
Fターム[3C030BC19]の内容
Fターム[3C030BC19]に分類される特許
81 - 100 / 213
圧入装置
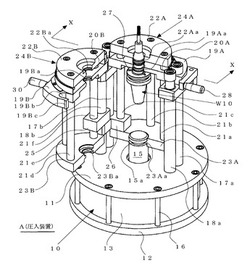
【課題】圧入及び抜き出しを確実にするため、構造をより簡便にして操作性とメンテナンス性を容易にし且つ、低コスト化した装置を提供する。
【解決手段】駆動部10上に水平に固定してなる第一の半割り状フランジベース19Aと、駆動部の連結部15の軸心側に工具ホルダ係止部22Aaを有する第一の半割り状枠体24Aと、連結部の軸心側に工具ホルダ係止溝22Baを有すると共に、水平方向外側に回動自在な第二の半割り状フランジベース19Bと、第二の半割り状フランジベースを装着する支柱18bに回動自在に連結する連結部材25とを有し、連結部材を介して支柱を中心にして水平方向外側に回動自在とされ、工具ホルダ装着時に下側フランジ23A、23Bを連結部に連結させるように第一の半割り状枠体と対向して第一の半割り状枠体と同じ高さで設けられる第二の半割り状枠体24Bとを備えてなる。
(もっと読む)
かしめ加工装置

【課題】かしめパンチの交換が容易で、効率化、生産性の向上を図った、かしめパンチ着脱機構を備えたかしめ加工装置を提供する。
【解決手段】かしめ加工装置1は、かしめパンチ2と、かしめパンチ着脱機構3とを備える。かしめパンチ着脱機構3では、シリンダロッド4末端の取付部5にセンタ穴9を設ける一方、かしめパンチ2のフランジ部2fに、位置決め嵌合するための突部10を設ける。また、シリンダロッド4末端の取付部5には、抜け止め部材11を設ける。一方、かしめパンチ2のフランジ部2f側には、抜け止め部材11の大径頭部11aが挿通可能な大径部12aと、大径頭部11aが挿通不能な小径部12bとを有する長穴12を設ける。さらに、かしめパンチ2におけるフランジ部2f側には、磁石部材13を植設する。
(もっと読む)
ワーク圧入装置
【課題】環状ワークをシャフトに的確に圧入でき、その際の圧入荷重の経緯を的確に検知できるワーク圧入装置を提供する。
【解決手段】外周面に環状凹部301を形成されたシャフト状のワーク3の軸方向での所定の組付け位置e1まで環状ワーク5を圧入する圧入ユニット14を具備する。圧入ユニット14は、環状凹部301を第1駆動手段35に駆動される挟持部材で挟持するシャフト挟持手段39と、サーボプレス19からなり第1駆動手段35とは独立した第2駆動手段が圧入力伝達部材31を介して圧入力を環状ワーク5に加える圧入手段と、を有し、シャフト挟持手段39によりシャフト3の環状凹部301をずれなく挟持した上で、圧入手段が環状ワーク5を組付け位置e1に圧入する。
(もっと読む)
Oリング取付け装置およびOリング取付け方法
【課題】Oリング取付け溝よりも周径の長いOリングを自動取付けする。
【解決手段】
ワークに設けられた環状のOリング取付け溝に自転ローラでOリングを押し込みながら、取付け溝と自転ローラとを相対移動させ、自転ローラでOリングを押込んでいく押込み点を移動させることによって、Oリング取付け溝の径よりも径の大きいOリングを押し縮めながら取付け溝に取付ける作業を自動化する。押込み点において、自転ローラの外周の自転方向と、押込み点が取付け溝に沿って相対移動する方向とは互いに逆方向であり、かつ、押込み点が取付け溝に沿って移動する速度よりも、自転ローラの自転する自転速度の方が大きいので、Oリングを押し縮めながら取付けることができ、取付け溝よりも周径の長いOリングを均一に自動取付けできる。
(もっと読む)
ドライブシャフトの組付け装置
【課題】小型化および簡略化を図ることにより作業スペースを確保でき、かつ、圧入動作を簡易に制御することのできるドライブシャフトの組付け装置を低コストに提供する。
