミネートから作製された包装容器の一実例を示す図である。
【図5b】本発明による包装用ラミネートから作製された包装容器の一実例を示す図である。
【図6】連続的な形成、充填、及び融着プロセスにおいて包装用ラミネートから包装容器を製造する方法の原理を示す図である。
【発明を実施するための形態】
【0082】
「実施例1」
誘導加熱融着耐久性層のための水性被覆組成物の準備。約50〜5000のアスペクト比を有する剥離された薄層状モンモリロナイト粒子(Kunimine Kogyo Co.社のKunipia F)の水性分散液が、60〜90℃の温度にて1〜8時間にわたり約30重量%のPVOHの水溶液(約99%の鹸化度を有するMowiol 15〜99)と混合される。剥離された薄層状鉱物粒子の分散液は、安定添加剤により安定化されてもよい。代替的には、薄層状鉱物粒子は、60〜90℃の温度にて1〜8時間にわたりPVOH溶液内において直接剥離される。
【0083】
水性の溶解され分散されたPVOHと、30重量%の剥離されたベントナイト粘土との水性組成物を、液膜被覆により、間に乾燥を挟んだ2つの連続ステップで、50g/m2の表面重量を有する薄紙ウェブの上に、合計で3g/m2のPVOHコーティングとなるように被覆した。この湿式塗布されたコーティングは、熱気により乾燥されて、水が蒸発される。
【0084】
その後のステップにおいて、PVOH被覆された紙を、蒸着プロセスにより、PVOH層上に最大で3の光学密度でアルミニウム金属コーティングによって被覆した。
【0085】
このように金属化されたPVOH被覆された紙を、低密度ポリエチレン(LDPE)からなる押出成形積層熱可塑性結合層により260mN(約270g/m2)の厚い板紙に対して積層し、その後、このように積層された紙サンドイッチ体の両面を、熱可塑性加熱融着可能層(LDPE)によって被覆し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)の従来的な充填機の加熱シール品質について検査した。例えば、非常に薄い金属化された層によって十分な加熱効率に達するためには、誘導融着プロセスにおいて使用される周波数を大幅に高める必要があることが判明している。
【0086】
このように充填及び融着された包装容器のシールの外観及び特徴を、これらのシールを再度引き裂くことによって調査した。外観を記録し、サンプル間で比較した。整列状態におけるシールの幅及び均一性を、加熱融着された熱可塑性材料を除き全ての包装用材料がシールの周囲において溶解されるさらなる検査によって、判定及び比較した。最後に、充填及び融着された包装容器のパッケージ完全性を、レッド・インク・テストを利用して検査した。これらは全て、日々作製される充填包装容器の融着品質管理のために、Tetra Brik Aseptic(登録商標)パッケージ用の牛乳加工所及び充填所ではよく知られている検査である。
【0087】
融着された包装容器のサンプルの加重特性及び加重品質を、Tetra Brik(登録商標)Aseptic包装容器用の従来的な包装用ラミネートの品質管理からの長年にわたる経験に基づき、評価した。
【0088】
作製されたパッケージの加熱シール品質及び完全性は、テスト・パネルによる評価によれば、非常に良好であり、現行のTetra Brik Asepticのアルミニウム・フォイル・ベース・パッケージのシール品質と同等であった。レッド・インク・テストにおいては、300個の充填及び融着されたパッケージの中の300個全てが、漏出個所を有さぬ液密性であった。
【0089】
「実施例2」
99%超の鹸化度を有する水性の溶解され分散されたPVOHと、10重量%の剥離されたベントナイト粘土との水性組成物を、実施例1と同様の様式で準備し、液膜被覆により、間に乾燥を挟んだ2つの連続ステップで、50g/m2の表面重量を有する薄紙ウェブの上に、合計で3g/m2のPVOHコーティングとなるように被覆した。この湿式塗布されたコーティングは、熱気により乾燥されて、水が蒸発される。
【0090】
その後のステップにおいて、PVOH被覆された紙を、蒸着プロセスにより、PVOH層上に最大で3の光学密度でアルミニウム金属コーティングによって被覆した。
【0091】
このように金属化されたPVOH被覆された紙を、低密度ポリエチレン(LDPE)からなる押出成形積層熱可塑性結合層により50g/m2の薄紙に対して積層し、その後、このように積層された紙サンドイッチ体の両面を、熱可塑性加熱融着可能層(LDPE)によって被覆し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)の従来的な充填機の加熱シール品質について検査した。
【0092】
代替的には、例えば約100g/m2などの比較的厚い紙層を金属被覆し、これを他の紙層には積層せずに、単一紙層ラミネートとして保ち、外方加熱融着可能熱可塑性層で被覆することが、技術的には可能である。しかし、現行においては、かかる厚紙基材の上に金属化された層を蒸着被覆することは、費用対効果が高くなく、そのため、対応する所要の厚さ及び剛性を有するラミネートを実現するために上述のサンドイッチ・ラミネートを作製した。
【0093】
作製されたパッケージの加熱シール品質及び完全性は、同一のテスト・パネルによる同一の評価によれば、同様に非常に良好であった。300個の検査パッケージの中のいずれも、シールの品質に関して漏出個所を有さなかった。
【0094】
「比較実施例1」
配向PET(ポリエチレンテレフタレート)からなる12μm基材フィルムを、蒸着プロセスにより、約3の光学密度までアルミニウム金属コーティングによって被覆した。
【0095】
このように金属化されたPETフィルムを、低密度ポリエチレン(LDPE)からなる押出成形積層熱可塑性結合層により260mN(すなわち約270g/m2)の厚い板紙に対して積層し、その後、両面を熱可塑性加熱融着可能層(LDPE)によって被覆し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)の従来的な充填機の加熱シール品質について検査した。
【0096】
作製されたパッケージの加熱シール品質及び完全性は、レッド・インク・テストを利用するシールの引裂き特性の及びパッケージ完全性のテスト・パネルによる評価によれば、上述の実例に比べて許容し得るものであった。しかし、テスト・ランごとの融着結果は、薄紙基材を有するラミネート材料と同程度の一貫性及び信頼性を示さなかった。
【0097】
「比較実施例2」
50g/m2の表面重量を有する薄紙ウェブを、10g/m2のLDPEからなる第1の層と、5g/m2のEAA(エチレンアクリル酸コポリマー)からなる第2の層とにより共有押出成形被覆した。
【0098】
その後のステップにおいて、この共有押出成形被覆された紙を、蒸着プロセスにより、EAA層上にアルミニウム金属コーティングによってさらに被覆した。
【0099】
このように金属化されたLDPE/EAA被覆された紙の両面を、熱可塑性加熱融着可能層により積層し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)タイプの従来的な充填機の実際的な条件を模したテスト装置において、加熱シール品質について検査した。さらに、このラミネート紙を、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)タイプの従来的な充填機において検査した。
【0100】
融着された包装容器及び容器のサンプルの加重特性及び加重品質を、Tetra Brik(登録商標)Aseptic包装容器用の従来的な包装用ラミネートの品質管理からの長年にわたる経験に基づいて評価し、それにより、TBA充填機においては適切に融着されたパッケージは全く形成することが不可能であることが判明した。そのため、パッケージ完全性のさらなる検査は不要であった。さらに、このテスト装置による融着サンプルの引裂き評価の結果により、これらのシールが十分に良好なものではないことが判明した。
【0101】
したがって、作製されたパッケージの加熱シール品質及び完全性は、同一のテスト・パネルによる評価によれば、良好ではなく、現行のTetra Brik Asepticのアルミニウム・フォイル・ベース・パッケージのシール品質と同等ではなかった。
【0102】
「実施例3」
表1に示すように、様々な表面重量の薄紙ウェブを、液膜被覆により、間に乾燥を挟んだ2つの連続ステップで、99%超の鹸化度を有する水性の溶解され分散されたPVOHと、10重量%の剥離されたベントナイト粘土との水性組成物によって被覆した。この湿式塗布されたコーティングを、熱気により乾燥して、水を蒸発させた。
【0103】
その後のステップにおいて、PVOH被覆された紙ウェブを、蒸着プロセスにより、PVOH層上にアルミニウム金属コーティングによって被覆した。
【0104】
このように金属化されたPVOH被覆された紙の両面に、熱可塑性加熱融着可能層を積層し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)タイプの従来的な充填機の実際的な条件を模したテスト装置において、加熱シール品質について検査した。
【0105】
その結果を、薄紙ベース包装材料の様々なテスト・サンプルの順位表として表1に示す。評価は、シール品質を評価するためにテスト・パネルにより実施した。これらの結果から、比較的厚い紙が、比較的薄い紙よりも良好な融着結果を示すことが分かる。さらに、比較的光学密度(OD)の高い金属蒸着コーティングが、低ODの金属蒸着コーティングよりも幾分か良好な融着結果を示すことが分かる。さらに、PVOHからなる比較的厚い層が、比較的薄い層よりも幾分か良好な融着結果を示すことが分かる。表1のサンプルは全て、これらのリグ・テストにおいて非常に良好なシール品質を実現しており、実施例1に示したものと同様に充填機検査におけるパッケージ完全性の同様の良好な結果を示すはずである。70g/m2の比較的厚い紙の基材によれば、比較的良好な融着結果が認められたが、比較的厚い紙の基材は、はるかに高価になるため、これらの検査においては50g/m2の比較的薄い基材を概して使用した。
【0106】
【表1】
【0107】
当然ながら、PVOH組成物からなるさらに厚い層又は追加層を被覆することによりガス遮断特性を少しだけさらに高めることが、又はさらに高量の無機粒子でPVOH層を充填することが、さらに可能である。しかし、さらに厚くさらに高密度充填されたガス遮断層組成物を被覆することにより、臭気遮断特性がさらに大幅に向上する。かかる遮断組成物の優れた実例は、PVOH及び10〜50重量%の、好ましくは20〜40重量%のタルカム粒子を含む。
【0108】
図1aにおいては、本発明により作製された、無菌包装するため及び周囲温度条件下において長期保管するための包装用ラミネート10aの第1の実施例の断面図が示される。このラミネートは、50g/m2の表面重量を有する第1の紙層11を含む。
【0109】
この紙は、誘導感熱性材料として機能し、最内加熱融着可能層14において加熱融着を生じさせるために熱を伝達することが可能な、金属蒸着コーティング12を受けるように準備される。
【0110】
後に金属蒸着被覆されることとなるこの薄紙は、この紙層を被覆することにより、又はこの紙層を含浸させることにより、又は紙ウェブの製造段階において紙パルプ中に化学薬品を混合することにより、又は準備用のこれらの手段若しくは他の手段の任意の組合せにより、準備されてもよい。
【0111】
その後、準備された薄紙ウェブは、約3の光学密度(OD)まで蒸着金属被覆される。
【0112】
ポリオレフィンからなる外方の液密及び加熱融着可能な層15が、包装用ラミネートから作製される包装容器の外側方向に配向されることとなる側である、芯材層11の外側に塗布される。外方層15のポリオレフィンは、加熱融着可能品質の従来底な低密度ポリエチレン(LDPE)であってもよい。最内の液密及び加熱融着可能な層14が、この包装用ラミネートから作製される包装容器の内側の方向に配向されることとなる、蒸着される層12の内側に配置され、層14は、包装される製品と接触状態になる。最内加熱融着可能層は、メタロセン触媒すなわちいわゆるメタロセン−LLDPE(m−LLDPE)の存在下において、好ましくはC4〜C8の、さらに好ましくはC6〜C8のα−オレフィンアルキレンモノマーでエチレンモノマーを重合することによって生成されるLLDPEをさらに含む、低密度ポリエチレンをベースとしたポリマーを含む。最内加熱融着可能層14は、同一の又は異なる種類のポリマーの2つ又は複数の部分層から構成されてもよく、代替的にはポリマー・フィルム14を構成してもよい。
【0113】
