
Fターム[3C030BC19]の内容
Fターム[3C030BC19]に分類される特許
41 - 60 / 213
バルブステムに対するリテーナ・コッターの取付け装置及び取付け方法
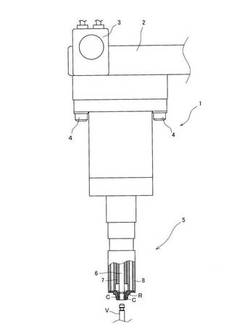
【課題】 バルブステムにリテーナやコッターを組付けるにあたり、熟練度を要さず、誰でも確実に組付けできるようにする。
【解決手段】 振動発生器3が取り付けられる基板2に把持機構5を取り付けて昇降自在にし、この把持機構5を、バルブステムVの軸線に合致してバルブステムV上端面に当接自在なガイドバー6と、このガイドバー6に沿って昇降自在なコッター押圧部材7と、吸着孔8hを備えたリテーナ保持部材8から構成し、予めリテーナRとコッターCが仮組みされるリテーナ・コッターをリテーナ保持部材8で保持し、バルブステムVの上方から把持機構5を降下させつつリテーナ・コッターに振動を与えながら組付ける。
(もっと読む)
部品組立方法および部品組立装置

【課題】部品組立方法および部品組立装置において、挿入部材が被挿入部材の凹部に引っかかりやすい場合にも、効率よく被挿入部材に挿入部材を挿入することができるようにする。
【解決手段】被挿入部材に設けられた凹部に挿入部材を挿入して部品を組み立てる部品組立方法であって、凹部の開口を上方に向けて被挿入部材の位置を固定する被挿入部材固定工程(ステップS1)と、挿入部材を凹部上に配置する挿入部材配置工程(ステップS2)と、ステップS2で配置された挿入部材の、凹部に対する偏心方向を検出する偏心方向検出工程(ステップS3)と、挿入部材の水平面に対する傾斜が、偏心方向に沿ってより増大するように被挿入部材を傾ける被挿入部材傾斜工程(ステップS4)と、ステップS4を行った後に挿入部材に衝撃を加える衝撃印加工程(ステップS5)と、を備える方法とする。
(もっと読む)
自動組付け装置、自動組付け方法、およびプログラム
【課題】ワークが位置および/または寸法のばらつきを有する場合でも、ワークへの部品の組付けを高信頼かつ高速で行なえる自動組付け装置を提供する。
【解決手段】自動組付け装置1は、部品およびワークの少なくとも一方を、部品とワークとが接触した状態で移動させる移動部260と、ワークに対する部品の接触圧を検出する接触圧検出部240と、接触圧に基づいて部品の組付けの進捗度を評価する評価部210と、評価の結果に基づき、移動部260による移動の量を設定する設定部220とを備える。
(もっと読む)
部品組立方法および部品組立装置
【課題】部品組立方法および部品組立装置において、挿入部材が被挿入部材の凹部に引っかかりやすい場合にも、効率よく被挿入部材に挿入部材を挿入することができるようにする。
【解決手段】被挿入部材に設けられた凹部に挿入部材を挿入して、被挿入部材および挿入部材を含む部品を組み立てる部品組立方法であって、凹部の開口を上方に向けて被挿入部材の位置を被挿入部材保持部に固定して(ステップS1)、被挿入部材保持部に衝撃を加えることにより、被挿入部材を介して挿入部材に衝撃を加える(ステップS3)方法とする。
(もっと読む)
リテーナコッタ組合せ装置
【課題】コッタとリテーナとが組み合わされたか否かの確認作業が不要であり、サイズ及び製造コストを抑えたリテーナコッタ組合せ装置を提供する。
【解決手段】貫通孔2aを有するリテーナ2と、貫通孔2aに合った形状を成す一対のコッタ3・3と、を組み合わせるリテーナコッタ組合せ装置1であって、リテーナ2及びコッタ3・3を載置する固定盤10と、保持部21が形成され、リテーナ2を搬送する回転盤20と、所定の位置における保持部21にリテーナ2を大径側の表面を下にした状態で供給するリテーナフィーダ30と、リテーナ2の供給位置における保持部21の下方にコッタ3・3を大径側の表面を下にした状態で供給するコッタフィーダ40と、コッタ3・3を持ち上げて貫通孔2aに下方から挿入させるコッタリフタ50と、リテーナ2の供給位置よりも下流側の位置における保持部21にて、組合せ体を上下反転させる反転装置60と、を具備する。
