
Fターム[2G047BB04]の内容
超音波による材料の調査、分析 (29,493) | 超音波の適用法 (1,004) | 直接接触法 (178)
Fターム[2G047BB04]に分類される特許
61 - 80 / 178
積層ゴムの非破壊検査治具
【課題】超音波探触子で発信された超音波をゴム層へ入射し、かつ、ゴム層で反射された超音波を受信できる、積層ゴムの非破壊検査治具を提供する。
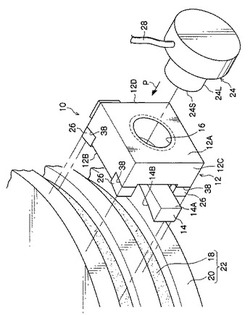
【解決手段】積層ゴムの非破壊検査治具10は、樹脂又はゴム材料で成形された箱形状の保持体12を備えている。保持体12を検査対象である積層ゴム22に当てたとき、外側を向く背面12Aの中央部には、円形状の凹部16が形成されている。凹部16は、超音波探触子24の円柱状の発信部24Lが挿入される大きさとなっている。発信部24Lが挿入されると、先端面24Sと底部16Sが面で接触する。凹部16の底部16Sのゴム層18側には、超音波伝播部14が一体成形されている。超音波伝播部14は、断面が矩形状の柱体であり、ゴム層18に沿って延出し、保持体12の外側へ張り出している。超音波伝播部14のゴム層18と対面する側面14Bは、ゴム層18の外周面に沿って円弧状に凹んでいる。
(もっと読む)
頭蓋内の弾性を測定する方法

頭蓋内圧(ICP)、およびより一般的には脳の弾性を非侵襲的に測定する新規の方法を開示する。ICPは、複数の超音波パルスから発生した一式の相互作用した超音波信号(「IUS」)の決定に基づきICPを算出する、模擬人工ニューラルネットワーク(SANN」)に連結されたアルゴリズムを使用して決定される。本発明の方法およびシステムは、EPG波を手動で見直しすることなく、ICPを迅速に決定することができる。 (もっと読む)
三次元超音波検査装置
【課題】従来よりも検査精度を向上させた三次元超音波検査装置を提供する。
【解決手段】三次元超音波検査装置10は、複数の圧電振動子20をm×nに配設した超音波トランスデューサ11、順次選択される圧電振動子20から発振された超音波を検査対象物14の接合部15に入射させて反射したエコーを受信し、当該エコーの電気信号を検出し信号処理して三次元画像化データを生成する信号処理部17、三次元画像化データの深さ(z)方向の強度分布の第1ピーク及び第2ピークを検出するピーク検出部51,52、第1ピークと第2ピークのz方向距離をx−y平面にマッピングして接合部15の三次元画像を生成する接合部画像生成部36、接合部15の接合良否を判定する良否判定部37、及び、接合部三次元画像及び接合部15の接合良否判定結果を表示する表示部38を備える。
(もっと読む)
シーム溶接検査方法およびシーム溶接検査装置
【課題】検査の手間を少なくし、作業性を高めると共に、検査の精度の高いシーム溶接検査方法およびシーム溶接検査装置を提供する。
【解決手段】重ね合わせた複数の金属板に対して行われたシーム溶接の良否を判断するためのシーム溶接検査方法において、金属板表面のシーム溶接部位近傍に一時的に乗せられた、シーム溶接の良否を超音波を用いて検査する装置のプローブ2が、複数の金属板の境界面に対して斜め方向から超音波を入射させる。
(もっと読む)
超音波探傷装置及び方法
【課題】アレイ探触子を構成する圧電振動子の寸法を大きくすることで、アレイ探触子全体の開口を大きくし、また、電気的なマッチングを改善させ、感度の高い信号を得ることができ、かつ、大きなアレイ探触子により、短い時間で広範囲の検査が可能な、超音波探傷装置及び方法を提供することにある。
【解決手段】超音波探触子104から発生する超音波を、被検体101より遅い音速を持つシュー105を介して、被検体に横波斜角超音波を発生し、被検体を検査する。超音波探触子104として、複数の圧電振動子106がアレイ状に配置されたアレイ探触子を用いると共に、横波斜角超音波の入射角が35度から55度とするときに、複数の圧電振動子の間隔を、被検体を伝搬する横波の波長の0.75倍より大きく2.35倍より小さくした。
(もっと読む)
後方散乱波を使用した異常の画像化
