
Fターム[2F069JJ01]の内容
測定手段を特定しない測長装置 (16,435) | 走査 (1,064) | 検出器による走査 (606)
Fターム[2F069JJ01]の下位に属するFターム
Fターム[2F069JJ01]に分類される特許
1 - 20 / 60
形状評価方法、形状評価装置、プログラム及び記録媒体
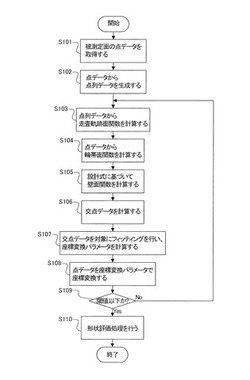
【課題】輪帯面と壁面とが交互に連続して形成された被測定面であっても、フィッティング精度を向上させることを目的とする。
【解決手段】複数の点データを列毎にグループ化して複数の点列データを生成する(S102)。点列データ毎に走査軌跡面関数をそれぞれ求める(S103)。複数の点データの中から各輪帯面のデータと見做せる点データを各輪帯面に対応して抽出し、得られた抽出データ毎に、その抽出データを関数近似して輪帯面を示す輪帯面関数をそれぞれ求める(S104)。設計データに基づいて壁面関数をそれぞれ求める(S105)。各面関数が交差する各々の交点データを求める(S106)。参照データと交点データとをフィッティングさせる座標変換パラメータを求める(S107)。座標変換パラメータで各点データを座標変換する(S108)。座標変換した点データと被測定面の設計データとの差分を求める(S110)。
(もっと読む)
被較正疑似品

【課題】関節プローブヘッドを較正するための被較正疑似品を提供する。
【解決手段】座標位置決め機械のアームに関節プローブヘッドが取り付けられたときに前記関節プローブヘッドを較正するための被較正疑似品100であって、前記関節プローブヘッドを前記座標位置決め機械の前記アームに対し関節動作させることによりスキャンされることが可能な、異なる寸法の複数の輪郭102、104、106と、前記複数の輪郭102、104、106を、前記座標位置決め機械の異なる方向に沿って向けることができるよう、前記複数の輪郭102、104、106の向きを変えるための割り出し装置と、を備える被較正疑似品100。
(もっと読む)
触針式表面形状測定器
【課題】変位センサ等に影響を与えずに、蓋部材の着脱を簡単にすることができる触針式表面形状測定器を提供する。
【解決手段】触針式表面形状測定器は、差動トランスを支持する第一支持部材2及び探針16を支持する第二支持部材15を収容する収容ケース1を設け、ケース本体1aと、蓋部材1bとから成り、前記ケース本体1aに、2つの蓋固定用磁石を、それらの磁極が互いに反対向きになるように隣接して配置すると共に、前記蓋部材固定用磁石の側面及び一端面を囲むように強磁性体材料から成る周囲壁を設け、前記蓋部材1bにおける、ケース本体1aに装着した時に前記蓋部材固定用磁石に対面する位置に、強磁性体材料から成る被吸着部を設け、蓋部材1bをケース本体1aに装着した時に、ケース本体1aの周囲壁と前記蓋部材1bの被吸着部とで前記蓋固定用磁石の周囲が囲まれる。
(もっと読む)
形状測定方法、これを用いた加工方法、および形状測定装置
【課題】表面形状の設計値が複数の関数によって定義される場合にも、測定データのアライメント補正を行った上で被測定体の表面形状の設計値からのずれ量として測定することができるようにする。
【解決手段】表面形状の設計値を複数の関数で定義する形状定義工程(S1)と、表面形状の測定データを取得するデータ取得工程(S2)と、測定データを関数の定義域ごとの部分群に区画するデータ区画工程(S3)と、部分群による表面形状の設計値からのずれ量を表す移動パラメータを推定する解析工程(S4、S7、S11)と、この移動パラメータを用いて測定データのアライメント補正を行って、補正済測定データを生成するアライメント補正工程(S5、S8、S12)と、補正済測定データと複数の関数との偏差を形状誤差として算出する形状誤差算出工程(S13)と、を備える形状測定方法を用いる。