【解決手段】ドライブシャフトの組付け装置1は、ドライブシャフト3と軸方向に係合し、軸方向のスライド力をドライブシャフト3に出力する出力側部材4と、出力側部材4によるスライド力の出力方向と直交する軸まわりの回転力(トルク)が入力される入力側部材5と、入力側部材5とねじ嵌合を介して連結され、入力側部材5に入力されたトルクを出力側部材4に圧入方向のスライド力として伝達する動力伝達手段6とを備える。
(もっと読む)
圧入装置と圧入方法
【課題】 圧入時における圧入荷重の急激な増大を防止する。
【解決手段】 ワークに圧入部品を圧入する圧入装置は、ワークが載置される治具と、治具に対してワークを位置決めする位置決め機構と、治具に載置されたワークに圧入部品を圧入するポンチと、治具とポンチの少なくとも一方を超音波振動させる超音波振動子を備える。位置決め機構は、ワークの位置決め自由度を少なくとも二段階に調整可能であり、ポンチによって圧入部品が圧入される圧入期間の少なくとも一部で、治具に対するワークの位置決め自由度を大きくする。
(もっと読む)
燃料噴射弁及び2部品の結合方法
【課題】
部品単品の精度の影響がなく、結合工程で2部品の位置を高精度に結合する。
【解決手段】
結合する2部品15,17のうち、位置決めの必要なお互いの部分をマンドレル31で位置決めした状態で、硬い方の部材15に設けた角部15cで軟らかい方の部材17をせん断加工し、かつ、せん断しながら角部15cの側面と軟らかい部品17のせん断された面17cとを嵌合させ、続いて2部品の嵌合面を塑性結合や圧入、または溶接して結合する。
(もっと読む)
金属触媒担体の製造装置
【課題】 ハニカム体を外筒へ良好に圧入した状態で収容できると同時に、装置の耐久性を向上できる金属触媒担体の製造装置の提供。
【解決手段】 圧入ガイド19のテーパ面(第2案内孔19d)に、ハニカム体2の外周に内側へ窪んだ溝2aを形成可能な突部19eを設け、スライド片24の外周における突部19eと対応する位置に、該スライド片24と突部19eとの接触を回避可能な逃げ溝27を設けた。
(もっと読む)
Tナット打ち込み装置
【課題】ブースター装置等の複雑な構造の装置を備えることなく、簡単な構造でコンパクトなTナット打ち込み装置を提供する。
【解決手段】Tナットを整列供給部7から筒軸部を下にして供給し、所望する部材に打ち込む打ち込み部5を備え、整列供給部7から供給されたTナットの上方に上下に昇降するプッシュバー17と、下方にTナットが打ち込まれる部材を受け止めるとともにTナットの拡開部をカシメるカシメ部15をフレーム4に配設するとともに、プッシュバー17を昇降駆動する昇降駆動手段を、制御装置25により回転駆動されるサーボモータ26と、サーボモータ26の出力軸27の回転運動を昇降運動に変換してプッシュバー17に伝える回転運動変換機構28とで構成し、プッシュバー17の下降開始に連動してTナットが保持部16からリリースされて落下する速度よりプッシュバー17の下降速度を速くなるようにサーボモータ26の回転速度を制御する。
(もっと読む)
微細円筒部品の微小クリアランス組付け装置及び方法
【課題】円筒部品を穴に組付ける組付け装置及び方法を提供する。
【解決手段】円筒部品を、微小クリアランスで穴に組付ける組付け装置であって、該組付け装置は、前記円筒部品を保持しガイドするチェックと、押込み棒とを具備し、前記チェックの内部には、前記チャックの中心軸に沿って、前記円筒部品が挿入される入口部、ラフガイド穴、引き込み穴、中空部がこの順で配設されており、前記引き込み穴は、前記円筒部品をガイドして移動可能に保持する内径を有し、さらに前記ラフガイド穴は、前記引き込み穴より大きい内径を有し、前記引き込み穴と前記ラフガイド穴との間には傾斜部が設けられており、前記中空部には、前記チャックの中心軸に沿って移動する前記押込み棒が内在されていることを特徴とする。