異常の画像を生成する方法は、複数のセンサの各々から、評価対象である構造内に向かうパルス波を生成することと、パルス波が異常に衝突することにより生じる散乱波データを収集することとを含む。散乱波データの収集は、パルス波を生成したセンサと同じセンサにより行っても、異なるセンサにより行ってもよい。本方法は、散乱波データを収集するセンサの位置を基準とした場合の異常の遠位の端又は境界からの後方散乱波データを識別することも含むことができる。本方法は、加えて、散乱波データを収集する複数のセンサの各々からの後方散乱波データを処理することにより、異常の二次元画像を生成することを含むことができる。本方法は、更に、異常の二次元画像を提示することを含むことができる。 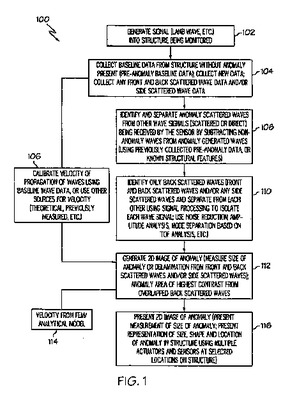 (もっと読む)
(もっと読む)
タービンフォーク超音波探傷装置及び方法
【課題】タービンフォークの検査は磁粉探傷により行われているが、動翼とディスクを分解する必要があるため検査に時間を要するという問題がある。超音波探傷による検査が試みられているが、フォーク形状が複雑なため、フォークの凹凸で反射される超音波(形状エコー)と欠陥で反射される超音波(欠陥信号)との識別が難しいという問題がある。
【解決手段】センサの移動の自由度を回転移動と平行移動に限定し、移動量を定量評価可能なよう目盛をつけた超音波探傷センサ設置ジグを、無欠陥で検査対象と同じサイズの基準試験片に固定して形状エコーを取得する。超音波探傷センサ設置ジグを固定し、形状信号取得時と同じ位置に超音波センサを設置して超音波探傷信号を取得し、比較することで超音波(欠陥信号)の有無を評価する。
【効果】磁粉探傷よりも検査時間が短縮され、従来の超音波探傷よりも形状エコーと欠陥信号の識別が容易となる。
(もっと読む)
長尺部材の欠陥評価方法及び長尺部材の欠陥評価装置
【課題】 評価部位の形状に拘わらず欠陥を簡便に精度よく評価することの可能な長尺部材の欠陥評価方法及び欠陥評価装置を提供すること。
【解決手段】 長尺部材の端面に探触子を載置して超音波を送信し、長尺部材からの受信信号により減肉等の欠陥Bを評価する。探触子がフェーズドアレイ探触子であり、長尺部材の一端にフェーズドアレイ探触子を回転可能に取り付ける。フェーズドアレイ探触子を端面上で回転させると共に、各回転位置において超音波を所定の送信角度範囲で送受信する。得られた受信信号からS−scan画像I1を生成すると共に、任意の送信角度における受信信号を長尺部材の周方向に並び重ねてB−scan画像I2を生成する。これら画像I1,I2に表示される遅れ信号Fから減肉等の欠陥Bを評価する。
(もっと読む)
超音波探傷方法及びその装置
【課題】欠陥の見逃しをなくすため被検体への超音波伝播を表面エコー高さに基づいて確認する超音波探傷方法及びその装置を提供する。
【解決手段】超音波を送受信するプローブ3を用いて被検体2の欠陥6を探傷する超音波探傷方法であって、前記プローブ3と前記被検体2との間に超音波伝播体であるウェッジ8を介装するとともに、前記ウェッジ8と前記被検体2との間に接触媒質9を介在させて、前記プローブ3から前記ウェッジ8を介して前記被検体2に超音波が送信される際の送信パルスの波形14と、前記プローブ3が受信する前記被検体2の表面からの表面エコー波形15とを分離する工程と、前記表面エコー波形15に基づいて前記被検体2内に超音波が伝播したかどうかを判定する判定工程と、を有する。
(もっと読む)
超音波測定装置
【課題】測定対象物に関して、一方向の変位や歪みに関する情報のみならず、複数方向の歪みに関する情報を出力することのできる超音波測定装置を提供する。
【解決手段】超音波測定装置は第1及び第2の超音波プローブを有する。情報取得部が、測定対象物に加わる力もしくは測定対象物の変形量の時間変化が増加期間であるか減少期間であるかに関する情報を取得する。第1の超音波プローブは、2つのプローブの超音波送信領域の重複箇所に位置する測定対象物によって反射された超音波を受信して、第1の受信データを生成する。第2の超音波プローブは、同様に第2の受信データを生成する。演算処理部は、第1の受信データの内、増加期間あるいは減少期間のいずれか一方の期間におけるデータを用いて、測定対象物の第1の方向に関する第1の変位関連情報を演算し、第2の受信データの内、第1の変位関連情報を演算するために用いた期間と同じ期間におけるデータを用いて、測定対象物の第2の方向に関する第2の変位関連情報を演算する。