(もっと読む)
物品の表面性状判定方法
【課題】 物品の表面の筋目の存在を容易かつ精度良く判定できるようにする。
【解決手段】 第1工程で、物品の表面の位置に対する高さの関係を示す第1の曲線(粗さ曲線)を相互に平行な複数の測定ラインに沿って測定し、第2工程で、第1の曲線をフーリエ変換することで物品の表面の凹凸の周波数に対する振幅の関係を示す第2の曲線に変換し、第3工程で、複数の第2の曲線のピークの重なり状態に基づいて物品の表面に測定ラインに交差する方向の筋目が存在するか否かを判定するので、複数の測定ラインに沿って第1の曲線を求める始点位置がずれても筋目の存在を確実に判定することができ、しかも第2の曲線のピークの高さから筋目の深さあるいは高さを求めることができる。
(もっと読む)
光学走査プローブ
【課題】対象物を光ストライプで照射し、対象物表面から反射した光を検出することで、対象物の表面上の複数の点からデータを捕捉するための走査プローブを提供する。
【解決手段】走査プローブは、(a)光ストライプを生成および発するためのストライプ生成手段14、(b)対象物表面から反射した光ストライプを検出するための画素の配列を有する画像センサを備えるカメラ16、(c)カメラ16によって検出された強度に応じて、フレームの取得中に光ストライプの強度を調節するための手段を備える。ストライプ長を修正する手段、処理手段のための隔離された区分室、およびスキャナのための取り付け可能なダストカバーを有するスキャナにも関する。
(もっと読む)
表面性状測定機
【課題】測定時間の短縮が図れる表面性状測定機を提供する。
【解決手段】被測定物Wを載置する回転テーブル20と、被測定物の表面性状に応じた信号を発する検出手段30と、回転テーブルおよび検出手段を相対移動させる検出器駆動機構40と、検出手段からの信号を取り込み、この取り込んだ信号を処理して被測定物の形状や表面粗さなどの表面性状を求める処理装置60とを備える。検出手段は、複数の検出器31,32を含んで構成される。処理装置60は、複数の検出器31,32からの信号を順番に取り込んで処理する。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
鋼構造物の合わせ面の加工方法
【課題】老朽更新等によって、鋼構造物と鋼構造物を組み合わせて鋼構造物設備を構築する場合に、現地で鋼構造物の合わせ面の加工を行うに際して、その合わせ面の寸法精度(高さ、傾き)を短時間に手間をかけずに的確に算出することができる、鋼構造物の合わせ面の加工方法を提供する。
【解決手段】それぞれの合わせ面上に複数の測定点を設定し、測定点の3次元的座標位置が得られる3次元レーザ計測装置を用いて、前記複数の測定点の3次元座標位置を測定し、得られた全測定点の3次元座標位置データより仮想基準面を作成し、特定の合わせ面を基準にして、残りの合わせ面の前記仮想基準面に対する寸法精度(高さ、傾き)を算出する。
(もっと読む)
港湾構造物計測装置
【課題】水中部分と水上部分、及び両者の境界部分も連続的に測定できる港湾構造物計測装置を提供する。
【解決手段】陸上に設置されたGPS基準局11と、測定機器を搭載した曳航体12と、曳航体を測定水域に沿って曳航する曳航船13とから成り、GPS基準局は、衛星S1〜S3からの電波を受信するGPS受信機14とデータリンク装置15を備え、曳航体は、GPSアンテナと、モーションセンサーと、マルチビーム測探機ソナーヘッドと、レーザースキャナーとを搭載し、曳航船は、マルチビーム測探機プロセッサーと、データリンク装置との間で位置情報を授受するインターフェイスボックスと、インターフェイスボックス及びマルチビーム測探機プロセッサーと接続されたデータ収録装置と、レーザースキャナー及びインターフェイスボックスと接続された第2データ収録装置とを備え、水中部分と水上部分と共に、境界部分も連続的に測定する。
(もっと読む)
