
Fターム[2F069FF07]の内容
測定手段を特定しない測長装置 (16,435) | 較正;調整 (143) | 較正に用いる標準 (86)
Fターム[2F069FF07]に分類される特許
61 - 80 / 86
歯車歯面形状測定機の評価法
【課題】 (1)高精度に製作でき、(2)高精度に値付け測定ができ、(3)トレーサビリティの保証も容易に行える、はすば歯車歯筋測定に対する検査・校正に用いる検査・校正アーティファクト及び検査・校正法を提供する。
【解決手段】 アーティファクト10は、第1の平面に含まれる第1の基準部16と、第1の平面と非直角の所定の角度γをなす第2の平面に含まれる第2の基準部12とを備える。第1の基準部16の位置及び傾きが、歯車歯面形状測定機に設置される測定対象はすば歯車の歯筋測定が行われるときの歯筋測定歯面の位置及び傾きと略一致するように、かつ、第2の基準部12が、測定対象はすば歯車の中心軸と略平行又は略垂直となるように、歯車歯面形状測定機に設置された状態で、第1の基準部16を測定対象はすば歯車の歯筋測定歯面と見立てて、歯筋測定が行われる。
(もっと読む)
座標変換関数の補正方法

【課題】測定対象物の正確な3次元形状測定を行うために、精度のよい座標変換関数を計算することが可能な座標変換関数の補正方法を提供する。
【解決手段】カメラ座標系の各座標軸の向きと基準座標系の各座標軸の向きとを一致させた状態で、両座標系の2つの座標軸に対してそれぞれ平行に3次元形状測定装置30を移動させ、各移動方向においてそれぞれ少なくとも2つの位置で基準球60の3次元形状を測定する。そして、各移動方向ごとに座標変換関数によって座標変換された基準球60の中心座標を定点として計算し、各移動方向ごとの各定点によって基準座標系に定義される直線の傾きを計算する。この各移動方向ごとに直線の傾きに応じて第1座標変換関数を座標回転関数M’を用いて補正した後、この補正された第1座標変換関数によって座標変換された定点を用いて第1座標変換関数の座標移動関数を補正する。
(もっと読む)
ウェーハ厚さ測定装置
【課題】高抵抗率のウェーハをプレートに張付けた状態で高精度に測定できるウェーハ厚さ測定装置を提供する。
【解決手段】本ウェーハ厚さ測定装置は、平板状のセンサー較正用マスターワーク及びウェーハ貼付け用プレートが載置されるインデックステーブルと、センサーヘッドを備えた厚み測定センサー及び基準ピンが設けられたセンサー部と、センサーヘッドの先端をマスターワークあるいはウェーハに当接させ、基準ピンの先端を前記マスターワークあるいはプレートに当接させるセンサー当接機構を有し、センサーヘッド及び基準ピンの先端をマスターワークに当てて厚み測定センサーの較正を行い、厚み測定センサーの先端をウェーハに当接させ、基準ピンの先端をプレートに当接させて、両先端の後退量により、ウェーハの厚さを測定する。
(もっと読む)
AFM標準試料及びその製造方法
【課題】 大気中で安定的な表面を有し、保管方法が簡便で寿命の長いAFM標準試料を提供すること。
【解決手段】 被検体の垂直方向の測定値を10−10〜10−8mの分解能で直接的に校正する為に用いられるAFM標準試料であって、
主面として(0001)面、または(0001)面から10度以内のオフ角度を持った面を有する単結晶サファイヤ基板からなり、該凹部の内側の面にステップ構造を有することを特徴とするAFM標準試料及びその製造方法である。
(もっと読む)
寸法測定システム、寸法測定装置及びマスタ
【課題】 マスタを間違えた誤った校正処理を防止できる寸法測定システムの実現。
【解決手段】 寸法測定装置10と、所定の寸法値の部分を有する複数のマスタ50A,50Bとを備え、所定の寸法値の部分を測定して寸法測定装置を校正する寸法測定システムであって、各マスタは、寸法測定装置がマスタの所定の寸法値の部分を測定する状態にあることを検出する測定状態検出手段55と、寸法測定装置が所定の寸法値の部分を測定する状態にあることを検出したことを示す測定状態信号を送信する無線通信手段とを備え、寸法測定装置は、測定状態信号を受信する無線通信手段37を備え、無線通信手段が測定状態信号を受信している時に校正処理を行う。