本発明の好ましい一実施例によれば、最内加熱融着可能層14は、好ましくはエチレンアクリル酸コポリマーからなる層によって、金属蒸着層に結合される。代替的には、他の連結層を使用してもよい。金属被覆された紙層に加熱融着可能最内層を結合するための連結層として適するポリオレフィンの代替例は、官能基(カルボキシル官能基又はグリシジル官能基など)含有モノマーユニット(例えばアクリル酸モノマー(メタクリル酸モノマー)又は無水マレイン酸(MAH)モノマー)を有する、LDPEコポリマー若しくはLLDPEコポリマー、又は好ましくはLDPEグラフトコポリマー若しくはLLDPEグラフトコポリマー(すなわちエチレンアクリル酸コポリマー(EAA)若しくはエチレンメタクリル酸コポリマー(EMAA)、エチレン−アクリル酸グリシジルコポリマー(EGA)(エチレン−メタクリル酸グリシジルコポリマー(EGMA))又はMAHグラフトポリエチレン(MAH−g−PE))をベースとする変性ポリオレフィンである。かかる変性ポリマー又は接着性ポリマーの別の実例は、いわゆるイオノマー又はイオノマーポリマーである。好ましくは、この変性ポリオレフィンは、エチレンアクリル酸コポリマー(EAA)か、又はエチレンメタクリル酸コポリマー(EMAA)である。
【0114】
比較的厚い加熱融着可能層が必要とされるいくつかの特定の場合には、コストの観点からは好ましくはないが、最内層14の内側に追加の加熱融着可能ポリエチレン層を施すことが、当然ながら可能である。
【0115】
図1bにおいては、本発明により作製された、無菌包装するため及び周囲温度条件下において長期保管するための包装用ラミネート10bの第2の実施例の断面図が示される。このラミネートは、50g/m2の表面重量を有する第1の紙層11と、この紙層11の上に液体ポリマー組成物からなる液膜コーティングにより形成され、後に乾燥される、薄い誘導融着耐久性層13とを含む。この組成物は、PVOH及び10重量%のベントナイトの水溶液を含み、乾燥後には、この被覆された層は、PVOHと、PVOH層内に薄層状に均一に分布された剥離されたベントナイト粒子とを含む。好ましくは、PVOHは、少なくとも99%の鹸化度を有する。
【0116】
その後、この被覆された薄紙ウェブは、約3の光学密度(OD)まで、その被覆された側に蒸着金属被覆される。したがって、結果的に得られる包装用ラミネートは、初めにベントナイトを含むPVOHで被覆され、次いで約50nmの厚さでアルミニウム金属からなる薄い蒸着コーティング層12で被覆された、薄紙基材11を含む。
【0117】
ポリオレフィンからなる外方の液密且つ加熱融着可能な層15が、包装用ラミネートから作製される包装容器の外側の方向に配向されることとなる側である、芯材層11の外側に施される。この外方層15のポリオレフィンは、加熱融着可能品質の従来的な低密度ポリエチレン(LDPE)であってもよい。最内の液密且つ加熱融着可能な層14が、この包装用ラミネートから作製される包装容器の内側の方向に配向されることとなる、蒸着される層12の内側に配置され、層14は、包装される製品と接触状態になることとなる。最内加熱融着可能層は、メタロセン触媒すなわちいわゆるメタロセン−LLDPE(m−LLDPE)の存在下において、好ましくはC4〜C8の、さらに好ましくはC6〜C8のα−オレフィンアルキレンモノマーでエチレンモノマーを重合することによって生成されるLLDPEを含む、低密度ポリエチレンを含む。最内加熱融着可能層14は、同一の又は異なる種類のポリマーの2つ又は複数の部分層から構成されてもよく、代替的にはポリマー・フィルム14を構成してもよい。
【0118】
比較的厚い加熱融着可能層が必要とされるいくつかの特定の場合には、コストの観点からは好ましくはないが、最内層14の内側に追加の加熱融着可能ポリエチレン層を施すことが、当然ながら可能である。
【0119】
図1cにおいては、本発明により作製された、無菌包装するため及び周囲温度条件下において長期保管するための包装用ラミネート10cの第3の実施例の断面図が示される。このラミネートは、50g/m2の表面重量を有する第1の紙層11と、この紙層11の上に液体ポリマー組成物からなる液膜コーティングにより形成され、後に乾燥される、薄い誘導融着耐久性層13とを含む。この組成物は、PVOH及び30重量%のベントナイトの水溶液を含み、乾燥後には、この被覆された層は、PVOHと、PVOH層内に薄層状に均一に分布された剥離されたベントナイト粒子とを含む。好ましくは、PVOHは、少なくとも99%の鹸化度を有する。
【0120】
その後、この準備された薄層は、約3の光学密度(OD)まで蒸着金属被覆される。
【0121】
したがって、この包装用ラミネートは、初めにPVOHで被覆され、次いで約50nmの厚さでアルミニウム金属からなる薄い蒸着コーティング層12で被覆された、薄紙基材11を含む。
【0122】
さらに、この包装用ラミネートは、少なくとも200g/m2の又は好ましくは約300g/m2の表面重量を有する、第2の芯材板紙層16を含む。第1の紙層及び第2の紙層は、ポリオレフィン・ベースのポリマー、好ましくは低密度ポリエチレン(LDPE)からなる中間層17により、互いに適切に結合される。中間結合層16は、好ましくは、金属被覆された第1の紙層及び第2の板紙層を互いに押出成形積層することにより形成される。
【0123】
外方の液密且つ加熱融着可能な層14及び15は、図1a及び図1bにおけるのと同様に画成される。
【0124】
図1dにおいては、図1cの包装用ラミネートと同様であるが、第1の紙層11の他方の外方側にベントナイトを含む液膜被覆されたPVOH組成物による追加層18、及び/又は代替として、第2の板紙層16の内方側にベントナイトを含む液膜被覆されたPVOH組成物による追加層19を有する、包装用ラミネート10dの第4の実施例の断面図が示される。PVOHからなるこれらの層18、19は、この包装用ラミネートに追加的なガス遮断特性を与える。
【0125】
金属化プロセスの際に紙層から真空チャンバ内に放出される水分量を低減させるために、金属蒸着被覆されることとなる第1の紙層は、金属化プロセス・ステップの前に、水性の又は溶剤ベースの分散液又は溶液中において、ポリマーからなる液膜組成物により他方の外方側も被覆されてもよい。水分は、金属化プロセスが実施され得る速度を遅らせ得るため、金属化のための真空チャンバ内においては水分を回避することが望ましい。さらに、リール上の被覆された紙ウェブのその後の取扱い時の紙埃の逆移動が回避され得る。
【0126】
図1a及び図1bによれば、第1の紙層11は、約50g/m2又はそれ未満の薄紙層であってもよい。この紙層は、非常に薄いため、ラミネートの層の中の1つ又は複数に顔料を追加することによる追加的な光遮断が必要となる場合がある。例えば、二酸化チタン(TiO2)などの光反射白色顔料、及び/又はカーボン・ブラックなどの光吸収顔料が、液膜被覆された誘導加熱融着耐久性層13に加えられてもよい。かかる顔料は、有利には、金属蒸着コーティング12により内側に対して、及び少なくともある程度は紙層11により外側に対して隠蔽される。
【0127】
図2においては、紙層又は板紙層の上にポリマー組成物を液膜被覆する方法が、概略的に示される。紙層21aは、備蓄リールから液膜被覆ステーション22aの方向に送られ、この液膜被覆ステーション22aで、液体ポリマー組成物は、被覆された紙が乾燥ステーション22bを通過する際に、被覆され乾燥される層の量が約1〜3g/m2となるような量で施される。好ましくは、液膜被覆作業は、2つのステップで、すなわち初めに0.5〜1.5g/m2を被覆し、中間ステップで乾燥させ、次いで2度目の0.5〜1.5g/m2の被覆を行い、最後に液膜被覆された層全体を乾燥させて、被覆された紙層21bを得ることによって、実施される。
【0128】
図3は、図2で作製された被覆された薄い第1の紙層の上に金属層12を蒸着被覆するためのプラントの一実例の概略図である。図2の薄紙ウェブ21bは、コーティングを受ける側において、(場合によっては酸化アルミニウムとの混合物中に含まれる)アルミニウムの金属化された層の連続蒸着30を受け、このコーティングは、5〜100nmの、好ましくは5〜50nmの厚さを与えられ、それにより、本発明の金属被覆された紙34aが形成される。アルミニウム蒸気は、固体片気化源31からもたらされる。
【0129】
図4aにおいては、被覆プロセス40aが示される。薄い金属蒸着されたコーティング34aでさらに被覆された、誘導加熱融着耐久性及び/又は酸素遮断性の被覆された紙層21bが、押出成形ステーション44aからLDPEからなる中間結合層44を押出成形し、ローラ・ニップ45内において共に圧着することにより、この紙層の方向に対面する側に接着層43aを有する内側ポリマー・フィルム43に対して押出成形積層される。その後、積層された紙及びフィルムは、第2の押出成型機47及び積層ニップ48を通過し、そこで、LDPEからなる最外加熱融着可能層46が、紙層の外側に被覆される。最後に、完成した包装用ラミネート49aが、図示されない備蓄リール上に巻き付けられる。
【0130】
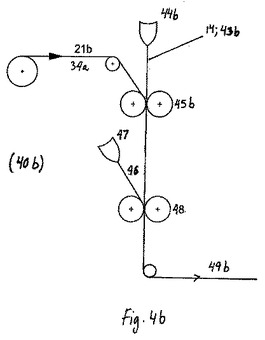
図4bにおいては、代替的な一実施例が示される。金属被覆された紙層34aが、第1の押出成形被覆ステーション44bにおいて、最内ポリマー層(又は複数の最内ポリマー層)14;43bによって直接的に押出成形被覆され、押出し成形機47及び積層ニップ48と同様に、ローラ・ニップ45b内にて共に圧着される。最後に、完成した包装用ラミネート49bが、図示されない備蓄リール上に巻き付けられる。
【0131】
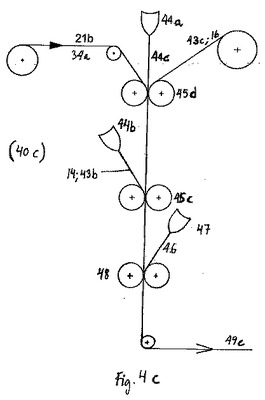
包装用ラミネートが、図1cに図示されるように、追加の第2の板紙層16を含む場合には、金属被覆された層が板紙層43c;16に押出成形積層される、さらなる積層ステップが存在する。その後、低密度ポリエチレン(又は複数の低密度ポリエチレン)からなる最外加熱融着可能ポリマー層及び最内加熱融着可能ポリマー層は、上述の図4bのような押出成形被覆により、又は代替的には上述の4aに図示されるような最内加熱融着フィルムの押出成形積層により、任意の順序で被覆され得る。
【0132】
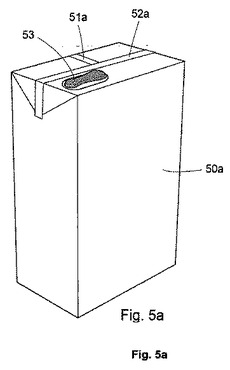
図5aは、本発明による包装用ラミネート10cから作製された包装容器50の一実例を示す。この包装容器は、飲料、ソース、又はスープ等々に特に適する。典型的には、このようなパッケージは、約100〜1000mlの容積を有する。このパッケージは、任意の構成からなるものであってもよいが、長手方向シール51及び横軸方向シール52、及び任意には開封デバイス53を有する、好ましくは煉瓦形状である。図示されない別の実施例においては、包装容器は、ウェッジとして形状設定されてもよい。かかる「ウェッジ形状」を得るためには、底部の横軸方向加熱シールが、パッケージの底部に対して折り曲げられ融着される三角形隅部フラップの下方に隠蔽されるように、パッケージの底部のみが、折曲げ形成される。上部セクション横軸方向シールは、折り曲げられない状態のまま残される。このようにすることで、この半分折り曲げられた包装容器は、依然として取扱いが容易であり、食料品店の棚の上に又はテーブル若しくは同様のものの上に置かれた場合にも次元的に安定したものとなる。
【0133】
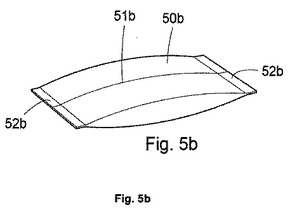
図5bは、本発明による包装用ラミネート10bから作製された包装容器50bの代替的な実例を示す。包装用ラミネート10bは、比較的薄い紙芯材層を有することにより比較的薄いため、平行六面体又はウェッジ形状の包装容器を形成するのに十分には次元的に安定なものではなく、横軸方向融着52b後には折曲げ形成されない。したがって、このラミネート10bは、枕形状のポーチ様容器のままとなり、このような状態で供給及び販売されることとなる。
【0134】
図6は、本出願の導入部において説明されるような原理、すなわち包装用材料のウェブの長手方向縁部62、62’が、重畳長手方向接合部63へと互いに一体化されることにより、このウェブが筒61へと形成されるという原理を示す。筒は、意図される液状食品で充填され(64)、この筒内の充填された内容物の高さの下方にて、互いから所定の距離を置かれた、筒の反復的な横軸方向シール65によって、個々のパッケージへと分割される。これらのパッケージ66は、横軸方向シールにおいて切断することにより分離され、この材料中に用意された折り目線に沿って折曲げ形成することにより、所望の幾何学的構成を与えられる。
【0135】
本発明は、図示され上述された実施例により限定されず、特許請求の範囲内において変更されてもよい。
【技術分野】
【0001】
本発明は、液状食品用又は飲料用のパッケージへと誘導加熱融着するための非フォイル系包装用ラミネートに関する。さらに、本発明は、この包装用ラミネートを製造するための方法と、この包装用ラミネートから、したがってこの非フォイル系包装用ラミネートを誘導加熱融着する方法を使用して、作製される包装容器とに関する。
【背景技術】
【0002】
