
Fターム[2B200BA09]の内容
単板の加工・合板製造 (2,826) | 製造対象 (326) | LVL、平行合板、長尺合板 (20)
Fターム[2B200BA09]に分類される特許
1 - 20 / 20
化粧材の製造方法
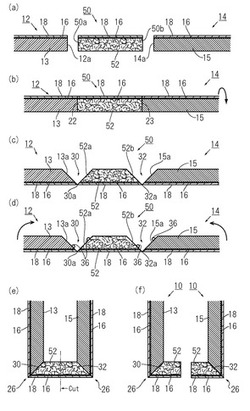
【課題】角部の両側で板厚や材質を自由に選択して異ならせることができ、より少ない手間で数多く製造することのできる化粧材の製造方法を提供する。
【解決手段】表面を面一とした状態で、第1および第2板材12、14の側面12a、14aを、第3板材50の両側面50a、50bにそれぞれ当接させ、裏面から、第1板材12と第3板材50との当接面22にその溝底部30aが一致した状態でV字状の第1溝30を形成するとともに、第3板材50と第2板材14との当接面23にその溝底部32aが一致した状態でV字状の第2溝32を第1溝30から離間した位置に形成し、両溝30、32を閉じて互いに固着させ、然る後、第3板材50を両溝30、32間で切断することにより、上記課題を解決することができる。
(もっと読む)
改質木質材の製造方法

【課題】寸法精度が高く、寸法安定性にも優れた改質木質材を歩留り良く効率的に製造することができる改質木質材の製造方法を提供すること。
【解決手段】本発明の改質木質材の製造方法は、単板等の構成要素どうしを結合して得た木質材1を180℃以上の高温で加熱処理することを特徴とする。木質材は、例えばLVL、合板、集成材等である。
(もっと読む)
スカーフ面加工装置及びスカーフ面加工方法
【課題】平滑なスカーフ面を得ることができるとともに、加工速度が速く、しかも小型のスカーフ面加工装置及びスカーフ面加工方法を提供する。
【解決手段】単板1が載置されるベース盤21と、円盤部22aの外周面に複数の切刃22bが等間隔で形成されるとともに単板1の上面に対して斜めに配置された回転切削カッター22と、単板1を回転切削カッター22に対して水平移動させる送り機構23,24と、複数の切刃22bで単板1を切削する際に単板1を押圧し固定する押圧機構25を備え、単板1の端部1aをスカーフ面1bに切削加工するスカーフ面加工装置20であって、回転切削カッター22の切刃22bより径方向内側の中央には中空部22cが形成されるとともに、押圧機構25は、回転切削カッター22の中空部22cに昇降自在で、かつ回転不能に設けられ、回転切削カッター22の下面より下側に突出して単板1を押圧する。
(もっと読む)
積層材
【課題】傷跡や凹みが付き難く、十分な強度や剛性を有し、製品化後に周囲環境条件の変化に対する寸法形状変化の防止、低コスト化及び製造の容易化、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、厚みを2mm〜4mmの範囲内とした針葉樹単板を圧密加工して気乾比重を0.6以上とした塑性加工板材1または2以上からなり厚みを1mm以上とした塑性加工単板PWと各単板Wの厚みを2mm〜4mmの範囲内とした複数の非圧縮の針葉樹単板Wが接合面において互いの木目の長さ方向が直交するように複数枚積層接着された内層合板IPW2を、表面塑性加工材SPWに接合される接合側単板の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
表層材及び建築材
【課題】 本発明は、無垢材の天然感を呈する意匠性の良さを天然木材から効率良く切り出し、無垢材を切り出した残りで従来ならば捨てている端材も有効に使い切ることが出来、しかも本来の無垢材の天然感を呈する意匠性の良さと同等の効果を発揮出来る表層材及びそれを用いた建築材を提供することを可能にすることを目的としている。
【解決手段】 長手方向に1枚からなる第1の薄無垢板材2と、第1の薄無垢板材2と同じ樹種からなり且つ該第1の薄無垢板材2の短手方向及び長手方向において複数の集成片が集成されてなる第2の薄無垢板材3とを有し、第2の薄無垢板材3上に第1の薄無垢板材2が接着されたことを特徴とする。
【選択図】 図2  (もっと読む)
(もっと読む)
合板及び化粧合板
【課題】本発明は、寸法安定性の高い合板及び当該合板を用いた化粧合板を提供する。
【解決手段】木質薄板を積層してなる合板であって、
(1)隣接する木質薄板どうしはいずれも接着されており、
(2)少なくとも最上層及び最下層の木質薄板は、熱硬化性樹脂と繊維質材料とを含む接着材層を介して、それぞれ隣接する木質薄板と接着されている、
ことを特徴とする合板。
(もっと読む)