(もっと読む)
取付工具及び取付方法
【課題】ブッシュの取り付けを効率的に行うことができるようにする。
【解決手段】トルクロッドにブッシュ110を取り付けるための取付工具10であって、前記ブッシュ110の外周部材111の外周面に面接触、複数の線接触又は複数の点接触した状態で、前記ブッシュ110の外周部材111を前記ブッシュ110の中心方向に向かって押圧する押圧部材11a、11bと、前記押圧部材によって押圧され、縮径した前記外周部材111の外周に嵌め込む保持部材16a、16bとを有することを特徴とする。
(もっと読む)
部品組付装置、およびバルブタイミング可変機構の製造方法
【課題】部品組付工程の自動化に際し、部品4や被組付体2の組立の高精度化、部品4の組付における部品4の移動の高精度化等を必要としない部品組付装置1を提供する。
【解決手段】部品組付装置1によれば、各々の保持具30に保持された部品4は、部品側円周と被組付体側円周とが略一致するように、かつ、部品保持部41が周方向にとなり合う2つの組付穴3の間に配されるように、各々の部品4を被組付体2の一面に当接させ、その後に本体ロボット25を回転させる。これにより、各々の部品4は、被組付体側円周上を回転摺動し、組付穴3と部品保持部41とが一致した部品4から、順次、仮挿入される。また、仮挿入が済んだ保持具30は、スプリング33を周方向に圧縮させることで、保持具支持体31に対して相対移動する。以上により、部品組付工程の自動化が可能になる。
(もっと読む)
圧入装置
【課題】 バルブガイドとバルブシートをワークをそのままにして連続して圧入できる圧入装置を提供する。
【解決手段】 圧入抵抗は2つの穴H1で同一ではなく若干の差が存在する。その結果圧入抵抗の大きな穴H1についてはプッシャー21が上方に揺動しバルブガイドW1の圧入量がもう1つの穴H1に比べて少なくなる。そして、もう1つの穴H1に対するバルブガイドW1の圧入量が多くなるとこの穴H1の圧入抵抗が大きくなるので、プッシャー21が逆方向に揺動し今まで圧入量が少なかった方の穴H1にバルブガイドW1が圧入される。これを何回か繰り返すことで、2つの穴H1のそれぞれにバルブガイドW1が完全に圧入される。
(もっと読む)
締まり嵌めによってシャフトの一部分の周りにブッシュを取り付けるための方法
圧力嵌めによってシャフトの部分(2)の周りにブッシュを取り付けるための方法であって、この方法は、以下のステップ:少なくとも部分的に円錐形である外側表面(8)を有する案内部材(7,23)を設けることと、シャフト(1)の前記の部分(2)の拡張部に案内部材(7,23)を設けることと、シャフト(1)の部分(2)上で案内部材(7,23)上を通ってブッシュ(5)を押すこととを含む。 (もっと読む)
圧入装置および圧入方法
【課題】 バルブガイドとバルブシートをワークをそのままにして連続して圧入できる圧入装置を提供する。
【解決手段】 可動パンチ10を下降せしめて装着軸11にセットされているバルブガイド12をシリンダヘッドWのバルブガイド装着孔に圧入する。次いで、
可動パンチ10によるバルブガイド12の圧入が完了したら、シリンダユニット8を駆動し、脚部7下面とベース1との間からストッパ9を引き抜く。そして更に可動パンチ10を降下せしめる。すると、ストッパ9が抜けた分だけ、シリンダヘッド載置台4が降下し、固定パンチ6の上端にセットされているバルブシート14がシリンダヘッドWのバルブシート装着部に圧入される。
(もっと読む)
ばね保持スリーブ