液状食品用の使い捨てタイプの包装容器は、板紙又はボール紙をベースとした包装用ラミネートからしばしば作製される。かかる一般的に存在する包装容器の1つが、Tetra Brik Asepticの商標名の下で市販されており、長期周囲温度保管用に販売される牛乳、果実飲料、等々の液状食品を無菌包装するために主に使用される。この既知の包装容器における包装用材料は、典型的には、紙又は板紙からなるバルク芯材層と、熱可塑性材料からなる外方液密層とを含むラミネートである。例えば牛乳又は果実飲料の無菌包装及び包装などを目的として、この包装容器を気密に、特に酸素気密にするためには、これらの包装容器におけるラミネートは、通常は少なくとも1つの追加層を、最も一般的にはアルミニウム・フォイルを含む。
【0003】
ラミネートの内側、すなわちラミネートから作製される容器に充填される食品内容物に面するように意図される側には、アルミニウム・フォイル上に施された最内層が存在し、この最内内側層は、加熱融着可能な接着性ポリマー及び/又はポリオレフィンを含む、1つ又は複数の部分層から構成されてもよい。さらに、芯材層の外側にも、最外加熱融着可能ポリマー層が存在する。
【0004】
さらに、アルミニウム・フォイルにより、この包装用材料は、容器を作製する際に機械的強度の高い液密且つ気密の融着接合部又はシームを得るための高速且つ効率的な融着技術である誘導加熱融着による加熱融着が可能なものとなる。
【0005】
この包装容器は、一般的には、包装用材料のウェブから又は事前に作製された半加工品からパッケージを形成、充填、及び融着するタイプの最新の高速包装機により作製される。したがって、包装容器は、最内加熱融着可能熱可塑性ポリマー層と最外加熱融着可能熱可塑性ポリマー層を一体的に溶接することにより、積層された包装用材料のウェブの両長手方向縁部を重畳接合において互いに一体化させることによって、ウェブを筒に再形成することにより作製され得る。この筒は、意図された液状食品で充填され、その後、筒内の内容物の高さの下方にて、互いから所定の距離を置いて筒を反復的に横軸方向融着することによって、個々のパッケージへと分割される。これらのパッケージは、横軸方向融着部に沿って切断することにより筒から分離され、包装用材料中に用意された折り目線に沿って折曲げ形成することにより、通常は平行六面体である所望の幾何学的構成を与えられる。
【0006】
この連続的な筒形成、充填、及び融着包装方法のコンセプトの主な利点は、ウェブが、筒形成の直前に連続的に滅菌され、したがって無菌包装方法を、すなわち、充填されることとなる液体内容物及び包装用材料自体が細菌から還元され、充填された製品中における微生物の繁殖の危険性を伴うことなく充填されたパッケージを周囲温度でも長期間にわたり保管し得るように、充填された包装容器が清潔な環境下において作製される方法を可能にし得るという点である。この連続的なTetra Brik(登録商標)タイプの包装方法のもう1つの重要な利点は、上述のように、連続的な高速包装が可能であることであり、これは、費用対効果に関してかなりの影響を有する。
【0007】
この包装用ラミネート内のアルミニウム・フォイルの層は、殆どのポリマー製のガス遮断材料に比べて、優れたガス遮断特性をもたらす。液状食品を無菌包装するための従来的なアルミニウム・フォイル・ベースの包装用ラミネートは、その性能レベルにおいては、今日市場において入手可能な最も費用対効果の高い包装用材料である。競合する他の材料はいずれも、原材料に関してさらに費用対効果が高く、同等の食品保存特性を有し、完成された包装用ラミネートへと変える際の複雑性が比較的低くなければならない。
【0008】
今日では、結果的に得られる材料の環境プロファイルの向上を求めて、ラミネート構造体中にアルミニウム・フォイルを有さないこのような包装用材料を開発する傾向が高まりつつある。この場合に、包装用材料を製造するためのコスト、及びこの包装用ラミネートから作製される包装容器を無菌長期保管するために必要な特性を維持するためのコストを下げることが、当然ながら望ましい。
【0009】
それと同時に、包装用ラミネートが、現行において世界中の牛乳加工所及び充填所にて稼働している既設ベースの充填機及び包装機における使用に直に適したものであることが理想的である。しかし、包装用ラミネートからアルミニウム・フォイルを除去することにより、最外熱可塑性層の加熱融着に関して解決すべき技術的問題が生じている。その理由は、アルミニウム・フォイルにより誘導されていたように、磁場から生じる、熱を生成させるための電流を誘導しやすい材料が、ラミネート中に存在しないからである。その代わりに、超音波振動又は古い従来的な対流及び熱気融着方法による熱生成などの代替技術が、議論され、開発されてきた。かかる代替的な融着技術を実施するためには、牛乳加工所及び充填所に既設の包装機の融着パーツを完全に再構築することが必要である。
【0010】
金属化された1つの層を含む2つ以上の遮断層を伴う包装用ラミネートが、フォイル・ベース・ラミネートの実現可能な代替物となり得るものとして考案されているが、現行の誘導加熱融着設備が使用不可能になるという上述の問題を有する。
【0011】
しかし、今日においては、これまで信じられてきたものとは全く異なり、既存の機械に対してさほど革新的でもないいくつかの適合化がなされた場合には、誘導融着技術により金属化された層を用いて隣接する熱可塑性層を熱溶融するのに十分な熱を実際には生成することが可能であることが判明している。初めに検査される金属化された層は、主として配向PETフィルム基材上に被覆した。
【0012】
しかし、金属化された層に対して誘導融着技術を適合化させることに関する継続的な研究に関連して、異なる基材が金属被覆及びその後の誘導加熱融着に対する適性においてそれぞれ異なることが判明した。十分に機能するためには、金属化された層は、層品質と、厚さ又は光学密度とのある組合せを有さなければならないようである。ここで品質とは、層が、均質的であるべきであり、積層された包装用材料の幅及び長さの全体にわたり実質的に同一の厚さを有すべきであることを主に意味する。
【0013】
PETフィルム基材は、一般的には、上述の種類の包装用ラミネートにそれらがもたらすものの割には極めて高額である。実際に、PETフィルム基材によって包装用ラミネートにもたらされるほぼ唯一の重要な寄与は、金属化された層のための担体としての役割である。誘導融着技術は、他の比較的廉価なポリマー基材に対しても適合することが可能であると考えられているが、この融着プロセスは、効率的に及び確実に実施するためにはより多大なる較正及び監視をおそらく要することとなることが判明している。さらに、基材の選択が、加熱融着プロセスの際の金属化された層の品質及び耐久性に影響を及ぼし得ることも判明している。
【0014】
したがって、費用対効果の高く、頑丈な、すなわち製造条件及び取扱い条件における中程度の変動にも信頼性の高い、例えば牛乳又は他の飲料などの無菌液状食品包装を行うための非アルミニウム・フォイル系包装用材料であり、周囲温度条件下において長期にわたり無菌保管するための包装容器において十分な遮断特性を実現し、既設ベースの充填及び融着設備において誘導融着することにより融着することが可能な、非アルミニウム・フォイル系包装用材料に対する需要が、依然として存在する。
【発明の概要】
【発明が解決しようとする課題】
【0015】
したがって、本発明の1つの目的は、非フォイル系の誘導加熱融着可能な紙又は板紙の包装用ラミネートの製造における上出の問題を解消又は緩和することである。
【0016】
本発明の別の目的は、誘導加熱融着により良好な液密性及び気密性を有する包装容器へと加熱融着され得る、液体又は含水食品の長期無菌包装に適した、非フォイル系の紙又は板紙の包装用ラミネートを提供することである。
【0017】
本発明のさらなる目的は、誘導加熱融着により良好な液密性及び気密性を有する包装容器であって、気体及び水蒸気に対してのみならず光及び臭気物質に対しても良好な遮断特性を有する包装容器へと加熱融着され得る、液体又は含水食品の長期無菌包装に適した、費用対効果の高い非フォイル系の紙又は板紙の包装用ラミネートを提供することである。
【課題を解決するための手段】
【0018】
したがって、これらの目的は、添付の特許請求の範囲に規定されるような積層された包装用材料、包装容器、及びこの包装用材料の製造方法により、本発明によって達成される。
【0019】
本発明の第1の態様によれば、これらの全般的な目的は、液状食品用又は飲料用のパッケージへと誘導加熱融着するための非フォイル系包装用ラミネートによって達成される。この装用ラミネートは、紙又は他のセルロース・ベース材料からなる少なくとも1つの第1の層を含み、この第1の紙層は、包装用ラミネートの内方側に配置され、金属蒸着された層を受容及び支持するように事前被覆されて、隣接する熱可塑性ポリマー層において加熱融着を誘発させるようになされる。この包装用ラミネートは、紙又はセルロース・ベース材料からなる前記事前被覆された第1の層の内方側の上に及び隣接して直に施されるか又は蒸着される、先述の金属蒸着層をさらに含む。この包装用ラミネートは、金属蒸着コーティングの内方側に施される、液密性加熱融着可能熱可塑性ポリマー材料からなる1つ又は複数の層をさらに含む。通常は、及びもっとも好都合には、液密の加熱融着可能な熱可塑性ポリマー材料からなる最外層が、包装用ラミネートの逆側にも施される。
【0020】
本発明の良好に機能する一実施例によれば、金属蒸着コーティングに平滑受容表面を与え、後の加熱融着作業の際に良好に前記金属コーティングを支持するように紙を準備するために、紙又は他のセルロース・ベース材料からなる第1の層は、加熱融着可能材料からなる最内層よりも融点が高い誘導融着耐久性被覆層により、その内方側を被覆される。その後、誘導加熱融着耐久性被覆層の内方側に、隣接する熱可塑性ポリマー層において加熱融着を誘発するようになされた誘導感熱性金属蒸着コーティングからなる前記層が、さらに施される。
【0021】
金属蒸着被覆に対して準備するために紙層上にかかるコーティングを形成する最も費用対効果の高い方式は、紙層上に液体組成物を液膜被覆(一般的には分散被覆ともしばしば呼ばれる)し、その後これを乾燥させる方法によって、かかるコーティングを施すものである。この液体組成物は、水性媒体又は溶媒中に分散又は溶解された誘導融着耐久性ポリマー結合剤を含む。
【0022】
いくつかの良好に機能する実例によれば、誘導融着耐久性被覆層は、ポリビニルアルコール(PVOH)、水分散性エチレンビニルアルコール(EVOH)、ポリ塩化ビニリデン(PVDC)、水分散性ポリアミド(PA)、水分散性ポリエステル、多糖、デンプン及びデンプン誘導体を含む多糖誘導体、並びにそれらの2つ以上の組合せからなる群より選択されるポリマーを主に含む組成物から形成される。重要なことは、このように被覆された層は、熱可塑性材料からなる最内層よりも融点が高く、これにより、包装用ラミネートを充填及び融着されたパッケージへと加熱融着することが意図される点である。好ましくは、熱可塑性加熱融着可能材料は、ポリオレフィンをベースとし、さらに好ましくはポリエチレンをベースとし、最も好ましくは例えばLDPE、LLDPE、又はm−LLDPEなどの低密度ポリエチレンをベースとする。
【0023】
費用対効果が比較的高く、プラスの環境プロファイルを有するポリマーを使用することが望ましい場合には、誘導融着耐久性被覆層は、PVOH、水分散性EVOH、又はデンプンを主に含む組成物から形成される。水分散性EVOHは、溶融加工可能EVOHに比べて高量のビニルアルコールユニットを有し、EVOHよりもPVOHに性質上においてより類似している。純PVOH及びデンプン・ベース・ポリマーは、多少なりとも生物分解性のものであってもよく、そのため、かかるポリマーは、ある包装用途にとってはさらに望ましいものとなる場合がある。
【0024】
さらに、液膜被覆に適するいくつかのポリマー結合剤が、ガス遮断特性をさらに有し、これは、包装用ラミネートにおいてさらにより望ましい。したがって、誘導融着耐久性被覆層は、(PVOH)、水分散性(EVOH)、(PVDC)、水分散性ポリアミド(PA)、デンプン、デンプン誘導体、及びそれらの2つ以上の組合せからなる群より選択されるポリマーを主に含む組成物から形成されることが好ましい場合がある。
【0025】
アルミニウム・フォイルと比較すると、液膜被覆遮断ポリマーとしてのPVOHは、多数の望ましい特性を享受し、その結果として、多くの状況において最も好ましい遮断材料となる。とりわけ、良好な膜形成特性、食品との適合性、及び経済的価値、それに加えて高い酸素ガス遮断特性が挙げられる。特にPVOHは、牛乳の包装にとって特に重要である高い臭気遮断特性を有する包装用ラミネートをもたらす。
【0026】
例えばデンプン又はデンプン誘導体などの、多数の他の考えられるかような高温溶融ポリマーと同様に、ポリビニルアルコールは、液膜被覆プロセスによって、すなわち、施されると広がって基材上において薄い均一な層となり、その後乾燥される、水性分散液若しくは水溶液又は溶剤ベース分散液若しくは溶剤ベース溶液の形態で、適切に施される。
【0027】
水溶液系は、一般的には、いくつかの環境的利点を有する。好ましくは、液体ガス遮断組成物は、溶剤ベース系よりも良好な作業環境適合性をさらに通常有するため、水ベースである。
【0028】
