
Fターム[3B154BB12]の内容
繊維材料の処理 (13,168) | 適用単位操作(処理手段や装置等を含む) (3,285) | 熱的操作 (463) | 加熱 (441)
Fターム[3B154BB12]の下位に属するFターム
燃焼加熱 (14)
Fターム[3B154BB12]に分類される特許
241 - 260 / 427
織編物およびその製造方法および繊維製品

【課題】吸水自己伸張糸と非自己伸張糸とで構成され、吸水時に織編物の全体寸法(面積)が変化することなく織編物表面に部分的に凹凸が発現する織編物およびその製造方法および繊維製品を提供する。
【解決手段】吸水自己伸張糸と非自己伸張糸とで構成される織編物であり、かつ温度20℃、湿度65%RHの雰囲気中における該織編物中の吸水自己伸張糸の糸長を(A)、他方、非自己伸張糸の糸長を(B)とするとき、A/Bが0.9以下である織編物の表面に部分的に熱融着処理を施すことにより、織編物表面に熱融着部と非融着部とを形成する。
(もっと読む)
パイル部の色調変化を有するパイル布帛
【課題】 パイル表面に色模様を付加する方法として、従来のプリント処理や抜染処理といった、作業工数が多く、製造コストや環境面での課題を有する方法を、通常のパイル縫製の加工工程の条件や加工設備の小改良で、容易にパイル表面に色模様を付与する事を可能とするもので、従来方法と比較して、製造コストの削減や環境への悪影響を少なくする事が可能とするものである。
【解決手段】 アクリル系繊維を、染色した繊維を用いてパイルを縫製し、パイル縫製のテンター工程やポリッシング工程等のパイル加工の加熱温度の条件及び加熱方法の操作にて、低温で染色したパイル部が色変化する事を用いて、パイル表面に色模様を付与したパイル布帛。
(もっと読む)
プリーツマシン

【課題】一方の面を裏打ちシートで覆われた、形状安定性の良好なプリーツ布を製作することができるプリーツマシンを提供する。
【解決手段】加工布2の一方の面に補強紙5を重ね、加工布2と共に送り刃11で加圧ローラ6,7に向かって供給する。加圧ローラ6,7からプリーツ13を加熱プレス形成されて送り出される加工布2の他方の面に重なるように、接着剤付きの裏打ちシート14を供給し、これを接着ローラ8により、加工布2の他方の面に加熱接着するようにプリーツマシン1を構成する。
(もっと読む)
撥水布帛および撥水布帛製品ならびにこれらの製造方法
【課題】従来技術における傘や雨衣などの用途における布帛、製品の水滴の水切り性および耐久撥水性を改善する。
【解決手段】合成繊維のマルチフィラメントを少なくとも含む布帛であって、該布帛は洗濯20回後のJIS L1092法の撥水度が3以上であり、かつ、布帛の表面に細線の柄模様が印刻されていることを特徴とする撥水布帛、撥水製品およびその製造方法。
(もっと読む)
捲縮繊維不織布及びその積層体
【課題】 嵩高性と柔軟性に優れるとともに紡糸性、耐毛羽立ち性に優れ、しかも通常の溶融紡糸により製造可能な捲縮複合繊維からなる不織布、及びそれを用いて、さらに耐水性や表面滑らかさを付与した不織布積層体を提供すること。
【解決手段】 第1のプロピレン系重合体(1)成分と、第2のプロピレン系重合体(2)成分とからなり、(1)成分の融点が、(2)成分の融点よりも20℃以上高く、両成分のメルトフローレートの比((2)成分/(1)成分)が0.8〜1.2の範囲にあり、(1)/(2)(重量比)で表される成分比が50/50〜5/95のものである捲縮複合繊維の不織布、及びこれと他の不織布や多孔フイルムとの積層体。
(もっと読む)
ガラス繊維織物の開繊方法
【課題】 ガラス繊維プリプレグの製造に使用する厚さの薄いガラス繊維織物に対して、目曲がりや目ずれを生じることなく、熱硬化性樹脂組成物の含浸と開繊を行うことのできる方法を提供する。