本発明は、所定のプレス嵌め直径(34;64)と所定のプレス嵌め長さ(35;65)とを有する円筒プレス嵌め結合面(31;64)を備えたばね保持スリーブを有している。安定的なプレス嵌め結合の廉価な製造を可能にするために、円筒プレス嵌め結合面(31;61)の少なくとも1つの端部に、プレス嵌め長さ(35;65)に対するプレス嵌め直径(34;64)の割合が35%よりも大きい長いプレス嵌め結合のために最適化された導入斜面(32,33;62,63)が設けられている。  (もっと読む)
(もっと読む)
圧入装置及びそれを用いた圧入方法
【課題】圧入作業の作業効率を低減することなく、複数種類の圧入部品を精度よく圧入する圧入装置及びそれを用いた圧入方法を提供する。
【解決手段】超音波振動を利用して被圧入部品3に圧入部品2を圧入する圧入装置1であって、被圧入部品3に対して移動可能な本体部10と、本体部10に設けられ、超音波振動を発生させる超音波発生部11と、超音波発生部11により発生された超音波振動を圧入部品2にまで伝達させ、本体部10が移動されることで被圧入部品3に圧入部品2を圧入する圧入ヘッド12とを具備してなり、圧入ヘッド12の先端部12bには、端部方向に向かうにしたがって周縁部が圧入ヘッド12の軸中心S方向に傾斜された第一当接面15及び第二当接面16が形成され、少なくともいずれか一の当接面15・16が圧入部品2に穿設された貫通孔20の周縁部20aに当接されるように構成されている。
(もっと読む)
物品の加工装置
【課題】勝手の異なる2種類の車両用サンバイザーを能率よく組み立てることができる組立装置を提供する。
【解決手段】基台11に回動フレーム12を鉛直な回動軸線Lを中心として第1の位置と第2の位置との間を回動可能に設ける。回動フレーム12の第1の位置に位置したときに前側(図において左側)に位置する部分には、右勝手用のサンバイザーを組み立てるための第1組立部20を設ける。回動フレーム12の第2の位置に位置したときに前側に位置する部分には、左勝手用のサンバイザーを組み立てるための第2組立部20′を設ける。
(もっと読む)
被挿入物の把持・挿入装置および被挿入物の把持・挿入方法
【課題】 被挿入物を挿入孔に軸心を揃えて挿入するに際して、種々の大きさの被挿入物に対応することができ、簡単な構造により、短時間に、作業能率よく挿入することができる被挿入物の把持・挿入装置を提供する。
【解決手段】 被挿入物を把持して挿入孔に軸心を揃えて挿入するために使用される被挿入物の把持・挿入装置60が、3本以上の把持指65を有し、これらの把持指65は、円周方向に間隔を置いて配置されて、放射方向に進退可能にされ、把持指65の内側面は、被挿入物を把持する把持面とされ、把持指65の外側面は、少なくともその先端部に先端に行くに従い内方に向かうテーパが付されて、挿入孔の入口に接触可能にされ、被挿入物把持・挿入装置60の位置を挿入孔の位置にならわせて修正するならい機構を備えている。
(もっと読む)
シリンダヘッド用圧入装置
【課題】ワークの圧入精度を確保しつつも、設備費用を抑えて、複数種のシリンダヘッドに対して吸気側圧入物および排気側圧入物の圧入を可能とするシリンダヘッド用圧入装置を提供する。
【解決手段】シリンダヘッド用圧入装置1は、圧入力発生部と、圧入力発生部からの圧入力により保持したバルブシートをシリンダヘッドWaに圧入する複数のパンチを設けたパンチユニット4と、シリンダヘッドを保持し、保持したシリンダヘッドをその長手方向軸まわりに傾動可能なワーク保持部5とを備える。複数のパンチは、シリンダヘッドの種類に応じた数の吸気側パンチ31a,31bと排気側パンチ32a,32bとからなり、ワーク保持部の傾動中心Otは、吸気バルブの軸線Xiと排気バルブの軸線Xeとの交点からもずらして固定されており、シリンダヘッドの種類に応じてワーク保持部を傾動させることで、圧入位置をシリンダヘッドの種類に応じて異なるようにした。
(もっと読む)
81 - 100 / 213
[ Back to top ]