
Fターム[3C030AA15]の内容
Fターム[3C030AA15]の下位に属するFターム
Fターム[3C030AA15]に分類される特許
21 - 40 / 121
フロントフォークアッセンブリ組立方法
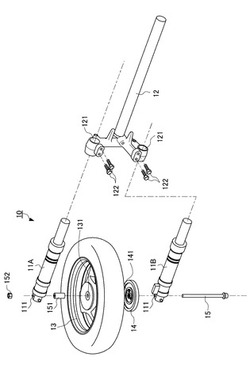
【課題】構成部品同士の回転方向の位相を確実に調整できるアッセンブリの組立て方法を提供すること。
【解決手段】フロントフォークアッセンブリ組立方法では、右フォーク11Aおよびホイール13が把持装置に対して従回動可能となるように、ホイール13を把持する工程と、ブレーキパネル14に対するホイール13の回転方向の位相を調整する工程と、ホイール13をブレーキパネル14の上方に仮置きし、その後、ホイール13の把持装置に対する従回動を解除する工程と、右フォーク11Aのブレーキパネル14に対する回転方向の位相を調整する工程と、把持装置を下降させて、把持部でブレーキパネル14を把持し、その後、ブレーキパネル14を上昇させて、再び、ホイール13が把持装置に対して従回動可能となるようにする工程と、右フォーク11Aの左フォーク11Bに対する回転方向の位相を調整する工程と、を備える。
(もっと読む)
圧力調整弁の組立方法およびこれに用いるセット治具

【課題】圧力調整弁を簡単且つ精度良く組み立てることができる圧力調整弁の組立方法およびこれに用いるセット治具を提供する。
【解決手段】第1治具50に押えリングおよび受圧膜体11を装着した後、第1治具50に第2治具60を装着する準備工程と、2つのネジ孔38に2本の装着ピン52を挿通して、リング状端面35に第1治具50を装着する治具装着工程と、残余の複数のネジ孔38に対応する複数の取付けネジ37を仮締めして、受圧膜体11および押えリング13をリング状端面35に仮固定するネジ仮締め工程と、第1治具50から2個の第2治具60を離脱させる第2治具60取外し工程と、押えリング13および受圧膜体11を残して、第1治具50をリング状端面35から引抜く第1治具50取外し工程と、全ての取付けネジ37を本締めして、受圧膜体11および押えリング13をリング状端面35に固定するネジ本締め工程と、を備える。
(もっと読む)
インサートナット圧入装置
【課題】 簡素な構造で、小型、安価であると共に設置面積が小さくてよいインサートナット圧入装置を提供する。
【解決手段】 インサート供給部120を有している。インサート供給部120は、貯留ホッパ10と、昇降柱20と、インサートナット検出器30と、ワイパ40とを有している。インサートナット検出器30の検出結果に基づき、昇降柱20の凹部21にインサートナットが正規ではない姿勢で有る場合は、ワイパ40によってインサートナットをワイプして正規の姿勢に改めるか貯留ホッパ10内に落下させる。昇降柱20の凹部21にインサートナットが無い場合は、昇降柱20が下降して再び上昇する。
(もっと読む)
吸着装置および吸着方法
【課題】吸着パッドに生じた摩耗や位置ずれを自動的に検知する吸着装置を提供する。
【解決手段】吸着パッド10の基準位置L0における吸着力F1を吸着センサ30が測定し、測定された吸着力F1が閾値THより小さいと判定部42が判定した場合には、駆動部20が吸着パッド10を昇降方向または交差方向に所定の変位量を変位させ、変位した位置(変位位置LD)における吸着パッド10の吸着力F2を吸着センサ30が測定するとともに、吸着力F2が閾値THより大きいと判定部42が判定した場合の変位量ΔLを取得する機能を有する制御部40を備える吸着装置100。
(もっと読む)
ネジ類供給機
【課題】弾性のOリングを有する防水性のネジでも振動により良好に搬送することができるネジ類供給機を提供する。