産業機械および産業機械の制御方法
【課題】 制御対象物を適切に制御できない場合であっても、制御対象物の移動を確実に停止できる産業機械および産業機械の制御方法を提供する。
【解決手段】 三次元測定機1は、所定の軸方向へ制御対象物を移動させる移動機構2と、移動機構2を制御する制御装置3とを備えるものであって、制御装置3は、制御対象物の軸方向への移動を停止させる停止手段30を有し、停止手段30は、制御対象物の軸方向への移動速度を監視する速度監視部302と、制御対象物の軸方向への移動速度が所定の閾値を超えているか否かを判定する判定部303と、制御対象物の軸方向への移動速度が所定の閾値を超えている場合に、制御対象物の移動を停止させる停止部304とを備える。
(もっと読む)
測定システム
【課題】高速で、振動と測定誤差の少ない座標測定システムを提供する。
【解決手段】座標測定システムの可動サポートに着脱可能に接続されるコネクタを備えるアナログ走査プローブ120であり、走査プローブは、測定軸63に従って当該走査プローブに回動可能に接続される針部28の先端の接触部30と、前記測定軸63についての前記接触部30の傾き角の測定を行う位置エンコーダと、を含み、前記コネクタと前記測定軸63との間に走査プローブ又はプローブの一部を傾けてプローブの走査を可能とする1つの関節64が備えられる。
(もっと読む)
測定プローブ
【課題】空洞内の被覆を検査でき、または空洞の被覆の厚さまたは不十分にしかアクセス可能でない区域を非破壊方式で判定できる測定プローブを提供する。
【解決手段】開口部によってアクセス可能な、または曲がった表面上の、特に空洞26内の薄い層の厚さの非破壊測定のための測定プローブ11であって、センサ要素と前記空洞26の検査予定の表面27上でセンサ要素に割り当てられる接触式球状のキャップとを備える測定ヘッド17と、前記測定プローブ11を測定予定の表面27上を表面27に沿って位置決めしガイドするための掴み要素12とを備え、それによってこの掴み要素12に長い弾性的に曲り易いガイド・バー16が設けられ、ガイド・バーは掴み要素12に対向するその端部上に少なくとも1つの測定ヘッド17をその測定ヘッドがガイド・バー16に対して移動できる。
(もっと読む)
検査装置および設置判定方法
【課題】設置後の被検査物体の使用状況を考慮して設置スペースに被検査物体が設置可能か否かを判定すること。
【解決手段】入力部102は、設置スペースを規定する多面において、被検査物体を構成する多面のうち正面に対応する面を設定し、設置スペースを規定する各面について、被検査物体の操作部及び可動部の設置を許可するか否かを設定し、判定部106は、被検査物体における操作部及び可動部の設置状況と、入力部102における設定結果とを比較することにより、被検査物体を構成する多面のうち正面を、設置スペースを規定する多面のうち正面として設定された面に向けた場合に、設置スペースに被検査物体が設置可能か否かを判定する。
(もっと読む)
三次元測定機
【課題】被測定物の大きさに拘わらず、プローブの接触を確認しながら測定を実行することができる三次元測定機を提供する。
【解決手段】被測定物を載置するテーブルとプローブとを三次元方向へ相対移動させる相対移動機構13と、相対移動機構の駆動を指令する携帯可能な操作盤30と、操作盤からの指令に基づき相対移動機構を駆動させるとともに、プローブからの信号を取り込んで被測定物の形状を求める制御装置40とを備える。プローブの近傍にはカメラ20が取り付けられ、操作盤30には、表示部34と、カメラによって撮像された画像を表示部に表示する制御部38とが設けられている。
(もっと読む)
真直度測定装置
【課題】ゼロ点ずれを精度良く検出すること。