(もっと読む)
シリンダボアの測定方法及び測定装置
【課題】エンジンのシリンダボアの真円度あるいは円筒度を測定する際、実際のエンジンの作動状態に近似させた状態で測定を行い、エンジンの作動状態における正確な真円度の測定データを得る。
【解決手段】測定するエンジンのシリンダブロック1とシリンダヘッド3とを締結ボルト4により組み付けて組立体9とする。これをシリンダブロック1が上側となるように設置し、両方のウォータジャケットに高温の流体を送り込む。この状態で測定装置20を組立体9の上方からシリンダボア2に挿入して測定することにより、エンジンの作動時の状態を再現し、内部応力や熱膨張の影響を反映した真円度を測定することができる。測定装置20には、位置決めのため、シリンダボア2と合致する第1基準部材21と、シリンダブロック1の主軸受部7に合致する第2基準部材とが設けられる。
(もっと読む)
軸間角度補正方法
【課題】 複数軸をもつ機械の軸間角度補正が高精度に且つ容易に行える方法の提供。
【解決手段】 機械16のテーブル12に置かれた一の基準球36上の指定移動軸方向位置での測定軸方向形状情報をテーブル12の直線移動により同一基準球36上の複数の異なる指定移動軸方向位置について取得する基準球測定工程(S10)と、該形状情報に基づき該基準球36の測定軸方向形状のピーク点での該センサー14よりの測定軸方向位置情報を各指定移動軸方向位置について求めるピーク検出工程(S12)と、該各ピーク点の位置情報に基づきテーブル12の実際の移動方向を表わす実直線情報を求める誤差情報取得工程(S14)と、該実直線情報に基づき補正用情報を求める補正用情報取得工程(S16)と、該補正用情報に基づき該センサー14よりの測定軸方向位置情報を補正する補正工程(S20)と、を備えたことを特徴とする軸間角度補正方法。
(もっと読む)
寸法測定システム及び寸法測定装置
【課題】 煩雑な電源スイッチの操作を必要としない寸法測定装置の実現。
【解決手段】 寸法測定部33と、電源を供給するバッテリィ31とを有する寸法測定装置10と、寸法測定装置10がセットされるとバッテリィ31を充電する充電スタンド20とを備える寸法測定システムであって、寸法測定装置10は、充電スタンドにセットされた状態であるかを検出するセット状態検出回路34を備え、充電スタンドにセットされた状態である時には、バッテリィ31から寸法測定部33への電源の供給を自動的に停止し、充電スタンドにセットされていない状態である時には、バッテリィ31から寸法測定部33へ自動的に電源を供給する。
(もっと読む)
校正試料の作製方法
【課題】 容易に特異な構造を一意に決めることができ、かつ危険な化学薬品(酸やアルカリなど)などを用いないで校正試料を得ることができる校正試料の作製方法を提供する。
【解決手段】 この出願の発明による校正試料の作製方法は、(110)面を鏡面研磨したLa2CuO4単結晶を230から500℃の温度でアニールした後、徐冷することにより、(110)面に断面が鋸歯状の凹凸を有する双晶構造の校正試料を作製することを特徴とする。
(もっと読む)
不確かさ推定方法及びプログラム
【課題】 理論解析が困難な測定システムの不確かさをモンテカルロ法により推定すると共に、ユーザの負担を小さく抑え、かつ信頼性の高い不確かさ推定を行うことを可能にする。
【解決手段】 推定対象の測定機により得られた測定値を入力し、測定値の誤差を推定する(S1)。推定された測定値の誤差に基づいて測定値間の共分散行列又は相関行列を求め(S2)、共分散行列又は相関行列を固有値分解することにより固有値と固有ベクトルを求め(S3)、各固有ベクトルに対して、期待値が0で、且つ分散がその固有ベクトルに対応する固有値となるような正規乱数を結合係数として生成し、全固有ベクトルの線形結合をとることにより前記測定機の擬似測定値を生成する(S4)。得られた擬似測定値を統計処理することにより測定機の不確かさを推定する(S5)。
(もっと読む)
形状測定機の検査・校正アーティファクト