(もっと読む)
圧入方法
【課題】圧入部材と被圧入部材との密着度を均一にする圧入方法を提供する。
【解決手段】圧入部材を被圧入部材に圧入して形成されるワークにおける圧入方法であって、ワークに掛かる荷重を繰り返し測定し(S103)、所定の圧入間隔または所定の時間間隔における荷重の増加量を算出し(S104)、荷重の増加量が所定値よりも大きくなった後(S105)に、ワークに所定荷重を加える(S106)。
(もっと読む)
軸部材の位置決め装置および軸部材への圧入物の圧入機
【課題】位置決め装置において、周方向での軸部材の位置決め作業の効率向上を図る。
【解決手段】位置決め装置2において、カム軸が載置される仮受け部材12は、移載用駆動部材により駆動されて下降移動を行う可動台16に設けられる。仮受け部材12は、可動台16と共に下降移動することで本受け部材25にカム軸を移載し、かつ、駆動部材19により駆動されて、可動台16と共に軸方向移動を行うことにより本受け部材25に載置されている状態のカム軸を軸方向位置決め部材30に当接させる。カム軸の周方向位置を設定するために、可動周方向位置決め部材42は、駆動部材43により駆動されて、カム軸が有する位置決め用ピンに当接すると共に該ピンを固定周方向位置決め部材41との協働により周方向で挟持するまで、本受け部材25に載置されていると共に軸方向位置決め部材30に当接している状態のカム軸に、前記ピンを通じて周方向移動を行わせる。
(もっと読む)
ブッシュ圧入検査装置、その検査方法、その検査プログラムならびにブッシュ圧入装置
【課題】ブッシュの圧入する圧入開始時点から圧入終了時点のいずれの状態においても良否が検査できるブッシュ圧入検査装置を提供すること。
【解決手段】ブッシュ圧入制御装置1は、構造物の一部に円筒形に形成されたブッシュ圧入部Wa,Wbを有するワークWに、圧入機構25によりブッシュBを先端に支持して所定のストロークで所定の荷重をかけて、前記ブッシュ圧入部に圧入するブッシュ圧入装置20に使用されるブッシュ圧入検査装置において、設定手段2と、記憶手段3と、入力手段4と、判定手段5と、出力手段7とを備える構成とした。
(もっと読む)
移載ハンドおよび移載方法
【課題】ワークのクリップ等への嵌め込みや挿入において、位置決め誤差、ワーク誤差を吸収し、クリップ力に負けず確実に嵌め込むことができる移載ハンドを提供する。
【解決手段】ワークをターゲットに嵌め込む移載ハンド100において、前記ワークを保持する保持部1と前記保持部を移動可能な状態で支持するガイド部3と前記保持部を移動可能方向に加圧する加圧バネ3bと前記ガイド部を回転可能な状態で支持する回転支持部4を備えていることを特徴とする。
(もっと読む)
電動パワーステアリング装置の製造方法
【課題】不良率を低くできる電動パワーステアリング装置の製造方法を提供する。
【解決手段】本製造方法は、入力軸および出力軸18を同軸上に連結したトーションバーを備え、入力軸の一端が、円筒状に巻かれた巻きブッシュ35を介して出力軸18の連結孔181に支持されている電動パワーステアリング装置に適用される。本製造方法は、圧入治具40を用いて巻きブッシュ35を出力軸18の連結孔181に圧入する工程と、圧入治具40を取り外した後、入力軸の一端を巻きブッシュ35内に挿入する工程と、を含む。圧入治具40は、巻きブッシュ35内に挿入される挿入軸41および巻きブッシュ35の軸方向端部353を押圧する押圧部42を含む。圧入する工程では、出力軸18の連結孔181に圧入された巻きブッシュ35の周方向端部354が内側へ入り込むことが、挿入軸41によって抑制されるようにしてある。