【解決手段】 ガラス繊維を補強材とするプリプレグの製造に使用するガラス繊維織物4の開繊方法であって、単位重量が50g/m2以下のガラス繊維織物4に、キャリア材1に熱硬化性樹脂組成物2を塗布したシート材3を、熱硬化性樹脂組成物2が塗布された面を内側として重ね合わせ、次に、加圧加熱することにより、溶融軟化した熱硬化性樹脂組成物2によってガラス繊維織物4を開繊することを特徴とする。
(もっと読む)
表示タグ一体化装置
【課題】表示タグの一体化を自動化する表示タグ一体化装置を提供する。
【解決手段】装置本体1に形成した作業面11に、X方向に延びる水平軌道12を支持させ、前記水平軌道12に沿ってX方向に移動する吊り下げベース13を設け、前記吊り下げベース13から作業面11に向けてZ方向に移動する吊り下げロッド14を設け、前記吊り下げロッド14下端にタグ保持部15を設け、複数のタグストッカ21と一体化作業枠22とをタグ置き台2のY方向に並べ、一体化作業枠11に保持させた表示タグを押さえ付けるタグ押さえ手段23と、一体化作業枠22に保持させた複数の表示タグを融着する融着手段24とをタグ置き台2に設け、完成品ストッカ31を完成品置き台3のY方向に並べ、前記完成品ストッカ31に収納された完成品を押さえ付ける完成品押さえ手段32を作業面11に設けた表示タグ一体化装置である。
(もっと読む)
衣類の仕上げ装置
【課題】 皺取り効果が高く、室内の結露も防止できる小型の衣類の仕上げ装置を提供する。
【解決手段】 衣類5を上下動させながら当該衣類5の上下方向から加熱蒸気を噴き出して仕上げ室R内に充満させ、衣類5の上下動に合わせて所定のタイミングで該衣類5の両側から加熱された金属プレート板20により押動する。
(もっと読む)
添加物の時間および温度スケジューリング
昇華ドナーは第1の温度より上でドナーから昇華する第1のファブリックエンハンサー剤をもつ。第2の温度より上でドナーから昇華する第2のファブリックエンハンサー剤が後に続く。第1と第2の温度の両方は、260°Fより上で、第2の温度は少なくとも第1の温度より10°F高い。単一パス処理ユニットの下で昇華すると、第1および第2の触媒が、それぞれ第1および第2の温度で昇華するように、第1および第2のファブリックエンハンサー剤を促進させる。 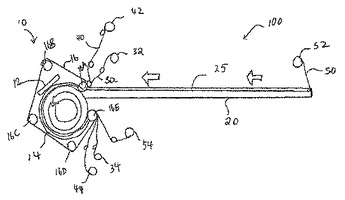 (もっと読む)
(もっと読む)
エンボス加工装置及び方法並びに吸収性物品の製造方法
【課題】一度の加工で繊維材料に複数のエンボスパターンを好適に施すことができるエンボス加工装置を提供すること。
【解決手段】本発明のエンボス加工装置は、エンボスロール2及びアンビルロール3を備えている。エンボスロール2の周面部に、各エンボスパターンに対応した凸部21、22が配設されているとともに、エンボスロール2とアンビルロール3との間に、各エンボスパターンに応じたクリアランスが形成されている。本発明のエンボス加工装置は、これらのロール2,3が回転されているときにそれらの間に供給された繊維材料に複数のパターンでエンボス加工を施す。アンビルロール3は、各エンボスパターンに対向する周面部31、32がそれぞれ異なる外径に設けられて前記クリアランスが形成されていることが好ましい。
(もっと読む)
裏地の製造方法
【課題】経方向及び緯方向ともにストレッチ性を有し、寸法安定性に優れたストレッチ裏地を提供する。
【解決手段】少なくとも二種類のポリエステル成分で構成され、その少なくとも一成分がポリトリメチレンテレフタレートである複合繊維を、経糸及び緯糸に用いた織物からなる裏地を染色加工するに際し、染色前にヒートセットを2回行うことを特徴とする裏地の製造方法。
(もっと読む)
凹凸パターン付き有毛布帛