【解決手段】ネジ類供給機Pは、Oリング16付きのネジ10を所定の方向に整列させて搬送するレールユニット20を備え、レールユニット20に設けられた溝部40には、ネジ10のOリング16が嵌入可能な段部が形成され、溝部40内には、ネジ10の軸部を下側から支持するとともに、ネジ10の頭部とレールユニット20の上端面との間に所定の隙間G1を形成するためのレール板部材50が設けられる。
(もっと読む)
部品位置決め方法および部品位置決め用治具
【課題】所定の位置に対する部品の位置決めについて、装置構成の大型化や複雑化を招くことなく、十分な部品位置保持力および部品位置精度を得ることができる部品位置決め方法を提供する。
【解決手段】所定の位置に対する位置決め対象である部品(ワーク1)を、ロボット10に支持された状態で所定の範囲内で移動可能に設けられる移動治具(部品基準治具20)に固定した状態で支持し、部品基準治具20を移動させることにより、ワーク1の位置決めを行う部品位置決め方法であって、前記所定の位置に対して固定された状態で設けられる固定治具(サポート治具30)を用い、部品基準治具20およびサポート治具30のそれぞれに、互いに嵌合した状態で部品基準治具20をサポート治具30に対して所定の精度で位置決めする嵌合部(位置決めピン25、位置決め穴部35)を設け、これら嵌合部同士が嵌合した状態で、ワーク1の位置決めを行う。
(もっと読む)
スプライン嵌合装置及びスプライン嵌合方法
【課題】位相整合時のスプライン軸を有する部材とスプライン穴を有する部材の相互接近する方向への相対的移動量が微小な場合についても自動化可能なスプライン嵌合装置及び方法を提供すること。
【解決手段】スプライン嵌合装置は、押圧手段、回転付与手段、検出手段、挿入手段を備える。押圧手段が、シャフト2を等速自在継手の内側継手部材4に、スプライン部2bと軸孔4bの軸線を合致させた状態で押圧する。この状態のまま、回転付与手段が、シャフト2をその軸線を中心として回転させる。検出手段が内側継手部材4の回転の開始を検出すると、挿入手段がスプライン部2bを軸孔4bに圧入する。
(もっと読む)
部品供給制御装置および制御方法
【課題】 複数の供給通路に空気噴射を行っているときの空気流量の低減に対して、空気噴射時間を自動的に延長することのできる部品供給制御装置および制御方法を提供する。
【解決手段】 複数の供給通路34,35の各々に搬送用空気を噴射する空気噴射口51,52が設けられ、複数の目的箇所49,50へ部品1を供給する形式のものにおいて、複数の供給通路34,35に空気噴射をして部品搬送を行っているときの空気噴射時間が、1つの供給通路34または35に空気噴射をして部品搬送を行っているときの空気噴射時間に対して延長時間が加算された時間とされている。この延長時間は、タイマー手段81によって設定されている。
(もっと読む)
ワーク取付システムおよびワーク取付方法
【課題】汎用性が高くかつサイクルタイムを短縮できるワーク取付システムを提供すること。
【解決手段】ワーク取付システム1は、ボディ2のインナパネル2Aにサンルーフ部材3を取り付ける。このワーク取付システム1は、第1取付ロボット5と、第2取付ロボット6と、これらを制御する制御装置7と、を備える。制御装置7は、第1取付ロボット5のCCDカメラにより、サンルーフ部材3の位置およびインナパネル2Aの位置を位置情報として算出する工程と、この位置情報に基づいて、第1取付ロボット5によりサンルーフ部材3を把持して搬送し、このサンルーフ部材3をインナパネル2Aに位置決めする工程と、第1取付ロボット5によりサンルーフ部材3をインナパネル2Aに仮固定する工程と、既に算出した位置情報に基づいて、第2取付ロボット6によりサンルーフ部材3をインナパネル2Aに本固定する工程と、を実行する。
(もっと読む)
燃料噴射弁及び2部品の結合方法
【課題】
部品単品の精度の影響がなく、結合工程で2部品の位置を高精度に結合する。
【解決手段】