【課題】 形状測定機が被測定物の被測定面の形状周波数成分をどの程度正しく測定することができるかを検査・校正することができ、複数個の同じ形状のものを高精度に作製することができ、値付けや検査・校正の際の設置状態の把握や測定に好適な形状を有する、形状測定機の検査・校正に用いるアーティファクトを提供する。
【解決手段】 要素アーティファクト10は、互いに平行な一対の端面12,14と、一対の端面12,14の間に延在する外周面16とを有する。外周面16は、一対の端面に対して直角に延在する円筒面又は平面に含まれる基準部を含む。少なくとも一方の端面12は、円弧状又は直線状に延在する1又は2以上の溝22,24,26と、平面部分とを有する。溝22,24,26は、溝幅が溝深さの20倍以上である。
(もっと読む)
スピンドルの制動装置および測定器
【課題】スピンドルの操作性および耐久性を向上させることのできるスピンドルの制動装置および測定器を提供すること。
【解決手段】制動装置600は、スピンドル300が移動するシリンダ610と、このシリンダ610内を2つに区画するピストン620と、スピンドル300とピストン620とを、軸方向および軸直交方向に対し一定のクリアランス633を介して連結する連動手段660と備え、連動手段660は、ピストン620に形成された中空室623と、スピンドル300の他端に設けられ、他端側が中空室623内に係合収納される係合部630とを含み構成され、スピンドル300が一端側へ移動する際には、係合部630が中空室623の一端側内壁に当接し、かつ、他端側へ移動する際には、係合部630が中空室623の他端側内壁に当接するように形成されている。
(もっと読む)
微粒子強度測定方法及び装置
【課題】微粒子サイズと同程度の大きさの平坦部(1μm以下)をもったダイヤモンド圧子を採用するとともにダイヤモンド基板を装着したステージを1μm以下の制御が可能であるクローズドループ制御により制御し、さらに、微粒子の粒径を原子間力顕微鏡で測定するようにしたことにより、1μm以下の大きさの微粒子の強度を正確に測定可能とする。
【解決手段】ダイヤモンド基板上に微粒子を分散させ、測定しようとする微粒子を一つ選び原子間力顕微鏡を用いて微粒子の粒径を測定し、次いで、ダイヤモンド基板をクローズドループ制御のステージにより測定しようとする微粒子がダイヤモンド圧子の真下に位置するように移動させ、その後、微粒子のサイズと同程度の大きさの平坦部を形成したダイヤモンド圧子を変位させ微粒子に負荷をかけることにより微粒子の強度を測定するようにしたことを特徴としている。
(もっと読む)
三次元形状計測機のセンサ原点のキャリブレーション方法
【課題】直交3軸方向に移動可能な移動機構に設けられたローリング及びピッチング回転可能な回転ヘッドに、接触位置センサに代えて、非接触式位置センサが取付け可能な三次元形状計測機において、ローリング及びピッチング回転角に対する非接触式のセンサ原点位置のキャリブレーションデータを簡単に作成する。
【解決手段】接触式用キャリブレーションデータにより較正した基準ローリング回転角及び基準ピッチング回転について、回転ヘッド中心位置Ooを固定した状態で、非接触位置センサ20により、座標値が既知の基準点を計測することによりセンサ原点位置Osの基準座標値を算出し、その回転ヘッド中心位置Ooに対するX,Y,Z軸方向の基準オフセット量H,L,Wを算出し、較正したローリング及びピッチング回転角θr,θpについてH,L,Wに対するオフセット量を算出して基準座標値を補正することにより、センサ原点位置Osの座標値(Xso,Yso,Zso)のキャリブレーションデータを作成する。
(もっと読む)
ガスタービンの動翼・静翼の摩耗管理方法及び検査治具
【課題】定量的に摩耗状態を評価することで、継続使用の可否を的確に判定する。
【解決手段】本発明方法は、ガスタービンの定期点検毎に、動翼1または静翼の摩耗量を計測し、この計測値に基づき、計測対象翼が翼の材料値の範囲内であるか否かを判定するものである。
(もっと読む)
位置決め機械上の測定または較正の実行方法
【課題】機械の較正を行うために用いられる装置もしくは機械自身として用いられる装置について記述される。