【課題】有毛布帛の毛羽繊維を熱溶融して毛羽層に柄際の鮮鋭な凹凸パターンを描出すると共に、毛羽繊維の熱溶融物が凹部において強固に融着して脱落せず、その毛羽繊維の熱溶融物によって凹部の耐摩耗性が高められるようにする。
【解決手段】熱溶融性を有する単繊維繊度11dtex以下の浮出繊維25による厚み2mm以下の毛羽層24によって基布23の表面が被覆されている有毛布帛の表面に、浮出繊維の熱溶融を妨げる防融剤を印捺してレーザー光線を照射し、防融剤の印捺部分の浮出繊維を熱溶融させることなく、防融剤の印捺されていない非印捺部分の浮出繊維を熱溶融させて毛羽層に窪んだ凹部27を形成し、その浮出繊維の溶融塊を凹部の谷底の基布に密着させ、その溶融塊によって凹部の谷底の表面に、凸部33と凸部33の間隔Lが1000μm未満であり、凹凸差Dが凸部間の間隔Lよりも少ない微細な凹凸を形成する。
(もっと読む)
有毛布帛と凹凸パターン描出法
【課題】照射箇所選択装置を使用することなく有毛布帛の表面に凹凸パターンをレーザー光線を照射して描出する。その凹凸パターンの凹部の深さを変えて有毛布帛を立体感に富むものとする。又、レーザー光線を照射して生じる浮出繊維の溶融物を微細にし、その溶融物をレーザー光線の照射後に溶解除去せずに済むようにする。
【解決手段】熱溶融性合成繊維に成る浮出繊維44の構成する毛羽層41に、その浮出繊維44の熱溶融を妨げる第1防融剤を印捺・付与し、その第1防融剤の防融成分の付与されている毛羽層41にレーザー光線を照射し、そのレーザー光線によって、毛羽層41の表面に介在する浮出繊維44の一部を加熱変形させて有毛布帛の表面に凹凸パターンを描出する。第1防融剤は、水と水溶性有機溶剤と界面活性剤の何れかの液体と、水溶性樹脂と水分散性樹脂と粘土質鉱物の何れかを保湿剤とを防融成分として調製する。
(もっと読む)
有毛布帛と捺染法
【課題】有毛布帛の表面に捺染パターンに同調した凹凸パターンをレーザー光線によって描出し、捺染パターンと凹凸パターンを複合パターンとする。レーザー光線を照射して生じる浮出繊維の溶融物を微細にし、その溶融物をレーザー光線の照射後に溶解除去せずに済むようにする。
【解決手段】(1) 熱溶融性合成繊維に成る浮出繊維44の構成する毛羽層41に、その浮出繊維を着色する着色成分と、その浮出繊維の熱溶融を妨げる防融成分を有する捺染糊を印捺・付与し、(2) 防融成分が付与されている毛羽層に、レーザー光線を照射し、(3) レーザー光線によって、毛羽層の表面に介在する浮出繊維44の一部を加熱変形させ、(4) 捺染糊の印捺部分42と捺染糊の未印捺部分43との形際47を、浮出繊維の加熱変形程度の差異によって鮮明にする。捺染糊の含有する防融成分と、防融成分の含有量と、捺染糊の印捺量の何れかを部分的に変えて印捺することが出来る。
(もっと読む)
立体成型用長繊維不織布及びその成型方法
【課題】 高温下においても良好な成型保持性を持つ成型品を得るための立体成型用長繊維不織布を提供する。
【解決手段】 この立体成型用長繊維不織布は、熱可塑性長繊維を構成繊維とする。そして、構成繊維相互間が熱架橋型接着剤で結合されている。熱架橋型接着剤は、成型前には、実質的に未架橋状態であり、成型時に架橋されるものである。熱架橋型接着剤は、立体成型用長繊維不織布中に、10〜30重量%の割合で含有されている。この立体成型用長繊維不織布は、所定の立体型に変形せしめられた後、熱を作用させて、実質的に未架橋状態である熱架橋型接着剤を架橋させる。そして、この際、所定の立体型に成型され、成型品が得られる。
(もっと読む)
伸張性吸収性複合材