(もっと読む)
海水配管検査方法
【課題】 配管における隠蔽部を合理的に検査することの可能な海水配管検査方法及び各部位を迅速に検査することのできる検査方法を提供すること。
【解決手段】 海水配管100の内面を外面から検査する。フランジ104、貫通103又はサポートバンド105等による隠蔽部A1の外部で配管のうち直管部A2の外面に探触子11を接触させる。探触子11から隠蔽部A1にガイド波を送信する。このガイド波を受信することにより、隠蔽部A1における配管100内面を検査する。
(もっと読む)
タービン翼植込部超音波探傷装置および探傷方法
【課題】発電用タービンのタービン翼植込部に生じるきずの、非破壊検査によるサイジング精度を向上させる。
【解決手段】タービン翼植込部超音波探傷装置100は、タービン翼植込部112に対して超音波を任意の入射角度で入射させ、タービン翼植込部のきずの背後の部位130で反射したバックエコーの大きさを検知する超音波フェイズドアレイ探触子114と、探触子114の、ロータの回転軸からの距離を調節することによって、入射する超音波の入射角度を決定する位置決め装置140と、きずの傾斜角度を推定する傾斜角度推定部145と、推定された傾斜角度を有するきずの高さと、推定された傾斜角度に対応する入射角度で入射する超音波が反射されて生じるバックエコーの大きさとの関係を示すマスターカーブを用いて、きずのサイジングを行うサイジング部147とを含むことを特徴とする。
(もっと読む)
管内ライニングの判定方法
【課題】金属製の管の内面に樹脂製のライニング層が施工されているか否かを非破壊により簡易、かつ、確実に判定することのできる管内ライニングの判定方法。
【解決手段】金属製の管Pの内面に樹脂製のライニング層が施工されているか否かを判定する管内ライニングの判定方法で、金属製の管Pの表面から管内に向けて超音波Sを入射し、管Pの内面Paから最初に反射してくる第1反射波S1の強度と、管Pの内面Paから次に反射してくる第2反射波S2の強度の比に基づいてライニング層Lの有無を判定する。
(もっと読む)
超音波検査装置
【課題】理想的な走査位置に対する種々の誤差を検出し、この誤差を自立的に調整することにより高精度な超音波探傷検査を行うことができる超音波検査装置を提供する。
【解決手段】本発明に係る超音波検査装置1は、超音波トランスデューサ17と、一体型超音波トランスデューサ制御部6と、距離制御用アクチュエータ15と、傾斜制御用アクチュエータ16と、距離計測用センサ18a、18bが一体に構成された一体型超音波トランスデューサ2を備える。この一体型超音波トランスデューサ2は、あらかじめ生成された走査経路情報に基づく走査位置と理想的な走査位置との誤差を算出し、この誤差に基づいて超音波トランスデューサ17の開口面と被検査物19の検査領域との距離および傾きを自立的に制御し誤差補正処理を行う。
(もっと読む)
ロボットハンド
【課題】簡単な構成でありながら物体の硬さを検知することができる小型のロボットハンドを提供する。
【解決手段】第1の指部F1と第2の指部F2で物体Sを挟んだ状態で、第1の超音波アクチュエータU1の振動体3により超音波を発生し、第1の超音波アクチュエータU1の振動体3から固定子5及び回転子6、第1の指部F1、物体S、第2の指部F2、第2の超音波アクチュエータU2の回転子6及び固定子5を介して振動体3へと超音波が至る所要時間を計測する。指部F1及びF2の位置から物体Sの厚さDを算出して超音波の伝搬経路の長さを算出し、計測された所要時間と算出された超音波の伝搬経路の長さとに基づいて物体S中の超音波の伝搬速度を算出し、この伝搬速度V1に基づいて物体Sの硬さを検知する。
(もっと読む)
欠陥等端部の検出方法及び欠陥等端部の検出装置
【課題】 欠陥等の端部を簡便且つ正確に検出することの可能な欠陥等端部の検出方法及び欠陥等端部の検出装置を提供すること。