PVOHコーティングの水蒸気遮断特性及び酸素遮断特性を向上させるために、カルボン酸官能基を有するポリマー又は化合物が、この組成物中に含まれてもよい。適切には、カルボン酸官能基を有するポリマーは、エチレンアクリル酸コポリマー(EAA)及びエチレンメタクリル酸コポリマー(EMAA)又はそれらの混合物の中から選択される。既知のかかる特に好ましい遮断層混合物の1つは、PVOH、EAA、及び無機薄層状化合物から構成される。EAAコポリマーは、次いで、乾燥コーティング重量で約1〜20重量%の量で遮断層中に含まれる。
【0029】
酸素遮断特性及び水遮断特性の向上は、高い乾燥温度におけるPVOHとEAAとの間におけるエステル化反応により、PVOHが、PVOHの構造体中に構築される疎水性EAAポリマー鎖によって架橋されることから得られると考えられている。しかし、かかる混合物は、添加剤のコストにより比較的高価である。さらに、これらの組成物は、高温での乾燥及び硬化により比較的高耐久性に作られ得る。架橋は、例えば金属酸化物などの金属化合物などの多価化合物の存在によっても誘発され得るが、かかる化合物は、これを目的とする被覆化合物中においてあまり好ましくない。
【0030】
特殊な種類の水分散性エチレンビニルアルコールポリマー(EVOH)が、後から開発されたが、酸素遮断液膜組成物に関して考え得るものとなり得る。しかし、従来的なEVOHポリマーは、通常は、押出成形を目的とされており、水性媒体中において分散/溶解して、5g/m2未満の、好ましくは3.5g/m2未満の薄い液膜被覆された遮断膜を作製することが不可能である。このEVOHは、水分散性又は水溶性となるべきやや高量のビニルアルコールモノマーユニットを含むべきであり、その特性は、PVOHの液膜コーティンググレードの特性に可能な限り近いものであるべきであると考えられている。押出成形されたEVOHは、液膜被覆されたEVOHの代替とはならない。その理由は、押出成形されたEVOHは、元来、押出成形被覆用のEVOHグレードに比べてPVOHに類似の特性を有さず、押出成形被覆又は押出成形積層により単一層として5g/m2未満の費用対効果の高い量で施すことが不可能であり、すなわち一般的に非常に高価なポリマーである共有押出成形連結層を要するからである。さらに、非常に薄い押出成形された層は、過度に急速に冷却し、隣接層への十分な積層結合を維持するのに十分な熱エネルギーを有さない。
【0031】
液膜被覆に適するポリマー結合剤の他の実例は、多糖、特に、好ましくは酸化デンプン、カチオンデンプン、及びヒドロキシプロピル化デンプンなどのデンプン又はデンプン誘導体である。かかる変性デンプンの実例は、次亜塩素酸塩酸化処理されたジャガイモデンプン(Raisio社によるRaisamyl 306)、ヒドロキシプロピル化トウモロコシデンプン(Cerestar 05773)である。しかし、さらに他のデンプン形態及びデンプン誘導体が、液膜被覆結合剤として実用可能である。
【0032】
ポリマー結合剤の他の実例は、アクリル酸ポリマー又はメタクリル酸ポリマーなどのカルボン酸含有ポリマーと、PVOH又はデンプンなどのポリアルコールポリマーとの混合物を含むコーティングである。これらのポリマー結合剤の架橋反応は、上述のように、高湿度に対する抵抗性にとっては好ましい。
【0033】
しかし、最も好ましくは、結合剤ポリマーは、PVOHである。その理由は、PVOHは、上述の全ての良好な特性、すなわち、良好な誘導加熱融着耐性に加えて、良好な膜形成特性、ガス遮断特性、費用対効果、食品適合性、及び臭気遮断特性を有するからである。
【0034】
PVOHベースのガス遮断組成物は、PVOHが少なくとも98%の、好ましくは少なくとも99%の鹸化度を有する場合には、最も良好に機能するが、鹸化度の比較的低いPVOHもまた、良好な特性を示す。
【0035】
一実施例によれば、液体組成物は、酸素ガス遮断特性をさらに向上させるために無機粒子をさらに含む。
【0036】
ポリマー結合剤材料は、例えば、薄層状形状又は薄片形態の無機化合物と混合されてもよい。薄片形状の無機粒子を層状に配置することにより、酸素ガス分子は、遮断層間の通常の直線状経路よりも長い過程を、酸素遮断層を貫通する蛇行経路を経由して移動しなければならない。
【0037】
一実施例によれば、無機薄層状化合物は、剥離された状態へと分散されるいわゆるナノ粒子化合物であり、すなわち、層状無機化合物の薄層が、液体媒体によって互いから分離される。したがって、好ましくは、これらの層状化合物は、分散時に無機材料の層構造を貫通したポリマー分散液又はポリマー溶液によって、膨張されるか又は開裂され得る。層状化合物は、さらに、ポリマー溶液又はポリマー分散液に加えられる前に、溶媒によって膨張されてもよい。しがたって、無機薄層状化合物は、液体ガス遮断組成物中及び乾燥された遮断層中において剥離状態へと分散される。粘土鉱物という用語には、カオリナイト類、アンチゴライト類、スメクタイト類、バーミキュライト類、ベントナイト類、又は雲母類の各鉱物が含まれる。具体的には、ラポナイト、カオリナイト、ディッカイト、ナクライト、ハロイサイト、アンチゴライト、クリソタイル、パイロフィライト、モンモリロナイト、ヘクトライト、サポナイト、ソーコナイト、ナトリウム四ケイ素雲母、ナトリウムテニオライト、白雲母、マルガライト、バーミキュライト、フロゴパイト、及びキサントフィライト等々を、適当な粘土鉱物として挙げることができる。好ましいナノ粒子は、モンモリロナイトのナノ粒子であり、最も好ましくは純化されたモンモリロナイト又はナトリウム交換モンモリロナイト(Na−MMT)のナノ粒子である。ナノサイズの無機薄層状化合物又は粘土鉱物は、好ましくは、剥離された状態において、50〜5000のアスペクト比と、最大で約5μmの粒径とを有する。
【0038】
好ましくは、無機粒子は、50〜5000のアスペクト比を有するかかる薄層状ベントナイト粒子から主に構成される。
【0039】
適切には、遮断層は、乾燥コーティング重量で約1〜約40重量%の、さらに好ましくは約1〜約30重量%の、及び最も好ましくは約5〜約20重量%の無機薄層状化合物を含む。この量が、過度に低い場合には、被覆され乾燥された遮断層のガス遮断特性は、無機薄層状化合物が使用されない場合と比較してもさほど向上しない。この量が、過度に高い場合には、液体組成物は、コーティングとして施すのがさらに困難になり、アプリケータ・システムの貯蔵タンク及び導管内における取扱いがさらに困難になる。好ましくは、遮断層は、乾燥コーティング重量で約99〜約60重量%の、さらに好ましくは約99〜約70重量%の、及び最も好ましくは約95〜約80重量%のポリマーを含む。分散安定剤又は同様のものなどの添加剤が、ガス遮断組成物中に、好ましくは乾燥コーティングで約1重量%未満の量にて含まれてもよい。
【0040】
別の実施例によれば、無機粒子は、10〜500のアスペクト比を有する薄層状タルカム粒子から主に構成される。この組成物は、通常は、乾燥重量で10〜50重量%の、さらに好ましくは20〜40重量%の量のタルカム粒子を含む。20重量%未満では、ガス遮断特性において著しい向上は見られず、50重量%超では、被覆された層は、層中の粒子間の内部結合が比較的弱いことにより、比較的もろく壊れやすいものとなり得る。50重量%超では、ポリマー結合剤は、粒子を囲み分散させ、層内においてそれらを互いに積層させるには低すぎる量のようである。
【0041】
代替的には、3〜150nmの、好ましくは4〜100nmの、さらにより好ましくは5〜70nmの粒径であり、好ましくはアモルファス及び球形である、コロイドシリカ粒子が使用される場合には、驚くほどに良好な酸素遮断特性が実現され得る。さらに、コロイドシリカ粒子の使用は、液体遮断組成物が15〜40重量%の、好ましくは20〜35重量%の、及びさらに好ましくは24〜31重量%の乾燥含量で施されることにより、強制乾燥の必要性が低下するという利点を有する。
【0042】
使用し得る無機粒子の他の代替例は、カオリン、雲母、炭化カルシウム等々の粒子である。
【0043】
酸素遮断特性をもたらすために無機粒子を使用する場合でも好ましいポリマー結合剤は、部分的には上述の有利な特性により、PVOHとなる。さらに、PVOHは、複合的な視点からも有利であり、すなわち、PVOHの水溶液中において無機粒子を分散又は剥離させて、PVOH及び粒子の安定的な混合物を形成することが概して容易であり、したがって均質な組成及び形態を有する良好に被覆されたフィルムが可能となる。
【0044】
好ましくは、本発明によれば、前記誘導加熱融着耐久性層は、乾燥重量で0.5〜7g/m2の、好ましくは0.5〜5g/m2の、さらに好ましくは0.5〜3g/m2の合計量で施される。0.5g/m2未満では、誘導融着耐久性の効果が過度に低いものとなり、施される層が薄すぎる場合には、施された遮断層を乾燥させるための水又は溶剤の除去と関連して、紙又は基材の特徴によってはピン穴が形成される危険性がある。他方において、7g/m2超では、全般的にはポリマーのコストが高いことにより、及び分散液体を蒸発させるためのエネルギー・コストが高いことにより、この被覆される層によって、包装用ラミネートは費用対効果の高いものとはならない。
【0045】
さらに、0.5g/m2超のPVOHにより、認め得るレベルの酸素遮断が実現され、0.5〜3.5g/m2の間で、遮断特性とコストとの間の良好なバランスが実現される。
【0046】
本発明の一実施例によれば、酸素ガス遮断層は、中間乾燥を伴う2つの連続ステップにおいて、2つの部分層として施される。2つの部分層としてこのように施される場合には、各層は、0.3〜3.5g/m2の、好ましくは0.5〜2.5g/m2の量で適切に施され、比較的低量の液体ガス遮断組成物から比較的高い品質の全体層をもたらす。さらに好ましくは、これらの2つの部分層は、それぞれ0.5〜2g/m2の、好ましくはそれぞれ0.5〜1.5g/m2の量で施される。
【0047】
金属蒸着被覆層は、物理蒸着(PVD)により薄く被覆された紙基材の上に施される。本発明によるこの薄い金属蒸着コーティングは、ナノメートル厚であり、すなわち、例えば5〜500nm(50〜5000Å)、好ましくは5〜200nm、さらに好ましくは5〜100nm、及び最も好ましくは5〜50nmなどの、ナノメートル単位で最適に算定される厚さを有する。
【0048】
一般的には、5nm未満では、誘導加熱融着耐久性特性は、使用するには低すぎるものとなる場合があり、200nm超では、コーティングは、可撓性が比較的低下する場合があり、したがって可撓性基材上に施された場合にクラッキングを比較的生じやすいものとなる場合がある。
【0049】
一般的には、誘導加熱耐久性を有するこのような蒸着コーティングは、金属化合物から作製され、好ましくは、誘導加熱融着誘発金属蒸着被覆層は、アルミニウムから実質的に構成される層である。通常は、アルミニウム金属化された層は、元来、利用される金属被覆プロセスの性質により、酸化アルミニウムから構成される薄い表面部分を有する。
【0050】
適切には、金属蒸着被覆層は、1〜5の、好ましくは1.5〜3.5の、さらに好ましくは2〜3の光学密度(OD)を有する。
【0051】
アルミニウム・ベースの薄い蒸着された層は、好ましくは5〜100nmの、さらに好ましくは5〜50nmの厚さを有し、この厚さは、従来的な厚さ、すなわち6.3μmのアルミニウム・フォイル中に存在するアルミニウム金属材料の1%未満に相当する。
【0052】
基材のコーティングの接着を向上させるために、基材フィルムの表面処理ステップが、基材の蒸着被覆、特に基材の金属化の前に実施されてもよい。
【0053】
本発明による最も好ましい金属は、アルミニウムであるが、本発明によれば、均質なコーティングへと真空蒸着され得る任意の他の金属を使用することができる。したがって、Au、Ag、Cr、Zn、Ti、又はCuなどの比較的好ましくなく比較的一般的でない金属もまた、考えられる。一般的には、金属又は金属と金属酸化物との混合物からなる薄いコーティングにより、水蒸気に対する遮断特性が得られ、これらのコーティングは、水蒸気が多層フィルム又は包装用ラミネートの中及びそれらを貫通して移動することが所望の機能により防止されなければならない場合にも使用される。しかし、最も一般的には、金属化コーティング中の金属は、アルミニウム(Al)である。
【0054】
金属蒸着被覆プロセスを費用対効果の高いものにするためには、基材、すなわち紙又は他のセルロース・ベース材料からなる第1の最内に配置される層(11)は、可能な限り長いメートルを被覆される紙のロール上に巻き付けることができるように、可能な限り薄いものであるべきである。好ましくは、第1の紙層は、20〜100g/m2の、好ましくは20〜70g/m2の、さらに好ましくは30〜60g/m2の表面重量を有する。紙が過度に薄い場合には、当然ながら、後の被覆プロセス及び積層プロセスにおける取扱いがさらに困難なものとなる。他方において、この紙をさらに薄くすることが可能であればあるほど、金属蒸着被覆プロセスにおいて費用対効果のさらに高いものとなり得る。剛性の観点からわかるように、比較的厚い第1の紙層は、全体的な包装用ラミネート構造体の剛性及びグリップ能力をさらに高めることにも寄与する。