(もっと読む)
ブッシュ圧入方法及びブッシュ圧入装置
【課題】被圧入部材にブッシュが圧入されるときに、被圧入部材に対するブッシュの傾きを抑制すること。
【解決手段】緩衝器10のアイ2a,3aの孔2b,3bに弾性変形可能なブッシュ1を圧入するブッシュ圧入方法であって、ブッシュ1に圧力を付加し、ブッシュ1を径方向に弾性変形させる予備圧縮工程と、予備圧縮工程での弾性変形から復元したブッシュ1を再び径方向に弾性変形させながらアイ2a,3aの孔2b,3bに圧入する圧入工程と、を備える。
(もっと読む)
圧縮ばねハンドリング装置
【課題】
サイズが異なる複数の圧縮ばねを取り扱う事が可能な圧縮ばねハンドリング装置を提供すること。
【解決手段】
本発明に係る圧縮ばねハンドリング装置は、圧縮ばねを圧縮方向に挟持する開閉自在な対となった挟持爪を有する挟持爪ユニットと、前記挟持爪それぞれに対応して設けられ、前記挟持爪と一緒に移動すると共に圧縮ばねを挟持した状態において挟持爪と当接している圧縮ばねの端部を押し、挟持された圧縮ばねを前記挟持爪ユニットから押し出すプッシャーと、各前記プッシャーを押出方向に同期駆動する押出駆動部と、から構成されている。
(もっと読む)
斜板式流体機械の組み立て方法および組み立て装置
【課題】ピストン端面のセンタ穴の有無を問わず、斜板式流体機械のシャフトアセンブリの自動組み立てを可能にする。
【解決手段】アセンブリ組み立て装置A1で、斜板3bの外周部に、シュー4を介して複数のピストン2を取り付けたシャフトアセンブリを組み立てる。組み立て装置A1は、斜板3bを有するシャフトを縦軸姿勢で支持するシャフト支持部41と、ガイド部材20と、シュー組み込み機構30と、複数のピストン2を搬送する台車10と、斜板3bの外周部に案内された複数のピストン2を、斜板の円周方向等配位置に保持するピストン保持部41とを有する。ガイド部材20は、第一ガイド面および第二ガイド面23を備え、ピストン2の首部に組み込まれた一対のシュー4のうち、一方を第一ガイド面、他方を第二ガイド面23に摺接させながら、ピストン2を斜板3bの外周部に案内し、一対のシュー4を斜板3bの両端面に整合させる。
(もっと読む)
組付け部品の検査方法および検査装置
【課題】部分形状や材質が異なる類似の組付け部品を単品でも組付け後でも容易にかつ確実に判別でき、しかも、組付けコストを低減できる組付け部品の検査方法および検査装置を提供する。
【解決手段】複数種のバルブシート12のそれぞれに、シリンダヘッド本体11に組み付けられたときに外部に露出する露出面12aを設けるとともに、その露出面12aからの離間距離dが複数種の種類ごとに異なる種類判別用の種別壁面12fを、そのバルブシート12がシリンダヘッド本体11に組み付けられたときにシリンダヘッド本体11中に没入する範囲内に形成しておき、露出面12aからの種別壁面12fの離間距離dを超音波計測して予め指定された種類のバルブシート12であるか否かを判別する。
(もっと読む)
ロボット工具
【課題】 特に自動車の工業生産において、プラグの取り付けをさらに簡潔にする、または自動化するロボット工具を提供する。
【解決手段】 本発明は、ロボット取り付け領域(2)を有する、工業生産においてプラグ(18)を取り付けるためのロボット工具に関し、ロボット取り付け領域でロボット工具(1)を産業用ロボットに取り付けることができる。工業生産において、特に、自動車の工業生産時に、プラグの取り付けをさらに簡潔にする、または自動化するために、ロボット工具(1)は、前後に移動でき、プラグ(18)を取り上げ、進めることができる押し棒(42)を有する。