【解決手段】欠陥等200に対し振動子8,9より超音波を送受信することにより、この欠陥等200の検査基準方向Fに対する端部200aを検出する。検査基準方向Fに直交する基準面300について、一対の振動子8,9を面対称に配置する。これら一対の振動子8,9をこの検査基準方向Fに移動させると共にこれら一対の振動子8,9に超音波を送受信させる。受信信号の二次元画像を記録し、各振動子8,9の記録された二次元画像が合成された合成二次元画像における欠陥信号の交差部Eにより端部200aを検出する。
(もっと読む)
超音波探傷方法および超音波探傷装置
【課題】被検体に存在する欠陥を精度良く検出できる超音波探傷方法および超音波探傷装置を提供することを目的とする。
【解決手段】送受信ステップにより、送信センサ10から固定角で拡散して発せられた超音波の反射波を受信センサ20により複数位置で受信し、該送受信ステップによる超音波の伝搬時間、並びに送信センサ10および受信センサ20の位置情報に基づき、被検体1中の音速分布を音速分布算定ステップにより算定し、収束位置特定ステップにより送受信センサ30の収束位置を特定し、遅延時間算出ステップにより、被検体中1の音速分布に基づき特定した収束位置に送受信センサ30による超音波が収束するような遅延時間を算出し、欠陥検出ステップにより、遅延時間の設定の下に送受信センサ30による送受信を行って被検体1中の欠陥を判別する。
(もっと読む)
探触子移動装置
【課題】化学プラント等の鋼管は、ある間隔毎にラックと呼ばれているH型鋼に乗っていたり、壁を貫通して設置されていたりしている。鋼管がこのH型鋼に接触している部分や壁などを貫通している部分については、鋼管に腐食が発生しても目視などの光学的な手段を使用することができず、垂直探触子を用いた板厚測定もできないため、2探触子法による検査を行っている。従来は2探触子法を用いて検査する場合は、2つの探触子を固定してつなぎ合わせるアーチ式の装置やスライドベルト式の装置が一般的に使用されていた。しかしながら、H鋼に接触している部分や壁を貫通している部分においては、アーチ式の装置やスライドベルト式の装置では装置の設置が困難であったり、検査ができなかった。
【解決手段】2探触子法による検査を行う場合に、2つの探触子が対向した状態で連続的に移動できるようにするため、探触子を備えた2台の走行車と、2台の走行車を同期して移動させることができるような走行制御器を設けた装置を用いた。
(もっと読む)
発電機ロータの歯の欠陥を検出するための方法および器具
【課題】
発電機ロータの歯の欠陥を検出するための方法および器具を提供する。
【解決手段】
高出力発電機ロータの歯を非破壊検査するための方法は、アレイ(20)に配置され、かつ歯の形状のある範囲の異なる検査角度を提供するように位置決めおよび位置合わせされる複数の超音波パルスエコートランスデューサ(22、..、25)を設けるステップと、アレイ(20)をロータ歯の頂部に位置決めするステップと、前記複数の超音波パルスエコートランスデューサ(22、..、25)の少なくとも1つを励起して、歯の下側のウェッジ角度を問い合わせるための透過ビームを生成するステップと、前記複数の超音波パルスエコートランスデューサ(22、..、25)の前記少なくとも1つからの取得データを調整して、歯内の欠陥からの反射光を捕捉するステップとを含む。
(もっと読む)
超音波探傷装置および超音波探傷方法
【課題】SH波を用いた超音波センサーは粘度の高い接触媒質を要し、物理的な走査は時間がかかる。フェイズドアレイ技術によって電子的な走査することができるが、従来のフェイズドアレイ技術は、探傷面形状が曲率を有する場合、振動子と探傷面の密着性、接触媒質膜の均一性に問題があった。
【解決手段】SH波を発生させる振動子V1〜V8を弾性体5によって互いに接続して形成したセンサー1を用いることで密着性、接触媒質膜の均一性を改善し、かつ歪ゲージG1a〜G7a、G1b〜G7bによって隣接振動子相対位置関係情報を読み取り、超音波ビームの入射角度と隣接振動子相対位置関係情報を用いて振動子の駆動タイミングを計算し、センサー1の変形による振動子駆動タイミングの誤差を防止する。
(もっと読む)
61 - 80 / 178
[ Back to top ]