【解決手段】装置は、2つの構造体を具え、その各々は、その上に三角形状に間隔を置いて配置された3つの支持部を有する。支持部は、ボールもしくはソケットとすることができる。構造体は6つの部材によって相互に接続され、各々の支持部には2つの部材の端部が接続される。較正デバイスとして用いる場合には、部材を伸縮駆動される測定バーとし、構造体をそれぞれ機械の固定部および可動部に接続すれば、機械の部分の変位が構造体間の相対変位を生じさせ、測定バーの長さを変化させる。機械として用いる場合には、部材を構造体の一方によって動力が供給される支柱とする。その構造体は、ワークピースに対し工具またはプローブを相対的に位置づけるべく工具またはプローブを保持して他方の構造体に対し相対的に操作されるものとすることができる。
(もっと読む)
3次元形状測定方法
【課題】小型で簡素な構成により、被測定物の表面と裏面との相対的な位置ずれを測定できる測定用治具を用いた被測定物の3次元形状を測定するための3次元形状測定方法を提供すること。
【解決手段】測定用治具100に平行平面140を保持し、その表面141側と円錐面111の形状測定、及び裏面142側と円錐面112の形状測定を行なう。また、測定用治具100に基準球150を保持し、その表面151側と円錐面111の形状測定、及び裏面152側と円錐面112の形状測定を行なう。この測定結果から、円錐面111、112の位置関係に対応する補正値を算出する。さらに、測定用治具100に非球面レンズ120を保持し、その表面121側と円錐面111の形状測定、及び裏面122側と円錐面112の形状測定を行なう。そして、上記補正値を用いて表面121と裏面122との相対的な位置関係を求める。
(もっと読む)
光学部材の形状測定方法及び形状測定装置
【課題】両面非球面レンズの偏心の大きさを手間をかけずに精度よく測定する。
【解決手段】偏心測定装置10は、プローブ11及び触針13とを備え、治具12に取り付けられたレンズ31の表面を走査してその形状を測定する。治具12は、回転軸18によって支持台16に軸支された回転ステージ17を備えており、レンズ31を180度反転させることで、レンズ31の表裏両面の形状を測定できる。レンズ31の両面の形状を測定した後、演算部26により各面の光軸との交点座標が求められる。また、演算部26では、回転軸18の偏心等に基づいて光軸との交点座標を補正する処理が行われ、2つの非球面の偏心量が高精度に測定される。
(もっと読む)
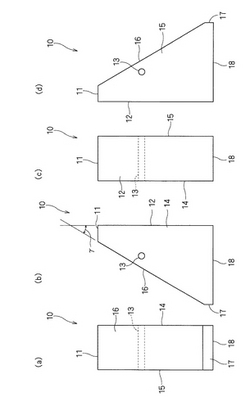
表面性状測定機の校正標本および表面性状測定機
【課題】 表面性状測定機の校正作業を単純化するとともに校正作業にかかる時間の短縮を可能とする校正標本を提供する。
【解決手段】表面性状測定機が単一の軌跡として測定できる一のラインに沿って、各種のパラメータを校正するための異なる幾何学的形状が連続して配設されている。幾何学的形状としては、略平坦な平面部1、所定の周期および振幅を有する正弦波形状に形成された正弦波部2、所定の深さを有する溝部3、既知の形状であってランダムな凹凸を有する擬似ランダム波部4、所定の傾斜角を有する斜面である傾斜面部5、高精度な平面に仕上げられた高精度平面部6、スタイラスの当接圧によって弾性的にしなる弾性片部7、既知の高さを有するとともにその先端が先鋭である先鋭部8、がある。
(もっと読む)
表面測定用プローブの使用法
測定用プローブが取り付けられる機械を用いて人工物を計測する方法。この方法は、以下のステップ、人工物の表面上の1つ以上の地点の近似的な位置を決定するステップと、この近似的な位置を用いてプローブおよび人工物のうちの少なくとも一方をそのプローブおよび人工物における所望の1つ以上の相対位置に移動させるステップと、該位置において人工物の表面上の地点の1つ以上の表面計測値を取得するステップであって、1つ以上の表面計測値が取得される間、そのプローブと人工物との間の相対移動がないステップと、その計測値からのデータを用いて、動誤差が実質的に低減されるその表面上の1つ以上の地点の位置を決定するステップと、を有する。 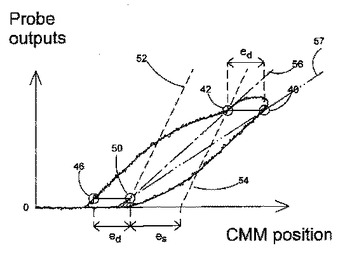 (もっと読む)
(もっと読む)
61 - 80 / 86
[ Back to top ]