【0055】
液体包装用の一般的なボール紙パッケージ中の、芯材安定化層として使用するための紙又は板紙からなる第2の層は、通常は、約100μmから最大で約600μmまでの厚さと、約100〜500g/m2の、好ましくは約200〜400g/m2の、さらに好ましくは200〜300g/m2の表面重量とを有し、適切な包装品質の従来的な紙又は板紙であってもよい。
【0056】
他方において、液状食品の低コスト態様の長期包装のために比較的薄い紙芯材層を有する、比較的薄い包装用ラミネートが使用されてもよい。かかる包装用ラミネートから作製される包装容器は、折曲げ形成されず、枕形状可撓性ポーチにより類似するものである。この場合、かかるポーチ・パッケージに適する単一の紙層は、通常は、約30〜約140g/m2の、好ましくは約50〜約120g/m2の、さらに好ましくは50〜約110g/m2の、最も好ましくは50〜70g/m2の表面重量を有する。
【0057】
一実施例によれば、かかる低コストの包装用ラミネートは、2つ以上の薄紙層を代替的に含んでもよく、これらの層の中の第1の内方紙層は、本発明によれば、誘導感熱性材料で蒸着被覆される。包装用ラミネート構造体中に2つの紙が存在する場合には、第2の外方紙層は、適切には、20〜100g/m2の、好ましくは20〜70g/m2の、さらに好ましくは20〜50g/m2の表面重量を有する。
【0058】
最外加熱融着可能液密層及び最内加熱融着可能液密層に適する熱可塑性材料は、例えばLDPE、線形LDPE(LLDPE)、又はシングルサイト触媒メタロセンポリエチレン(m−LLDPE)、又はそれらの2つ以上の混合物などの、好ましくはポリエチレン及びさらに好ましくは低密度ポリエチレンである例えばポリエチレン又はポリプロピレンなどのポリオレフィンをベースとする。
【0059】
押出成形積層層又はさらには加熱融着可能層のための、連結層又は接着性ポリマー層に適したポリオレフィンの代替的な実例は、官能基(カルボキシル官能基又はグリシジル官能基など)含有モノマーユニット(例えばアクリル酸モノマー(メタクリル酸モノマー)又は無水マレイン酸(MAH)モノマー)を有する、LDPEコポリマー若しくはLLDPEコポリマー、又は好ましくはLDPEグラフトコポリマー若しくはLLDPEグラフトコポリマー(すなわちエチレンアクリル酸コポリマー(EAA)若しくはエチレンメタクリル酸コポリマー(EMAA)、エチレン−アクリル酸グリシジルコポリマー(EGA)(エチレン−メタクリル酸グリシジルコポリマー(EGMA))又はMAHグラフトポリエチレン(MAH−g−PE))をベースとする変性ポリオレフィンである。かかる変性ポリマー又は接着性ポリマーの別の実例は、いわゆるイオノマー又はイオノマーポリマーである。好ましくは、この変性ポリオレフィンは、エチレンアクリル酸コポリマー(EAA)か、又はエチレンメタクリル酸コポリマー(EMAA)である。
【0060】
蒸着被覆される第1の紙層は、中間ポリマー層、好ましくは熱可塑性ポリマー層、さらに好ましくは、
特にLDPE、又はポリエチレンベースポリマー若しくはポリエチレンベースコポリマー、又は前出の段落内において説明されるような接着性ポリマーである、変性ポリマー又は接着性ポリマーとしてよく知られる、ポリオレフィン及びポリオレフィン・ベース・コポリマーから選択されるポリマーからの層により、第2の紙又は板紙の層に結合されてもよい。
【0061】
本発明による包装用ラミネートの光遮断をさらに向上させるために、必要に応じて、光遮断特性をもたらす粒子又は顔料が、ラミネートの1つ又は複数の層中に混合されてもよい。一実例は、カーボン・ブラックなどの光吸収粒子である。この場合に、有利には、中間層の黒色は、紙層又は板紙層により外方側に対して隠蔽され、例えばアルミニウム層などの金属化層によりラミネートの内方側に対して隠蔽される。別の実例は、二酸化チタンなどの光反射粒子である。かかる粒子は、白色の外観の包装用ラミネートをさらにもたらし得る。
【0062】
比較的薄い紙芯材層を有する比較的薄い低コストセグメント包装用ラミネートについては、かかる光反射無機白色顔料は、包装用ラミネートの光遮断特性を向上させ、さらに外側に対する包装用材料の外観を向上させ得る。
【0063】
例えば比較的影響を受けやすい製品に対して比較的長期の無菌保管寿命が必要となるなどの、比較的高い性能の包装用ラミネートについては、当然ながら、さらなる遮断層を追加することが可能である。例えば包装用ラミネートの酸素遮断特性をさらに高める1つの簡単な方式は、金属蒸着被覆された内側の第1の紙層を紙又は板紙からなるさらなる第2の層に対して結合させるための、金属押出成形可能なバリア層からなる層を含む熱可塑性結合層を使用することであってもよい。この実施例においては、比較的高性能の包装用ラミネートを作製するために変更すべき唯一のことは、変換プロセスにおいて積層段階に追加の溶融押出成形ポリマー層(又は複数の追加の溶融押出成形ポリマー層)(例えば追加の遮断層及び可能な場合には1つ又は2つの溶融共有押出成形連結層など)を含むことである。別のさらに好ましい実施例によれば、遮断ポリマー層からなる薄い層が、オプションの連結層(又は複数の連結層)及び最内加熱融着可能層(又は複数の最内加熱融着可能層)と共に、第1の紙層の金属被覆された内方側の上に共有押出成形被覆されてもよい。かかる共有押出成形された内側遮断層は、金属蒸着コーティングから加熱融着可能層まで誘発された熱を容易に伝達するために、薄く保たれなければならない。
【0064】
代替的には、液膜酸素遮断被覆層が、第1の最内紙層の他方の外方側に被覆されてもよい。代替的に、又は追加的に、液膜酸素遮断被覆層が、包装用ラミネート構造体中の任意の他の紙層の内方側に施されてもよい。
【0065】
本発明の他の態様によれば、本発明の非フォイル系包装用ラミネートから製造される包装容器が提供される。この包装容器は、液状食品又は含水食品の長期無菌包装に適しており、誘導加熱融着による強力で高耐久性のシールにより、良好なパッケージ完全性を有する。
【0066】
本発明のさらに他の態様によれば、独立請求項12に記載される包装用ラミネートを製造するための方法が提供される。
【0067】
したがって、この方法は、紙又は他のセルロース・ベース材料からなる第1の層を用意するステップと、紙又はセルロース・ベース材料の層の内方側に誘導融着耐久性層を初めに被覆することによって、誘導感熱性金属蒸着コーティングを受容及び支持するための紙又はセルロース・ベース材料からなる層を事前被覆するステップと、次いでこのように被覆された紙層の内方側に誘導感熱性金属層を施す又は蒸着するステップと、加熱融着可能熱可塑性ポリマー材料からなる最内層を用意するステップと、押出成形被覆により、又はあらかじめ製造されたフィルムの形態で紙層に対して最内層を積層することにより、金属被覆された紙層に対して最内層を積層するステップとを含む。
【0068】
この方法の任意の段階において、加熱融着可能熱可塑性ポリマー材料からなる最外層が、用意され、包装用ラミネートの最外の反対側に積層されてもよい。包装用ラミネート構造体が、包装用ラミネートの外側に対して配置された第2の紙層を含む場合には、最外加熱融着可能ポリマー層は、次いで第2の紙層の外方側に積層される。
【0069】
誘導感熱金属層は、誘起された磁場の結果としての電流を伝送することが可能となり、隣接する熱可塑性ポリマー層が加熱及び溶融されて前記ポリマーの溶融融着が生ずるように加熱された状態になるのに十分な、均質性及び質的連続性を有する。金属層が、不均一な被覆又はクラックにより不連続性のものとなる場合には、融着区域には加熱は生じなくなる。
【0070】
金属受容層の事前被覆において、本方法は、さらに含む。水性媒体又は溶剤ベース液体媒体中に分散又は溶解されたポリマー結合剤を含む液体組成物を用意するステップと、紙又は他のセルロース・ベース材料からなる前記層の内方側の上に液体組成物を被覆し、その後乾燥させて液体を蒸発させることにより、第1の紙層の内方側に隣接する、前記ポリマー結合剤を含む薄い誘導融着耐久性層を形成するステップであり、前記ポリマー結合剤が、最内加熱融着可能層の熱可塑性ポリマー材料よりも高い融点を有する、ステップとをさらに含む。
【0071】
好ましくは、液体組成物中に含まれる誘導融着耐久性ポリマーは、ポリビニルアルコール(PVOH)、水分散性エチレンビニルアルコール(EVOH)、ポリ塩化ビニリデン(PVDC)、水分散性ポリアミド(PA)、デンプン、デンプン誘導体、及びそれらの2つ以上の組合せからなる群より選択される。
【0072】
一実施例によれば、誘導融着耐久性層(12)は、乾燥重量で0.5〜7g/m2の、好ましくは0.5〜5g/m2の、さらに好ましくは0.5〜3g/m2の合計量にて施される。
【0073】
2つの部分層として施される場合には、各層は、0.3〜3.5g/m2の、好ましくは0.5〜2.5g/m2の量で適切に施され、この量により、比較的低量の液体ポリマー組成物から比較的高品質の全体層がもたらされ得る。さらに好ましくは、2つの部分層が、それぞれ0.5〜2g/sm2の、好ましくは0.5〜1.5g/m2の量で施され得る。
【0074】
金属化プロセスの際に紙層から真空チャンバ内に放出される水分量を低減させるために、金属蒸着被覆されることとなる第1の紙層は、金属化プロセス・ステップの前に、水性の又は溶剤ベースの分散液又は溶液中において、ポリマーからなる液膜組成物により他方の外方側も被覆されてもよい。水分は、金属化プロセスが実施され得る速度を遅らせ得るため、金属化のための真空チャンバ内においては水分を回避することが望ましい。
【0075】
さらに、リール上の被覆された紙ウェブのその後の取扱い時の紙埃の逆移動が、裏面のかかる被覆により回避され得る。
【0076】
酸素ガスに対する比較的良好な遮断特性を要する食品については、ガス遮断被覆層が、第1の紙層の外側に被覆されてもよい。
【0077】
包装用ラミネート構造体が、包装用ラミネートの外側に対して配置された第2の紙層を含む場合には、ガス遮断被覆層が、前記第2の紙層の内側にも被覆されてもよい。
【0078】
包装用ラミネート構造体が、包装用ラミネートの外側に対して配置された第2の紙層を含む場合には、本発明のこの方法は、中間ポリマー結合層、好ましくは熱可塑性ポリマー結合層により、第2の紙層の内方側に対して、蒸着された薄紙基材を押出成形積層するステップをさらに含む。
【0079】
本発明のさらなる一態様は、連続ウェブの形態で、先述において定義されるような非フォイル系包装用ラミネートを用意するステップと、ウェブ形態の包装用ラミネートを連続筒形状に形成し、長手方向に長手方向シールを施すステップと、液状食品で包装用ラミネート筒を充填するステップと、充填された筒の横軸方向に所定の間隔をおいて、誘導加熱によって加熱融着区域を形成するステップと、各横軸方向融着区域の中心を通り切断し、それにより個別の容器を形成するステップとを含む、非フォイル系包装用ラミネートを加熱融着する方法である。
【0080】
以下、図面を参照として本発明の好ましい実施例を説明する。
【図面の簡単な説明】
【0081】
【図1a】本発明により作製された包装用ラミネートの第1の実施例の概略断面図である。
【図1b】本発明により作製された包装用ラミネートの第2の実施例の概略断面図である。
【図1c】本発明により作製された包装用ラミネートの第3の実施例の概略断面図である。
【図1d】本発明により作製された包装用ラミネートの第4の実施例の概略断面図である。
【図2】紙基材層上にポリマー複合材料を液膜被覆する方法を文法的に示す図である。
【図3】基材上に好ましい金属層を蒸着するためのプラントの概略図である。
【図4a】図1に示される包装用ラミネートを製造する例示的な方法を示す概略図である。
【図4b】図1に示される包装用ラミネートを製造する例示的な方法を示す概略図である。
【図4c】図1に示される包装用ラミネートを製造する例示的な方法を示す概略図である。
【図5a】本発明による包装用ラミネートから作製された包装容器の一実例を示す図である。
【図5b】本発明による包装用ラミネートから作製された包装容器の一実例を示す図である。
【図6】連続的な形成、充填、及び融着プロセスにおいて包装用ラミネートから包装容器を製造する方法の原理を示す図である。
【発明を実施するための形態】
【0082】
「実施例1」
誘導加熱融着耐久性層のための水性被覆組成物の準備。約50〜5000のアスペクト比を有する剥離された薄層状モンモリロナイト粒子(Kunimine Kogyo Co.社のKunipia F)の水性分散液が、60〜90℃の温度にて1〜8時間にわたり約30重量%のPVOHの水溶液(約99%の鹸化度を有するMowiol 15〜99)と混合される。剥離された薄層状鉱物粒子の分散液は、安定添加剤により安定化されてもよい。代替的には、薄層状鉱物粒子は、60〜90℃の温度にて1〜8時間にわたりPVOH溶液内において直接剥離される。
【0083】