(もっと読む)
等速ジョイント用ローラ装着装置
【課題】スパイダのトラニオンに対し、ローラを自動的に装着し得る装置を構成する。
【解決手段】等速ジョイント用ローラ装着装置50は、円環形状体からなる基盤62と、該基盤62の略中心に配置された台座64と、この台座64を三方向から囲繞する3個のローラ保持具66a〜66cと、軸部としての位置合わせ用軸68を有する3個の位置合わせ具70a〜70cとを具備する装着用治具52を有する。ローラ保持具66a〜66c及び位置合わせ具70a〜70cは、台座64(スパイダ16)に対して接近・離間可能である。さらに、位置合わせ具70a〜70cの各々には位置合わせ用軸68が設けられている。この位置合わせ用軸68は、トラニオン28a〜28cの軸線方向に沿って延在し、位置合わせ具70a〜70cが前進動作した際には、ローラ保持具66a〜66cのポケット部96に収容されたローラ30a、30bに通される。
(もっと読む)
圧入装置
【課題】 外形にバラツキがあるような圧入部材を扱う場合にも、より高精度に圧入できる圧入装置を提供する。
【解決手段】 圧入部材を保持する圧入部材保持機構10を有する圧入装置において、圧入部材保持機構10は、圧入部材を保持する保持部材20と、圧入部材の被加圧面に当接して圧入部材を加圧する加圧部材30を備え、保持部材20と加圧部材30は、コンプライアンス機構40を介して結合されていることを特徴とする。
(もっと読む)
搬送パレット及び圧入装置
【課題】圧入対象部品を反転させることがなく、前記圧入対象部品に対して互いに反対方向から圧入部品を圧入することができ、組み立て作業全体を効率的且つ自動的に行うことを可能にする。
【解決手段】搬送パレット10は、貫通孔44が形成されるパレット部材30と、前記貫通孔44を閉塞して前記パレット部材30に移動可能に配置されるとともに、レゾルバ22が保持される圧入パンチプレート46と、前記圧入パンチプレート46に、前記パレット部材30とは反対側に配置され、圧入ステーションに配置されるヨークアセンブリに対向してロータを保持するワーク受け部材54とを備え、前記ロータには、前記レゾルバ22と前記ヨークアセンブリとが互いに反対方向から圧入される。
(もっと読む)
Oリング嵌入装置
【課題】リング収容溝の形状によらず、簡単に且つ確実にOリングを嵌入することが可能なOリング嵌入装置の提供。
【解決手段】制御ユニットは、外側ガイド面35を待避位置からガイド位置へ移動させるガイドスリット形成処理と、圧入ガイド38を待避位置から圧入位置へ移動させる嵌入処理とを連続的に実行する。ガイドスリット形成処理では、初期状態で内側ガイド面29の外側に巻回されたOリング3が、外側ガイド面25と内側ガイド面29との間のガイドスリット36内に収容される。嵌入処理では、ガイドスリット36内に収容されたOリング3が、上昇する圧入ガイド38によって押圧され、作業位置に保持された被組付部品1のリング収容溝に嵌入される。
(もっと読む)
部品嵌合装置および方法
【課題】複雑な動作を経ずに、部品同士を正確かつ確実に嵌合させることができる部品嵌合装置を提供する。
【解決手段】第1のRCC機構である上下可動部材30とガイド部材31とワイヤ部材32を用いて、テーブル41上の被嵌合部品42に沿うようにガイド部材31を位置決めし、このガイド部材31上に設けた第2のRCC機構であるスライドブッシュ部材34とばね35とブロック部材36を用いて、被嵌合部品42の中心軸線45と嵌合軸部品40の中心軸線44とのずれ分を補い、嵌合軸部品40と被嵌合部品42との嵌合を実施する。
(もっと読む)
41 - 60 / 213
[ Back to top ]