結合する2部品15,17のうち、位置決めの必要なお互いの部分をマンドレル31で位置決めした状態で、硬い方の部材15に設けた角部15cで軟らかい方の部材17をせん断加工し、かつ、せん断しながら角部15cの側面と軟らかい部品17のせん断された面17cとを嵌合させ、続いて2部品の嵌合面を塑性結合や圧入、または溶接して結合する。
(もっと読む)
嵌合の詰まり状態を修正する嵌合装置
【課題】嵌合ワークの姿勢を被嵌合ワークに嵌合可能になるように短時間で適切に修正する。
【解決手段】ロボットにより把持される嵌合ワーク(60)を、力制御によって被嵌合ワーク(50)に嵌合する嵌合装置(10)は、嵌合ワークの制御点に働く力とモーメントとを検出する力検出手段(3)と、嵌合時に、嵌合ワークと被嵌合ワークとの間に詰まりが生じているか否かを判定する判定手段(12)と、判定手段により詰まりが生じていると判定された場合には、嵌合ワークが被嵌合ワークに進入した距離に応じて制御点の位置を変更して、嵌合方向に対して垂直な方向において嵌合ワークを被嵌合ワークに押付け、それにより、変更後の前記制御点に基づいて前記嵌合ワークの姿勢を修正する変更手段(13)とを具備する。
(もっと読む)
異種物品の溶接組立方法及びその装置
【課題】主に連続溶接で組立てる第1の物品と、主に点溶接で組立てる第2の物品とを混流生産可能とすると共に、溶接設備の稼働率低下を抑制する異種物品の溶接組立方法及びその装置を提供する。
【解決手段】ステーションS7から、スペースフレーム構造車体が搬出された場合、ステーションS10に搬入し、ステーションS12でスポット溶接された部位を隣接ステーションと兼用する溶接機m2,m3によってレーザ溶接している。ステーションS10の溶接を終えたアンダボデー2は、ステーションS12でサイドフレームアッシとルーフアッシとが組付けられてボデーシェル1とされた後、ステーションS17に搬入され、溶接機m5,m6によってレーザ溶接される。
(もっと読む)
組立体の組立作業方法及びその装置
【課題】複数の組立体毎の組立作業を行った後にこれらの組立体同士を接合する組立作業を行う場合であっても、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる組立体の組立作業方法及びその装置を提供する。
【解決手段】第1組立体Aを構成する複数の部品を、部品保持手段2の第1保持フレーム9に保持させると共に、第1組立体Aに組み付けられる第2組立体Bを構成する複数の部品を、部品保持手段2の第2保持フレーム10に保持させる。第1保持フレーム9の第1組立体Aと第2保持フレーム10の第2組立体Bとを組立作業手段により組立てる。第2保持フレーム10を第1保持フレーム9に向かって揺動させ、第2保持フレーム10の第2組立体Bを第1保持フレーム9に受け渡す。その後、組立作業手段により、第1保持フレーム9の第1組立体Aと第2組立体Bとを互いに組立て結合する。
(もっと読む)
搬送装置および機器の製造方法
【課題】搬送される被搬送物に搬送装置が把持や吸着するための専用の領域を新たに設けることなく、被搬送物を搬送することができる搬送装置を提供する。
【解決手段】 基板搬送装置100は、穴部201が形成された基板200を搬送可能な搬送装置であって、基板200に向けて進退可能に設けられると共に、基板200の表面に位置する穴部201の第1開口部から穴部201内に挿入可能な第1状態と、穴部201内に挿入された状態で、第1開口部と反対側に位置する第2開口部の開口縁部と係合可能な第2状態とに切替可能とされた係止機器140を備える。
(もっと読む)
圧入装置
【課題】 バルブガイドとバルブシートをワークをそのままにして連続して圧入できる圧入装置を提供する。