水性の溶解され分散されたPVOHと、30重量%の剥離されたベントナイト粘土との水性組成物を、液膜被覆により、間に乾燥を挟んだ2つの連続ステップで、50g/m2の表面重量を有する薄紙ウェブの上に、合計で3g/m2のPVOHコーティングとなるように被覆した。この湿式塗布されたコーティングは、熱気により乾燥されて、水が蒸発される。
【0084】
その後のステップにおいて、PVOH被覆された紙を、蒸着プロセスにより、PVOH層上に最大で3の光学密度でアルミニウム金属コーティングによって被覆した。
【0085】
このように金属化されたPVOH被覆された紙を、低密度ポリエチレン(LDPE)からなる押出成形積層熱可塑性結合層により260mN(約270g/m2)の厚い板紙に対して積層し、その後、このように積層された紙サンドイッチ体の両面を、熱可塑性加熱融着可能層(LDPE)によって被覆し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)の従来的な充填機の加熱シール品質について検査した。例えば、非常に薄い金属化された層によって十分な加熱効率に達するためには、誘導融着プロセスにおいて使用される周波数を大幅に高める必要があることが判明している。
【0086】
このように充填及び融着された包装容器のシールの外観及び特徴を、これらのシールを再度引き裂くことによって調査した。外観を記録し、サンプル間で比較した。整列状態におけるシールの幅及び均一性を、加熱融着された熱可塑性材料を除き全ての包装用材料がシールの周囲において溶解されるさらなる検査によって、判定及び比較した。最後に、充填及び融着された包装容器のパッケージ完全性を、レッド・インク・テストを利用して検査した。これらは全て、日々作製される充填包装容器の融着品質管理のために、Tetra Brik Aseptic(登録商標)パッケージ用の牛乳加工所及び充填所ではよく知られている検査である。
【0087】
融着された包装容器のサンプルの加重特性及び加重品質を、Tetra Brik(登録商標)Aseptic包装容器用の従来的な包装用ラミネートの品質管理からの長年にわたる経験に基づき、評価した。
【0088】
作製されたパッケージの加熱シール品質及び完全性は、テスト・パネルによる評価によれば、非常に良好であり、現行のTetra Brik Asepticのアルミニウム・フォイル・ベース・パッケージのシール品質と同等であった。レッド・インク・テストにおいては、300個の充填及び融着されたパッケージの中の300個全てが、漏出個所を有さぬ液密性であった。
【0089】
「実施例2」
99%超の鹸化度を有する水性の溶解され分散されたPVOHと、10重量%の剥離されたベントナイト粘土との水性組成物を、実施例1と同様の様式で準備し、液膜被覆により、間に乾燥を挟んだ2つの連続ステップで、50g/m2の表面重量を有する薄紙ウェブの上に、合計で3g/m2のPVOHコーティングとなるように被覆した。この湿式塗布されたコーティングは、熱気により乾燥されて、水が蒸発される。
【0090】
その後のステップにおいて、PVOH被覆された紙を、蒸着プロセスにより、PVOH層上に最大で3の光学密度でアルミニウム金属コーティングによって被覆した。
【0091】
このように金属化されたPVOH被覆された紙を、低密度ポリエチレン(LDPE)からなる押出成形積層熱可塑性結合層により50g/m2の薄紙に対して積層し、その後、このように積層された紙サンドイッチ体の両面を、熱可塑性加熱融着可能層(LDPE)によって被覆し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)の従来的な充填機の加熱シール品質について検査した。
【0092】
代替的には、例えば約100g/m2などの比較的厚い紙層を金属被覆し、これを他の紙層には積層せずに、単一紙層ラミネートとして保ち、外方加熱融着可能熱可塑性層で被覆することが、技術的には可能である。しかし、現行においては、かかる厚紙基材の上に金属化された層を蒸着被覆することは、費用対効果が高くなく、そのため、対応する所要の厚さ及び剛性を有するラミネートを実現するために上述のサンドイッチ・ラミネートを作製した。
【0093】
作製されたパッケージの加熱シール品質及び完全性は、同一のテスト・パネルによる同一の評価によれば、同様に非常に良好であった。300個の検査パッケージの中のいずれも、シールの品質に関して漏出個所を有さなかった。
【0094】
「比較実施例1」
配向PET(ポリエチレンテレフタレート)からなる12μm基材フィルムを、蒸着プロセスにより、約3の光学密度までアルミニウム金属コーティングによって被覆した。
【0095】
このように金属化されたPETフィルムを、低密度ポリエチレン(LDPE)からなる押出成形積層熱可塑性結合層により260mN(すなわち約270g/m2)の厚い板紙に対して積層し、その後、両面を熱可塑性加熱融着可能層(LDPE)によって被覆し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)の従来的な充填機の加熱シール品質について検査した。
【0096】
作製されたパッケージの加熱シール品質及び完全性は、レッド・インク・テストを利用するシールの引裂き特性の及びパッケージ完全性のテスト・パネルによる評価によれば、上述の実例に比べて許容し得るものであった。しかし、テスト・ランごとの融着結果は、薄紙基材を有するラミネート材料と同程度の一貫性及び信頼性を示さなかった。
【0097】
「比較実施例2」
50g/m2の表面重量を有する薄紙ウェブを、10g/m2のLDPEからなる第1の層と、5g/m2のEAA(エチレンアクリル酸コポリマー)からなる第2の層とにより共有押出成形被覆した。
【0098】
その後のステップにおいて、この共有押出成形被覆された紙を、蒸着プロセスにより、EAA層上にアルミニウム金属コーティングによってさらに被覆した。
【0099】
このように金属化されたLDPE/EAA被覆された紙の両面を、熱可塑性加熱融着可能層により積層し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)タイプの従来的な充填機の実際的な条件を模したテスト装置において、加熱シール品質について検査した。さらに、このラミネート紙を、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)タイプの従来的な充填機において検査した。
【0100】
融着された包装容器及び容器のサンプルの加重特性及び加重品質を、Tetra Brik(登録商標)Aseptic包装容器用の従来的な包装用ラミネートの品質管理からの長年にわたる経験に基づいて評価し、それにより、TBA充填機においては適切に融着されたパッケージは全く形成することが不可能であることが判明した。そのため、パッケージ完全性のさらなる検査は不要であった。さらに、このテスト装置による融着サンプルの引裂き評価の結果により、これらのシールが十分に良好なものではないことが判明した。
【0101】
したがって、作製されたパッケージの加熱シール品質及び完全性は、同一のテスト・パネルによる評価によれば、良好ではなく、現行のTetra Brik Asepticのアルミニウム・フォイル・ベース・パッケージのシール品質と同等ではなかった。
【0102】
「実施例3」
表1に示すように、様々な表面重量の薄紙ウェブを、液膜被覆により、間に乾燥を挟んだ2つの連続ステップで、99%超の鹸化度を有する水性の溶解され分散されたPVOHと、10重量%の剥離されたベントナイト粘土との水性組成物によって被覆した。この湿式塗布されたコーティングを、熱気により乾燥して、水を蒸発させた。
【0103】
その後のステップにおいて、PVOH被覆された紙ウェブを、蒸着プロセスにより、PVOH層上にアルミニウム金属コーティングによって被覆した。
【0104】
このように金属化されたPVOH被覆された紙の両面に、熱可塑性加熱融着可能層を積層し、作製される包装容器に適合化された誘導加熱融着を利用するTetra Brik Aseptic(登録商標)タイプの従来的な充填機の実際的な条件を模したテスト装置において、加熱シール品質について検査した。
【0105】
その結果を、薄紙ベース包装材料の様々なテスト・サンプルの順位表として表1に示す。評価は、シール品質を評価するためにテスト・パネルにより実施した。これらの結果から、比較的厚い紙が、比較的薄い紙よりも良好な融着結果を示すことが分かる。さらに、比較的光学密度(OD)の高い金属蒸着コーティングが、低ODの金属蒸着コーティングよりも幾分か良好な融着結果を示すことが分かる。さらに、PVOHからなる比較的厚い層が、比較的薄い層よりも幾分か良好な融着結果を示すことが分かる。表1のサンプルは全て、これらのリグ・テストにおいて非常に良好なシール品質を実現しており、実施例1に示したものと同様に充填機検査におけるパッケージ完全性の同様の良好な結果を示すはずである。70g/m2の比較的厚い紙の基材によれば、比較的良好な融着結果が認められたが、比較的厚い紙の基材は、はるかに高価になるため、これらの検査においては50g/m2の比較的薄い基材を概して使用した。
【0106】
【表1】
【0107】
当然ながら、PVOH組成物からなるさらに厚い層又は追加層を被覆することによりガス遮断特性を少しだけさらに高めることが、又はさらに高量の無機粒子でPVOH層を充填することが、さらに可能である。しかし、さらに厚くさらに高密度充填されたガス遮断層組成物を被覆することにより、臭気遮断特性がさらに大幅に向上する。かかる遮断組成物の優れた実例は、PVOH及び10〜50重量%の、好ましくは20〜40重量%のタルカム粒子を含む。
【0108】
図1aにおいては、本発明により作製された、無菌包装するため及び周囲温度条件下において長期保管するための包装用ラミネート10aの第1の実施例の断面図が示される。このラミネートは、50g/m2の表面重量を有する第1の紙層11を含む。
【0109】
この紙は、誘導感熱性材料として機能し、最内加熱融着可能層14において加熱融着を生じさせるために熱を伝達することが可能な、金属蒸着コーティング12を受けるように準備される。
【0110】
後に金属蒸着被覆されることとなるこの薄紙は、この紙層を被覆することにより、又はこの紙層を含浸させることにより、又は紙ウェブの製造段階において紙パルプ中に化学薬品を混合することにより、又は準備用のこれらの手段若しくは他の手段の任意の組合せにより、準備されてもよい。
【0111】
その後、準備された薄紙ウェブは、約3の光学密度(OD)まで蒸着金属被覆される。
【0112】
ポリオレフィンからなる外方の液密及び加熱融着可能な層15が、包装用ラミネートから作製される包装容器の外側方向に配向されることとなる側である、芯材層11の外側に塗布される。外方層15のポリオレフィンは、加熱融着可能品質の従来底な低密度ポリエチレン(LDPE)であってもよい。最内の液密及び加熱融着可能な層14が、この包装用ラミネートから作製される包装容器の内側の方向に配向されることとなる、蒸着される層12の内側に配置され、層14は、包装される製品と接触状態になる。最内加熱融着可能層は、メタロセン触媒すなわちいわゆるメタロセン−LLDPE(m−LLDPE)の存在下において、好ましくはC4〜C8の、さらに好ましくはC6〜C8のα−オレフィンアルキレンモノマーでエチレンモノマーを重合することによって生成されるLLDPEをさらに含む、低密度ポリエチレンをベースとしたポリマーを含む。最内加熱融着可能層14は、同一の又は異なる種類のポリマーの2つ又は複数の部分層から構成されてもよく、代替的にはポリマー・フィルム14を構成してもよい。
【0113】
本発明の好ましい一実施例によれば、最内加熱融着可能層14は、好ましくはエチレンアクリル酸コポリマーからなる層によって、金属蒸着層に結合される。代替的には、他の連結層を使用してもよい。金属被覆された紙層に加熱融着可能最内層を結合するための連結層として適するポリオレフィンの代替例は、官能基(カルボキシル官能基又はグリシジル官能基など)含有モノマーユニット(例えばアクリル酸モノマー(メタクリル酸モノマー)又は無水マレイン酸(MAH)モノマー)を有する、LDPEコポリマー若しくはLLDPEコポリマー、又は好ましくはLDPEグラフトコポリマー若しくはLLDPEグラフトコポリマー(すなわちエチレンアクリル酸コポリマー(EAA)若しくはエチレンメタクリル酸コポリマー(EMAA)、エチレン−アクリル酸グリシジルコポリマー(EGA)(エチレン−メタクリル酸グリシジルコポリマー(EGMA))又はMAHグラフトポリエチレン(MAH−g−PE))をベースとする変性ポリオレフィンである。かかる変性ポリマー又は接着性ポリマーの別の実例は、いわゆるイオノマー又はイオノマーポリマーである。好ましくは、この変性ポリオレフィンは、エチレンアクリル酸コポリマー(EAA)か、又はエチレンメタクリル酸コポリマー(EMAA)である。
【0114】
比較的厚い加熱融着可能層が必要とされるいくつかの特定の場合には、コストの観点からは好ましくはないが、最内層14の内側に追加の加熱融着可能ポリエチレン層を施すことが、当然ながら可能である。
【0115】