【解決手段】第1の形状測定器(P1,P1′)と、第2の形状測定器(P3,P3′)と、第3の形状測定器(P5,P5′)と、形状測定器(P1〜P5′)を支持する支持部材(7)を有し移動方向下流側に向って第1の形状測定器(P1,P1′)と第2の形状測定器(P1,P1′)と第3の形状測定器(P1,P1′)とが配置された測定ユニット(U1)と、第1の形状測定器(P1,P1′)と第2の形状測定器(P3,P3′)との相対的な位置ずれ量を測定する測定ユニット(U1)と一体的に移動可能な第1のずれ量測定器(36)と、第1の形状測定器(P1,P1′)と第3の形状測定器(P5,P5′)との相対的な位置ずれ量を測定する測定ユニット(U1)と一体的に移動可能な第2のずれ量測定器(37)と、を備えた真直度測定装置(A)。
(もっと読む)
膜厚測定装置
【課題】帯状基材とローラの間に空気の巻き込みが発生した場合でも、その影響を受けず、塗膜の膜厚を測定できる膜厚測定装置を提供する。
【解決手段】膜厚測定装置100は、ローラ30上を搬送される帯状基材10の長さ方向に塗工部40から塗液44を塗工して形成された塗膜12の膜厚を測定する。この装置100は、基材10の搬送方向90に対して塗工部40よりも上流側の位置に設けられ、ローラ外表面30aから基材表面10aまでの厚みX1を測定する第1厚みセンサ50と、塗工部40よりも下流側の位置に設けられ、ローラ外表面30aから塗膜表面12aまでの厚みX2を測定する第2厚みセンサ60とを備え、第1厚みセンサ50で測定された厚みX1と、第2厚みセンサ60で測定された厚みX2との差分から塗膜12の膜厚を算出し得るように構成されている。
(もっと読む)
測定方法及び測定装置
【課題】現場等での測定が可能でありながら、迅速な測定を行える測定装置及び測定方法を提供する。
【解決手段】ゼロ点誤差Δzは、始点と終点におけるプローブMPの傾斜の差αN0から容易に求めることができ、これにより、被測定面全体の形状を精度良く求めることができる。即ち、水準器ELで2回傾斜を読み取るのみでゼロ点誤差Δzを得ることができるから、測定時間の短縮を図ることができ、例えば現場等での作業も容易である。
(もっと読む)
測定装置及び測定方法
【課題】水準器やオートコリメータの特性を十分に生かすために静止状態で用いて、基準定規を反転の代わりに走査方向にシフトすることで、改良型反転法と同様の効果を上げ、センサを多くて2本、少なければ一本で測定システムを構成することで3点法のようなセンサのドリフト特性の不整の影響を受けにくい測定装置及び測定方法を提供する。
【解決手段】被測定面の形状を間隔D毎に測定してその差分を得るために、比較用の補助基準を測定走査方向に間隔Dだけシフトして、更に測定を行うことで、シフト前後の補助基準の変形の影響を最小限に抑えることができる。このシフトを使う方法では、シフト前後の補助基準の姿勢変化が測定形状の放物線誤差になるが、これを水準器やオートコリメータ等の傾きセンサで測定して、補正する手段をとるので、測定結果より放物線誤差を有効に排除できる。
(もっと読む)
位置測定システム
【課題】簡易な設備構成で、かつ正確に位置情報を補正することが可能な位置測定システムを提供する。
【解決手段】位置測定システム1は、レールの変位を計測する変位センサ34と、位置を計測する距離計31と、データ処理装置4と、を移動体2に搭載している。また、位置測定システム1のデータ処理装置4は、各遊間9の位置情報が登録されている遊間位置管理DB43を備える。データ処理装置4の制御部41は、変位センサ34の計測データ及び距離計31の計測位置データを監視している。制御部41は、変位センサ34の計測データが遊間9に固有の特徴的なデータを示した際における計測位置データまたはその近傍にある遊間位置情報を遊間位置管理DB43から抽出し、予測値として保持する。そして、距離計31による計測位置データと、抽出した予測値とを照合し、一致しない場合は、計測した距離を予測値(登録されている遊間位置情報)に補正する。
(もっと読む)
1 - 20 / 60
[ Back to top ]