木質積層材とその製造法
【課題】針葉樹単板や植林木単板を利用しつつも、割れや抜け節などの欠点部が補修された高強度な木質積層材を得る。
【解決手段】合板やLVL、その他の木質積層材(M)を構成する複数の単板(1)(2a)(2b)(3a)(3b)のうち、糊芯単板(2a)(2b)の表裏両面に発泡剤入り接着剤(4)を塗布して、その接着剤(4)を塗布していない残余の単板と上記糊芯単板とを、全体的な積層状態のもとで冷圧した後、同じく全体的な積層状態にある複数の単板を熱圧して、上記発泡剤入り接着剤(4)を発泡・膨張させることにより、各単板の欠点部へ悉く充填し硬化させる。
(もっと読む)
建築用パネルの縁加工に関する方法及び構成
本発明は、予備加工段階67、67′を取り入れた工具構成68、68′と、予備加工段階を有する工具構成を取り入れて、床パネル1、1′の改良型固定システムを製作する方法とに関する。特殊な工具構成と表面層の特性を変化させる予備加工段階とを用いて、床パネルの接合縁部のある一定の表面が型出しすると、その結果として公差が減じられる。本発明は更に、上側案内装置により水平方向に案内されると共に床パネルを垂直方向に下側チェーンの方へと押圧するように構成される、製作された床パネルの公差を同様に減少させる上側ベルト又はチェーンを有する装置に関する。 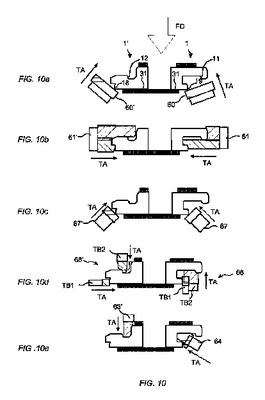 (もっと読む)
(もっと読む)
軽量棚板及びこの棚板に用いられる木質芯材
【課題】十分な強度を確保しつつ、軽量であり、しかも製造コストや加工の容易性、材料効率の面で優れた軽量棚板及び該軽量棚板に用いられる芯材を提供する。
【解決手段】芯材20は1枚の木質平板を木質平板とそれぞれ同じ厚さを有する第1材22と第2材24に分割切断してなり、第1材22と第2材24は、第1材22の分割切断面及び第2材24の分割切断面がそれぞれ櫛歯状にかつ互いに噛合するように切断され、積層状態で芯材20は、第1材22の分割切断面及び第2材24の分割切断面を互いに離間させかつ分離しないように引き離すことによりそれぞれの櫛歯先端23a、26aとそれぞれの櫛歯基端23b、26bとの間に空隙27が形成されたことを特徴とする。
(もっと読む)
積層材の製造方法
【課題】所望の面に熱硬化性の接着剤を塗布した単板の少数枚を、上下一対の加熱盤の間に於て、積層材の各層毎に、階段状にずらして重ね合わせ、積層と接着を順々に繰り返して、積層材を連続的に製造するに際し、製造途中の積層材を、安定的に後退させる。
【解決手段】製造途中の積層材11を、一旦最終移送方向へ前進させて、加熱盤A、Bの後位まで移送すると共に、下面に接着剤Uを塗布して成る単板1g、1hを、積層材11の上へ供給し、次いで、積層材11を最終移送方向と逆方向へ後退させる場合に、積層材11の後端近辺に当接して、該後端の撓みを一定限度以内に抑止する撓み止め部材Dを、加熱盤Aの後位から加熱盤Aの前端付近まで進退自在に備え、少なくとも積層材11を後退させる際には、前記撓み止め部材Dを積層材11と同期的に後退させることにより、積層材11の後端の撓みを一定限度以内に抑止しつつ後退させる。
(もっと読む)
ベニヤ板およびその製造方法
【課題】安価で安定かつ確実に確保することができるベニヤ板およびその製造方法を提供する。
【解決手段】乾燥したヤシ類あるいはゴムの木から成る複数の薄い板を重ね合わせると共に、隣接する板同士の繊維の方向が相互に直角に交わるように配向させて接着して構成される。
(もっと読む)
接着剤塗布方法
【課題】ムキ肌が悪い単板のように凹部を有する基材であっても、接着剤を凹部に確実に塗布することができ、基材全体の塗布量が過剰とならない接着剤塗布方法を提供する。
【解決手段】オーバーフローコーターやロールコーターなどの第一の塗布手段2によって、合板、LVLまたはLVB製造用単板1に接着剤を基材の凹部まで達するような量を塗布後、第二の塗布手段として基材の進行方向と同方向に回転する塗布ロール3によって接着剤を塗布することにより、合板、LVLまたはLVBを製造する。
(もっと読む)
定尺ベニヤ単板の堆積方法
【課題】定尺ベニヤ単板の堆積山に於ける各定尺ベニヤ単板毎の区分を明確化させる堆積処理が、能率的に行い得る堆積方法を提供する。