図1bにおいては、本発明により作製された、無菌包装するため及び周囲温度条件下において長期保管するための包装用ラミネート10bの第2の実施例の断面図が示される。このラミネートは、50g/m2の表面重量を有する第1の紙層11と、この紙層11の上に液体ポリマー組成物からなる液膜コーティングにより形成され、後に乾燥される、薄い誘導融着耐久性層13とを含む。この組成物は、PVOH及び10重量%のベントナイトの水溶液を含み、乾燥後には、この被覆された層は、PVOHと、PVOH層内に薄層状に均一に分布された剥離されたベントナイト粒子とを含む。好ましくは、PVOHは、少なくとも99%の鹸化度を有する。
【0116】
その後、この被覆された薄紙ウェブは、約3の光学密度(OD)まで、その被覆された側に蒸着金属被覆される。したがって、結果的に得られる包装用ラミネートは、初めにベントナイトを含むPVOHで被覆され、次いで約50nmの厚さでアルミニウム金属からなる薄い蒸着コーティング層12で被覆された、薄紙基材11を含む。
【0117】
ポリオレフィンからなる外方の液密且つ加熱融着可能な層15が、包装用ラミネートから作製される包装容器の外側の方向に配向されることとなる側である、芯材層11の外側に施される。この外方層15のポリオレフィンは、加熱融着可能品質の従来的な低密度ポリエチレン(LDPE)であってもよい。最内の液密且つ加熱融着可能な層14が、この包装用ラミネートから作製される包装容器の内側の方向に配向されることとなる、蒸着される層12の内側に配置され、層14は、包装される製品と接触状態になることとなる。最内加熱融着可能層は、メタロセン触媒すなわちいわゆるメタロセン−LLDPE(m−LLDPE)の存在下において、好ましくはC4〜C8の、さらに好ましくはC6〜C8のα−オレフィンアルキレンモノマーでエチレンモノマーを重合することによって生成されるLLDPEを含む、低密度ポリエチレンを含む。最内加熱融着可能層14は、同一の又は異なる種類のポリマーの2つ又は複数の部分層から構成されてもよく、代替的にはポリマー・フィルム14を構成してもよい。
【0118】
比較的厚い加熱融着可能層が必要とされるいくつかの特定の場合には、コストの観点からは好ましくはないが、最内層14の内側に追加の加熱融着可能ポリエチレン層を施すことが、当然ながら可能である。
【0119】
図1cにおいては、本発明により作製された、無菌包装するため及び周囲温度条件下において長期保管するための包装用ラミネート10cの第3の実施例の断面図が示される。このラミネートは、50g/m2の表面重量を有する第1の紙層11と、この紙層11の上に液体ポリマー組成物からなる液膜コーティングにより形成され、後に乾燥される、薄い誘導融着耐久性層13とを含む。この組成物は、PVOH及び30重量%のベントナイトの水溶液を含み、乾燥後には、この被覆された層は、PVOHと、PVOH層内に薄層状に均一に分布された剥離されたベントナイト粒子とを含む。好ましくは、PVOHは、少なくとも99%の鹸化度を有する。
【0120】
その後、この準備された薄層は、約3の光学密度(OD)まで蒸着金属被覆される。
【0121】
したがって、この包装用ラミネートは、初めにPVOHで被覆され、次いで約50nmの厚さでアルミニウム金属からなる薄い蒸着コーティング層12で被覆された、薄紙基材11を含む。
【0122】
さらに、この包装用ラミネートは、少なくとも200g/m2の又は好ましくは約300g/m2の表面重量を有する、第2の芯材板紙層16を含む。第1の紙層及び第2の紙層は、ポリオレフィン・ベースのポリマー、好ましくは低密度ポリエチレン(LDPE)からなる中間層17により、互いに適切に結合される。中間結合層16は、好ましくは、金属被覆された第1の紙層及び第2の板紙層を互いに押出成形積層することにより形成される。
【0123】
外方の液密且つ加熱融着可能な層14及び15は、図1a及び図1bにおけるのと同様に画成される。
【0124】
図1dにおいては、図1cの包装用ラミネートと同様であるが、第1の紙層11の他方の外方側にベントナイトを含む液膜被覆されたPVOH組成物による追加層18、及び/又は代替として、第2の板紙層16の内方側にベントナイトを含む液膜被覆されたPVOH組成物による追加層19を有する、包装用ラミネート10dの第4の実施例の断面図が示される。PVOHからなるこれらの層18、19は、この包装用ラミネートに追加的なガス遮断特性を与える。
【0125】
金属化プロセスの際に紙層から真空チャンバ内に放出される水分量を低減させるために、金属蒸着被覆されることとなる第1の紙層は、金属化プロセス・ステップの前に、水性の又は溶剤ベースの分散液又は溶液中において、ポリマーからなる液膜組成物により他方の外方側も被覆されてもよい。水分は、金属化プロセスが実施され得る速度を遅らせ得るため、金属化のための真空チャンバ内においては水分を回避することが望ましい。さらに、リール上の被覆された紙ウェブのその後の取扱い時の紙埃の逆移動が回避され得る。
【0126】
図1a及び図1bによれば、第1の紙層11は、約50g/m2又はそれ未満の薄紙層であってもよい。この紙層は、非常に薄いため、ラミネートの層の中の1つ又は複数に顔料を追加することによる追加的な光遮断が必要となる場合がある。例えば、二酸化チタン(TiO2)などの光反射白色顔料、及び/又はカーボン・ブラックなどの光吸収顔料が、液膜被覆された誘導加熱融着耐久性層13に加えられてもよい。かかる顔料は、有利には、金属蒸着コーティング12により内側に対して、及び少なくともある程度は紙層11により外側に対して隠蔽される。
【0127】
図2においては、紙層又は板紙層の上にポリマー組成物を液膜被覆する方法が、概略的に示される。紙層21aは、備蓄リールから液膜被覆ステーション22aの方向に送られ、この液膜被覆ステーション22aで、液体ポリマー組成物は、被覆された紙が乾燥ステーション22bを通過する際に、被覆され乾燥される層の量が約1〜3g/m2となるような量で施される。好ましくは、液膜被覆作業は、2つのステップで、すなわち初めに0.5〜1.5g/m2を被覆し、中間ステップで乾燥させ、次いで2度目の0.5〜1.5g/m2の被覆を行い、最後に液膜被覆された層全体を乾燥させて、被覆された紙層21bを得ることによって、実施される。
【0128】
図3は、図2で作製された被覆された薄い第1の紙層の上に金属層12を蒸着被覆するためのプラントの一実例の概略図である。図2の薄紙ウェブ21bは、コーティングを受ける側において、(場合によっては酸化アルミニウムとの混合物中に含まれる)アルミニウムの金属化された層の連続蒸着30を受け、このコーティングは、5〜100nmの、好ましくは5〜50nmの厚さを与えられ、それにより、本発明の金属被覆された紙34aが形成される。アルミニウム蒸気は、固体片気化源31からもたらされる。
【0129】
図4aにおいては、被覆プロセス40aが示される。薄い金属蒸着されたコーティング34aでさらに被覆された、誘導加熱融着耐久性及び/又は酸素遮断性の被覆された紙層21bが、押出成形ステーション44aからLDPEからなる中間結合層44を押出成形し、ローラ・ニップ45内において共に圧着することにより、この紙層の方向に対面する側に接着層43aを有する内側ポリマー・フィルム43に対して押出成形積層される。その後、積層された紙及びフィルムは、第2の押出成型機47及び積層ニップ48を通過し、そこで、LDPEからなる最外加熱融着可能層46が、紙層の外側に被覆される。最後に、完成した包装用ラミネート49aが、図示されない備蓄リール上に巻き付けられる。
【0130】
図4bにおいては、代替的な一実施例が示される。金属被覆された紙層34aが、第1の押出成形被覆ステーション44bにおいて、最内ポリマー層(又は複数の最内ポリマー層)14;43bによって直接的に押出成形被覆され、押出し成形機47及び積層ニップ48と同様に、ローラ・ニップ45b内にて共に圧着される。最後に、完成した包装用ラミネート49bが、図示されない備蓄リール上に巻き付けられる。
【0131】
包装用ラミネートが、図1cに図示されるように、追加の第2の板紙層16を含む場合には、金属被覆された層が板紙層43c;16に押出成形積層される、さらなる積層ステップが存在する。その後、低密度ポリエチレン(又は複数の低密度ポリエチレン)からなる最外加熱融着可能ポリマー層及び最内加熱融着可能ポリマー層は、上述の図4bのような押出成形被覆により、又は代替的には上述の4aに図示されるような最内加熱融着フィルムの押出成形積層により、任意の順序で被覆され得る。
【0132】
図5aは、本発明による包装用ラミネート10cから作製された包装容器50の一実例を示す。この包装容器は、飲料、ソース、又はスープ等々に特に適する。典型的には、このようなパッケージは、約100〜1000mlの容積を有する。このパッケージは、任意の構成からなるものであってもよいが、長手方向シール51及び横軸方向シール52、及び任意には開封デバイス53を有する、好ましくは煉瓦形状である。図示されない別の実施例においては、包装容器は、ウェッジとして形状設定されてもよい。かかる「ウェッジ形状」を得るためには、底部の横軸方向加熱シールが、パッケージの底部に対して折り曲げられ融着される三角形隅部フラップの下方に隠蔽されるように、パッケージの底部のみが、折曲げ形成される。上部セクション横軸方向シールは、折り曲げられない状態のまま残される。このようにすることで、この半分折り曲げられた包装容器は、依然として取扱いが容易であり、食料品店の棚の上に又はテーブル若しくは同様のものの上に置かれた場合にも次元的に安定したものとなる。
【0133】
図5bは、本発明による包装用ラミネート10bから作製された包装容器50bの代替的な実例を示す。包装用ラミネート10bは、比較的薄い紙芯材層を有することにより比較的薄いため、平行六面体又はウェッジ形状の包装容器を形成するのに十分には次元的に安定なものではなく、横軸方向融着52b後には折曲げ形成されない。したがって、このラミネート10bは、枕形状のポーチ様容器のままとなり、このような状態で供給及び販売されることとなる。
【0134】
図6は、本出願の導入部において説明されるような原理、すなわち包装用材料のウェブの長手方向縁部62、62’が、重畳長手方向接合部63へと互いに一体化されることにより、このウェブが筒61へと形成されるという原理を示す。筒は、意図される液状食品で充填され(64)、この筒内の充填された内容物の高さの下方にて、互いから所定の距離を置かれた、筒の反復的な横軸方向シール65によって、個々のパッケージへと分割される。これらのパッケージ66は、横軸方向シールにおいて切断することにより分離され、この材料中に用意された折り目線に沿って折曲げ形成することにより、所望の幾何学的構成を与えられる。
【0135】
本発明は、図示され上述された実施例により限定されず、特許請求の範囲内において変更されてもよい。
【特許請求の範囲】
【請求項1】
液状食品用又は飲料用のパッケージへと誘導加熱融着するための非フォイル系包装用ラミネート(10)であって、紙又は他のセルロース・ベース材料からなる少なくとも1つの第1の層(11)を含み、前記第1の紙層(11)は、前記包装用ラミネートの内方側に配置され、誘導感熱性の金属蒸着された層(12)を受容及び支持することにより隣接する熱可塑性ポリマー層において加熱融着を誘発させるように事前被覆され、前記包装用ラミネート(10)は、紙又はセルロース・ベース材料からなる前記事前被覆された第1の(11)の内方側に施される前記金属蒸着された層(12)をさらに含み、前記金属蒸着コーティング(12)の内方側に施される、液密性加熱融着可能熱可塑性ポリマー材料からなる1つ又は複数の層(14)をさらに含む、非フォイル系包装用ラミネート(10)。
【請求項2】
紙又は他のセルロース・ベース材料からなる前記第1の層(11)は、加熱融着可能材料からなる前記最内層(14)よりも融点が高い誘導融着耐久性被覆層(13)により、その内方側を被覆されることと、前記誘導加熱融着耐久性被覆層の内方側に、誘導感熱性金属蒸着コーティングからなる前記層(12)がさらに施されることとを特徴とする、請求項1に記載の非フォイル系包装用ラミネート。
【請求項3】
前記誘導融着耐久性被覆層(13)は、前記第1の紙層の上に液体組成物を液膜被覆し、その後乾燥させることにより形成され、前記液体組成物は、水性媒体又は溶媒中に分散又は溶解されたポリマー結合剤を含むことを特徴とする、請求項2に記載の非フォイル系包装用ラミネート。
【請求項4】
前記誘導融着耐久性被覆層(13)は、ポリビニルアルコール(PVOH)、水分散性エチレンビニルアルコール(EVOH)、ポリ塩化ビニリデン(PVDC)、水分散性ポリアミド(PA)、多糖、多糖誘導体、デンプン、デンプン誘導体、及びそれらの2つ以上の組合せからなる群より選択されるポリマーを主に含む組成物から形成されることを特徴とする、請求項2、又は3に記載の非フォイル系包装用ラミネート。
【請求項5】
前記誘導融着耐久性被覆層(13)は、PVOH、水分散性EVOH、又はデンプンからなる群より選択されるポリマーを主に含む組成物から形成されることを特徴とする、請求項2から4までのいずれか一項に記載の非フォイル系包装用ラミネート。