吸収性シート材料が、吸収性繊維および伸張性メルトブローンポリマー繊維のコフォーム化ブレンドから製造される。これらの伸張性コフォームのラミネートは、伸張性ポリマー繊維もしくはフィラメントの層を用いて調製される。吸収性シート材料は柔軟性およびドレープを改善するために漸進的に延伸される。 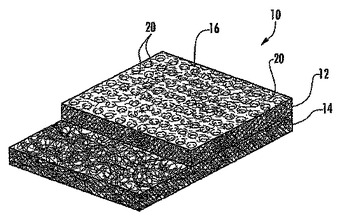 (もっと読む)
(もっと読む)
ウエブ収縮を制御するために直接接触加熱ロールを用いる弾性ラミネートの製造方法
弾性ラミネートを製造する方法は、第1の基材を機械方向に給送し、第1の基材と整列した第2の基材を機械方向に給送し、機械方向に伸張させたエラストマーストランド材料の列を第1及び第2の基材の間に給送する工程を含む。ホットメルト接着剤をストランド材料上に施し、硬化性接着剤を基材の一方又は両方に施す。次に、エラストマーストランド材料をその伸張状態に保持しながら、二つの基材及びエラストマーストランド材料を圧締して、エラストマープリフォームウエブを形成する。次に、伸張させたエラストマープリフォームウエブを、加熱ロール上に給送することによってインライン加熱し、その後、冷却し加熱ロールから下流に移動させながら、機械方向に弛緩及び収縮させて、ひだ付きエラストマーラミネートを形成する。剥離ライナーを機械方向に給送し、ひだ付きエラストマーラミネートと整列させ、感圧性接着剤を剥離ライナーに施す。次に、ひだ付きエラストマーラミネート及び剥離ライナーを圧締して、窓フラッシング材として特に有用な弾性ラミネートを形成する。 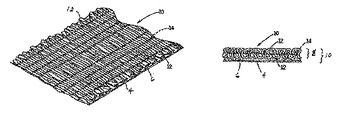 (もっと読む)
(もっと読む)
染色釜
【課題】 綛専用の横型染色釜をスピンドルを交換可能な構造とすることで綛染色釜でもチーズ染色を可能ならしめ、効率良く染色することができるようにした染色釜を提供する。
【解決手段】 横型円筒状の綛染色釜本体2の隔壁6の内部に臨む染色液供給管12に長手方向上側面に複数の微細な吐出孔29を設けた中空の綛専用スピンドルSP1が水平に連結支持され、SP1の両端には回転可能に支持された一対の支持体R1,R2に綛旋回軸Hが支持されて、一方の支持体R2に伝達手段を介して係合した専用駆動源によりSP1の周りに旋回駆動するよう構成され、而も染色液供給管12には、SP1に代えてチーズ専用スピンドルSP2が着脱可能に連結されるよう構成されて、このSP2は、長手方向外周全域に複数の吐出孔18が穿設されると共にSP2の外周には、複数の染色液透過孔22を設けた複数のボビンBBが挿嵌支持されている。
(もっと読む)
締結システムの雌部材用不織布
締結システムは係合構成要素及び受入構成要素を含む。係合構成要素は受入構成要素と係合可能である複数の係合要素を有する。受入構成要素は、複合繊維、エンボス加工部分、及び非エンボス加工部分を有する不織布を含む。複合繊維は、エンボス加工部分で互いに接着される。該複合繊維は、第一のプロピレンポリマー及び第二のプロピレンポリマーを含み、第一及び第二のプロピレンポリマーは長手方向に連続的に伸び配置され、それによって第二のプロピレンポリマーが第一のプロピレンポリマーと関連付けられ、該複合繊維がその中に波形を形成するエンボス加工部分は、機械方向に配置された複数のジグザグ状のユニットパターンを有し、約0.5〜約2.0の範囲でW1/W2の比率を有する。 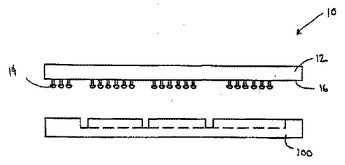 (もっと読む)
(もっと読む)
アイロン掛け不用のハンカチ
【課題】綿やガーゼのハンカチや小型タオルをアイロンを使うことなく、シワを伸ばし折りたたんだ状態にする。
【解決手段】綿やガーゼのハンカチの裏面の四つのフチの部分、折りの入る部分、また小型タオルの裏面の折りの入る部分をポリエステルの生地で補強して、形態安定や永久プレスの加工を施す。
(もっと読む)
241 - 260 / 427
[ Back to top ]