【解決手段】多数枚の定尺ベニヤ単板1・2・3・4・5・6…を、順々に堆積場所の上方まで搬送してから落下させて、堆積場所へ堆積するに際し、落下させる前の搬送過程に於て、奇数枚目又は偶数枚目の少なくともいずれか一方の定尺ベニヤ単板を搬送する際の、搬送方向の右側と左側との搬送速度に、各定尺ベニヤ単板1・2・3・4・5・6…の搬送及び落下に支障が生じず、且つ、搬送する定尺ベニヤ単板が僅かに時計回り方向又は反時計回り方向へ転回し得る程度の微細な差異を設けることによって、搬送過程に於ける各定尺ベニヤ単板の搬送姿勢を、一枚毎に微少だけ異ならせて搬送し、落下させることを特徴とする定尺ベニヤ単板の堆積方法。
(もっと読む)
椰子を原材料とした木質材及びその製造方法
【課題】椰子材を、住宅等の建築材料や家具の材料として有効に利用する。
【解決手段】上側表層部11と中層部12と下側表層部13とを積層してなる、椰子50を原材料とした木質材10であって、上側表層部11と下側表層部13には、椰子50を樹幹周縁に沿って切削して加工した単板のうち、中層部12に用いる単板よりも樹幹の径方向外側部分から得られた単板を用い、中層部12には、椰子50を樹幹周縁に沿って切削して加工した単板のうち、上側表層部11と下側表層部13に用いる単板よりも樹幹の径方向内側部分から得られた単板を用いる。
(もっと読む)
合板の製造方法及び合板
【課題】北洋材等のロータリー単板を複数枚乾燥すること無く合板仕様に仕組んだ後、積層接着し一体化すると共に乾燥させ合板の節部の欠落を解消することを課題とする。
【解決手段】所定寸法に形成された単板1、4を複数枚乾燥すること無く合板仕様に仕組んだ後、積層一体化すると共に乾燥させ合板5または単板積層ユニット6、7を得る。又得られた単板積層ユニット6、7を重合接着して厚みの大な合板8とする。合板5あるいは単板積層ユニット6、7を仕組むに当たり上下に位置する単板1、4に存在する節部3が重ならないようにする。
(もっと読む)
木質合板
【課題】寸法安定性に優れた品質の高い木質合板を提供する。
【解決手段】繊維方向を合板の長手方向とする単板および巾方向とする単板がそれぞれ交互に積層されている方形の木質合板において、少なくとも繊維方向を合板の長手方向とする単板が燻煙処理されていることとする。
(もっと読む)
楽器用木質材料の製造方法、該製造方法により得られる楽器用木質材料及び該楽器用木質材料を用いた楽器
【課題】天然の楽器用木材と類似した振動特性を有する楽器用木質材料を、簡単に製造することができる製造方法を提供すること。
【解決手段】複数の、厚さ0.2〜0.6mmの木材単板を、樹脂を塗布又は含浸して、繊維方向を一定に揃えて積層し、熱圧接着して積層体を得る第1の積層工程と、得られた積層体を、繊維方向に沿って、積層面に垂直方向に一定角度でスライスして厚さ0.2〜0.6mmの積層単板を得、得られた積層単板に、樹脂を塗布又は含浸して、繊維方向を一定に揃えて積層し、熱圧接着して第2の積層体を得る第2の積層工程とを有し、第1及び/又は第2の積層工程において、積層体の密度を0.8〜1.4g/cm3の範囲内に調整する。
(もっと読む)
複合板
【目的】製造後の反りを生じにくい新規な構成の複合板を提供する。
【構成】奇数枚の単板11a〜11eからなる合板11の表面に繊維板12を配してこれらを積層接着一体化してなる複合板10において、合板において隣り合った単板同士の繊維方向が直交し、且つ、最表面側単板11aと最裏面側単板11eの繊維方向が複合板の長手方向と略一致しており、最表面側単板が最裏面側単板より厚く、繊維板と最表面側単板の厚さ合計が全体厚の50%未満である。第2単板と第4単板の厚さは略同一であることが好ましい。
(もっと読む)
木材の加工方法
【課題】成形が容易であるとともに、適切な強度を一様に付与することができる木材の加工方法を提供する。
【解決手段】高温高圧の水蒸気雰囲気中で、予め圧縮によって減少する分の容積を加えて無圧縮状態の無垢材から形取った複数の木材の各々を個別に圧縮する圧縮工程と、この圧縮工程で個別に圧縮した複数の木材を乾燥させた後、その複数の木材のうち少なくとも2枚の木材の繊維方向が交差するように重ねたものを接着する接着工程とを行う。
(もっと読む)
木材の加工方法
【課題】成形が容易であるとともに、適切な強度を一様に付与することができる木材の加工方法を提供する。
【解決手段】高温高圧の水蒸気雰囲気中で、予め圧縮によって減少する分の容積を加えて無圧縮状態の無垢材から形取った複数の木材の各々を個別に圧縮する一次圧縮工程と、この一次圧縮工程で個別に圧縮した複数の木材を所定の順序で重ねたものを一括して圧縮する二次圧縮工程とを行う。各圧縮工程で所定時間圧縮した後は、その水蒸気雰囲気を解いて木材を乾燥させる。
(もっと読む)
1 - 20 / 20
[ Back to top ]