【請求項6】
前記液体組成物は、無機粒子をさらに含むことを特徴とする、請求項2から5までのいずれか一項に記載の包装用ラミネート。
【請求項7】
前記誘導融着耐久性被覆層(13)は、乾燥重量で0.5〜7g/m2の、好ましくは0.5〜5g/m2の、さらに好ましくは0.5〜3g/m2の合計量にて施されることを特徴とする、請求項2から6までのいずれか一項に記載の包装用ラミネート。
【請求項8】
前記誘導感熱性金属蒸着被覆層(14)は、アルミニウムから実質的に構成される層であることを特徴とする、請求項1から7までのいずれか一項に記載の包装用ラミネート。
【請求項9】
前記金属蒸着被覆層(14)は、1〜5の、好ましくは1.5〜3.5の、さらに好ましくは2〜3の光学密度(OD)を有することを特徴とする、請求項1から8までのいずれか一項に記載の包装用ラミネート。
【請求項10】
紙又は他のセルロース・ベース材料からなる前記第1の最内に配置される層(11)は、20〜100g/m2の、好ましくは20〜70g/m2の、さらに好ましくは30〜60g/m2の表面重量を有することを特徴とする、請求項1から9までのいずれか一項に記載の包装用ラミネート。
【請求項11】
前記第1の紙層の外側に積層される、紙又はボール紙からなる第2の層をさらに含み、前記第2の紙層は、50から500g/m2の、好ましくは200〜400g/m2の、最も好ましくは200〜300g/m2の表面重量を有することを特徴とする、請求項1から10までのいずれか一項に記載の包装用ラミネート。
【請求項12】
紙又は他のセルロース・ベース材料からなる第1の層(21)を用意するステップと、
前記紙又はセルロース・ベース材料の層の内方側に、誘導融着耐久性層によって、誘導感熱性金属蒸着コーティングを受容及び支持するための前記紙又はセルロース・ベース材料からなる層を事前被覆するステップと、
このように被覆された前記紙層の内方側に前記誘導感熱性金属層(12)を施すステップと、
加熱融着可能熱可塑性ポリマー材料からなる最内層(15)を用意するステップと、
押出成形被覆により、又はあらかじめ製造されたフィルムの形態で前記紙層に対して前記最内層(15)を積層することにより、前記金属(12)被覆された紙層(11)に対して前記最内層(15)を積層するステップと
を含む、請求項1から11までのいずれか一項に記載の包装用ラミネート(10)を製造する方法。
【請求項13】
前記金属受容層を事前被覆する前記ステップにおいて、
水性媒体又は溶剤ベース液体媒体中に分散又は溶解されたポリマー結合剤を含む液体組成物を用意するステップと、
紙又は他のセルロース・ベース材料からなる前記層の内方側の上に前記液体組成物を被覆し(22a)、その後乾燥させて(22b)液体を蒸発させることにより、前記第1の紙層の内方側に隣接する、前記ポリマー結合剤を含む薄い誘導融着耐久性層を形成するステップであり、前記ポリマー結合剤は、前記最内加熱融着可能層の前記熱可塑性ポリマー材料よりも高い融点を有する、ステップと
をさらに含む、請求項12に記載の包装用ラミネート(10)を製造する方法。
【請求項14】
前記液体組成物中に含まれる前記誘導融着耐久性ポリマーは、ポリビニルアルコール(PVOH)、水分散性エチレンビニルアルコール(EVOH)、ポリ塩化ビニリデン(PVDC)、水分散性ポリアミド(PA)、デンプン、デンプン誘導体、及びそれらの2つ以上の組合せからなる群より選択される、請求項12、又は13に記載の方法。
【請求項15】
前記誘導融着耐久性層(12)は、乾燥重量で0.5〜7g/m2の、好ましくは0.5〜5g/m2の、さらに好ましくは0.5〜3g/m2の合計量にて施される、請求項12から14までのいずれか一項に記載の方法。
【請求項16】
被覆層が、前記第1の紙層の外方側にも被覆される、請求項12から15までのいずれか一項に記載の方法。
【請求項17】
請求項1から11までのいずれか一項に記載の前記包装用ラミネート(10a;10b)から製造される包装容器(50a;50b)。
【請求項18】
連続ウェブの形態で、請求項1から11までのいずれか一項に記載の非フォイル系包装用ラミネートを用意するステップと、
前記ウェブ形態の包装用ラミネートを連続筒形状に形成し、長手方向に長手方向シールを施すステップと、
液状食品で前記包装用ラミネート筒を充填するステップと、
前記充填された筒の横軸方向に所定の間隔をおいて、誘導加熱によって加熱融着区域を形成するステップと、
各横軸方向融着区域の中心を通り切断し、それにより個別の容器を形成するステップと
を含む、非フォイル系包装用ラミネートを加熱融着する方法。
【請求項1】
液状食品用又は飲料用のパッケージへと誘導加熱融着するための非フォイル系包装用ラミネート(10)であって、紙又は他のセルロース・ベース材料からなる少なくとも1つの第1の層(11)を含み、前記第1の紙層(11)は、前記包装用ラミネートの内方側に配置され、誘導感熱性の金属蒸着された層(12)を受容及び支持することにより隣接する熱可塑性ポリマー層において加熱融着を誘発させるように事前被覆され、前記包装用ラミネート(10)は、紙又はセルロース・ベース材料からなる前記事前被覆された第1の(11)の内方側に施される前記金属蒸着された層(12)をさらに含み、前記金属蒸着コーティング(12)の内方側に施される、液密性加熱融着可能熱可塑性ポリマー材料からなる1つ又は複数の層(14)をさらに含む、非フォイル系包装用ラミネート(10)。
【請求項2】
紙又は他のセルロース・ベース材料からなる前記第1の層(11)は、加熱融着可能材料からなる前記最内層(14)よりも融点が高い誘導融着耐久性被覆層(13)により、その内方側を被覆されることと、前記誘導加熱融着耐久性被覆層の内方側に、誘導感熱性金属蒸着コーティングからなる前記層(12)がさらに施されることとを特徴とする、請求項1に記載の非フォイル系包装用ラミネート。
【請求項3】
前記誘導融着耐久性被覆層(13)は、前記第1の紙層の上に液体組成物を液膜被覆し、その後乾燥させることにより形成され、前記液体組成物は、水性媒体又は溶媒中に分散又は溶解されたポリマー結合剤を含むことを特徴とする、請求項2に記載の非フォイル系包装用ラミネート。
【請求項4】
前記誘導融着耐久性被覆層(13)は、ポリビニルアルコール(PVOH)、水分散性エチレンビニルアルコール(EVOH)、ポリ塩化ビニリデン(PVDC)、水分散性ポリアミド(PA)、多糖、多糖誘導体、デンプン、デンプン誘導体、及びそれらの2つ以上の組合せからなる群より選択されるポリマーを主に含む組成物から形成されることを特徴とする、請求項2、又は3に記載の非フォイル系包装用ラミネート。
【請求項5】
前記誘導融着耐久性被覆層(13)は、PVOH、水分散性EVOH、又はデンプンからなる群より選択されるポリマーを主に含む組成物から形成されることを特徴とする、請求項2から4までのいずれか一項に記載の非フォイル系包装用ラミネート。
【請求項6】
前記液体組成物は、無機粒子をさらに含むことを特徴とする、請求項2から5までのいずれか一項に記載の包装用ラミネート。
【請求項7】
前記誘導融着耐久性被覆層(13)は、乾燥重量で0.5〜7g/m2の、好ましくは0.5〜5g/m2の、さらに好ましくは0.5〜3g/m2の合計量にて施されることを特徴とする、請求項2から6までのいずれか一項に記載の包装用ラミネート。
【請求項8】
前記誘導感熱性金属蒸着被覆層(14)は、アルミニウムから実質的に構成される層であることを特徴とする、請求項1から7までのいずれか一項に記載の包装用ラミネート。
【請求項9】
前記金属蒸着被覆層(14)は、1〜5の、好ましくは1.5〜3.5の、さらに好ましくは2〜3の光学密度(OD)を有することを特徴とする、請求項1から8までのいずれか一項に記載の包装用ラミネート。
【請求項10】
紙又は他のセルロース・ベース材料からなる前記第1の最内に配置される層(11)は、20〜100g/m2の、好ましくは20〜70g/m2の、さらに好ましくは30〜60g/m2の表面重量を有することを特徴とする、請求項1から9までのいずれか一項に記載の包装用ラミネート。
【請求項11】
前記第1の紙層の外側に積層される、紙又はボール紙からなる第2の層をさらに含み、前記第2の紙層は、50から500g/m2の、好ましくは200〜400g/m2の、最も好ましくは200〜300g/m2の表面重量を有することを特徴とする、請求項1から10までのいずれか一項に記載の包装用ラミネート。
【請求項12】
紙又は他のセルロース・ベース材料からなる第1の層(21)を用意するステップと、
前記紙又はセルロース・ベース材料の層の内方側に、誘導融着耐久性層によって、誘導感熱性金属蒸着コーティングを受容及び支持するための前記紙又はセルロース・ベース材料からなる層を事前被覆するステップと、
このように被覆された前記紙層の内方側に前記誘導感熱性金属層(12)を施すステップと、
加熱融着可能熱可塑性ポリマー材料からなる最内層(15)を用意するステップと、
押出成形被覆により、又はあらかじめ製造されたフィルムの形態で前記紙層に対して前記最内層(15)を積層することにより、前記金属(12)被覆された紙層(11)に対して前記最内層(15)を積層するステップと
を含む、請求項1から11までのいずれか一項に記載の包装用ラミネート(10)を製造する方法。
【請求項13】
前記金属受容層を事前被覆する前記ステップにおいて、
水性媒体又は溶剤ベース液体媒体中に分散又は溶解されたポリマー結合剤を含む液体組成物を用意するステップと、
紙又は他のセルロース・ベース材料からなる前記層の内方側の上に前記液体組成物を被覆し(22a)、その後乾燥させて(22b)液体を蒸発させることにより、前記第1の紙層の内方側に隣接する、前記ポリマー結合剤を含む薄い誘導融着耐久性層を形成するステップであり、前記ポリマー結合剤は、前記最内加熱融着可能層の前記熱可塑性ポリマー材料よりも高い融点を有する、ステップと
をさらに含む、請求項12に記載の包装用ラミネート(10)を製造する方法。
【請求項14】
前記液体組成物中に含まれる前記誘導融着耐久性ポリマーは、ポリビニルアルコール(PVOH)、水分散性エチレンビニルアルコール(EVOH)、ポリ塩化ビニリデン(PVDC)、水分散性ポリアミド(PA)、デンプン、デンプン誘導体、及びそれらの2つ以上の組合せからなる群より選択される、請求項12、又は13に記載の方法。
【請求項15】
前記誘導融着耐久性層(12)は、乾燥重量で0.5〜7g/m2の、好ましくは0.5〜5g/m2の、さらに好ましくは0.5〜3g/m2の合計量にて施される、請求項12から14までのいずれか一項に記載の方法。
【請求項16】
被覆層が、前記第1の紙層の外方側にも被覆される、請求項12から15までのいずれか一項に記載の方法。
【請求項17】
請求項1から11までのいずれか一項に記載の前記包装用ラミネート(10a;10b)から製造される包装容器(50a;50b)。
【請求項18】
連続ウェブの形態で、請求項1から11までのいずれか一項に記載の非フォイル系包装用ラミネートを用意するステップと、
前記ウェブ形態の包装用ラミネートを連続筒形状に形成し、長手方向に長手方向シールを施すステップと、
液状食品で前記包装用ラミネート筒を充填するステップと、
前記充填された筒の横軸方向に所定の間隔をおいて、誘導加熱によって加熱融着区域を形成するステップと、
各横軸方向融着区域の中心を通り切断し、それにより個別の容器を形成するステップと
を含む、非フォイル系包装用ラミネートを加熱融着する方法。
【図1a】

【図1b】
【図1c】

【図1d】
【図2】
【図3】

【図4a】

【図4b】
【図4c】
【図5a】
【図5b】
【図6】

【図1b】
【図1c】
【図1d】
【図2】
【図3】
【図4a】
【図4b】
【図4c】
【図5a】
【図5b】
【図6】
【公表番号】特表2012−532043(P2012−532043A)
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2012−518803(P2012−518803)
【出願日】平成22年7月6日(2010.7.6)
【国際出願番号】PCT/EP2010/004066
【国際公開番号】WO2011/003565
【国際公開日】平成23年1月13日(2011.1.13)
【出願人】(591007424)テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム (190)
【Fターム(参考)】
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成22年7月6日(2010.7.6)
【国際出願番号】PCT/EP2010/004066
【国際公開番号】WO2011/003565
【国際公開日】平成23年1月13日(2011.1.13)
【出願人】(591007424)テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム (190)
【Fターム(参考)】
[ Back to top ]