【解決手段】 圧入抵抗は2つの穴H1で同一ではなく若干の差が存在する。その結果圧入抵抗の大きな穴H1についてはプッシャー21が上方に揺動しバルブガイドW1の圧入量がもう1つの穴H1に比べて少なくなる。そして、もう1つの穴H1に対するバルブガイドW1の圧入量が多くなるとこの穴H1の圧入抵抗が大きくなるので、プッシャー21が逆方向に揺動し今まで圧入量が少なかった方の穴H1にバルブガイドW1が圧入される。これを何回か繰り返すことで、2つの穴H1のそれぞれにバルブガイドW1が完全に圧入される。
(もっと読む)
ロボットハンドシステム
【課題】ロボットの手先に取り付けられるOリング装着ハンドを含むロボットハンドシステムを得る。
【解決手段】ロボットハンドシステムは、環状の先端部を持つ外筒と、外筒内でばね偏倚されて、先端部にOリングを保持し得て、外筒の先端部に対して軸方向に摺動可能な円筒部を持ち、この円筒部が外筒の先端部から突出した突出位置と先端部内に後退した後退位置との間で摺動できる内筒とを備えている。Oリング供給ジグも共に使用できる。
【効果】駆動のための動力が不要である。
(もっと読む)
自動組立装置
【目的】縦積み式自動組立装置におけるチャックの把持力を小さくして装置を小型化する。
【構成】組立軸12を上下方向に配置して昇降自在に支持し、組立軸12の組立軸線C上へチャック15Aに支持された把持部品W1を移動して、落下させることにより、組立軸12の周囲へ縦積み式に把持部品を組み付ける。
チャック15Aは把持部40に肉厚内へ入り込む把持凹部43を形成し、この中に把持部品W1の外周部を嵌合し、下面を下部壁49で支持することにより、荷重の大部分を下部壁49で支持する。このため把持部品W1の外周部は把持凹部43の接点Pにて支持するが、僅かな把持力で足りる。
(もっと読む)
物品の加工装置
【課題】勝手の異なる2種類の車両用サンバイザーを能率よく組み立てることができる組立装置を提供する。
【解決手段】基台11に回動フレーム12を鉛直な回動軸線Lを中心として第1の位置と第2の位置との間を回動可能に設ける。回動フレーム12の第1の位置に位置したときに前側(図において左側)に位置する部分には、右勝手用のサンバイザーを組み立てるための第1組立部20を設ける。回動フレーム12の第2の位置に位置したときに前側に位置する部分には、左勝手用のサンバイザーを組み立てるための第2組立部20′を設ける。
(もっと読む)
棒状部品姿勢修正供給機構および棒状部品姿勢修正供給機構を備えた装置
【課題】棒状部品を送り込むこと自体で、姿勢を修正して、所定の被供給体の供給位置に、棒状部品をもたらすようにした、棒状部品姿勢修正供給機構を提供する。
【解決手段】被加工物Wとして棒状部品を被供給体3の供給位置Xへもたらすように橋渡しするものである。
内径が被加工物Wの後方部位W1と同等である、被加工物Wを圧送するための供給通路6を形成した供給管5を備える。この供給管5には、供給通路6から被加工物Wを受け入れると共に通過させることで、姿勢を修正して被供給体3の供給位置Xへ位置決め案内する姿勢修正案内手段7を備える。
(もっと読む)
ボルト締付け方法及び装置
【課題】ワークに複数のボルトを能率良く締付けられるようにする。
【解決手段】締付けヘッド1に、ナットランナ3の出力軸に交換自在に連結される少なくとも2個のソケット41,42と、ソケット交換機構6と、ボルト供給機構7とが搭載される。ソケット交換機構6は、各ソケット41,42をナットランナ3の出力軸の軸線に合致する使用位置と該軸線から離隔した待機位置とに移動させる移動機構61と、各ソケット41,42を待機位置への移動時に上向き姿勢にし、使用位置への移動時に締付け姿勢にする姿勢変更機構64とで構成される。ボルト供給機構7は、ボルトマガジン81,82とボルト把持手段91,92とで構成される。ボルトマガジン81,82に保持される複数のボルトBの1つをボルト把持手段91,92で把持し、一方のソケットによるボルト締付け工程中に、待機位置に存する他方のソケットにボルト把持手段によりボルトBを供給する。
(もっと読む)
21 - 40 / 121
[ Back to top ]