
Fターム[3C030BC19]の内容
Fターム[3C030BC19]に分類される特許
21 - 40 / 213
シャフトとカムロブの組付方法及びその装置
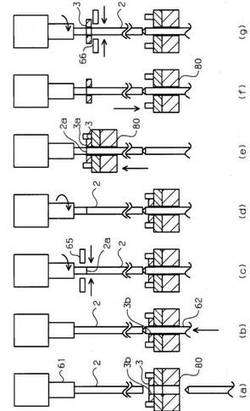
【課題】小スペースでシャフトとカムロブが組付けできる組付方法及びその装置を提供する。
【解決手段】複数のカムロブを載せたパレット80を移動して第一のカムロブ3を準備する工程と、シャフト2の軸芯出しを行いながら両端を保持する工程と、シャフト2の外周に第一の隆起部2aを成形する工程と、パレット80を軸線方向に移動し、パレット80内から第一のカムロブ3を第一の隆起部2aに組付ける工程と、シャフト2の保持を解除しパレット80をシャフト2から取り外し、パレット80を移動して前記複数のカムロブから第二のカムロブを準備する工程と、シャフト2の軸芯出しを行いながら再度両端を保持する工程と、シャフト2の外周に第二の隆起部を成形する工程と、シャフト2の軸線方向の移動を規制した状態で、パレット80を軸線方向に移動し、パレット80内の前記第二のカムロブを前記第二の隆起部に組付ける工程と、を有する。
(もっと読む)
トルクリミッタの組み付け冶具

【課題】組み付け作業の作業工程数を低減させることができるトルクリミッタの組み付け冶具を提供する。
【解決手段】組み付け冶具100は、係合プレート4、摩擦体5、及び皿バネ9がトルクリミッタ1のドラム2内に配置された状態で、摩擦体5に向けて回転軸の軸線方向に相対移動することで、摩擦体5の内周に設けられた内歯スプライン11a,11bの位相を合わせる位相合わせ部110と、係合プレート4に向けて軸線方向に相対移動することで、ドラム2内に配置された係合プレート4、摩擦体5、及び皿バネ9に対し、皿バネ9の押圧力に抗する押し付け荷重を軸線方向に付加する押し付け部120と、スナップリング10と当接しながらドラム2に向けて軸線方向に相対移動することで、スナップリング10をドラム2内に取り付ける取り付け部130とを回転軸の径方向内側から順に備える。
(もっと読む)
レンズ押圧装置及びレンズ嵌合方法
【課題】押圧ヘッドを上方へ移動させる際にレンズの連れ上がりを防止する。
【解決手段】レンズ押圧装置10には、押圧ヘッド26の上端中央部から下端中央部まで貫通する通気孔26aが設けられるとともに、この通気孔26aからレンズ14の上面へ向けて送気する送風機28を備えている。送風機28は、送気チューブ30を備え、この送気チューブ30の先端部30aが通気孔26aの上端部に接続されている。そして、送風機28は、制御部20による制御のもと、押圧ヘッド26をレンズ14から離間させる際に、送気チューブ30及び通気孔26aを介してレンズ14の上面に送気し、レンズ14の連れ上がりを防止する。
(もっと読む)
斜板式流体機械の組み立て方法および組み立て装置
【課題】ピストン端面のセンタ穴の有無を問わず、斜板式流体機械のシャフトアセンブリの自動組み立てを可能にする。
【解決手段】アセンブリ組み立て装置A1で、斜板3bの外周部に、シュー4を介して複数のピストン2を取り付けたシャフトアセンブリSを組み立てる。この組み立て装置A1は、斜板3bを有するシャフト3を縦軸姿勢で支持するシャフト支持部41と、ガイド部材20と、シュー組み込み機構30と、複数のピストン2を縦軸姿勢で搬送する台車10と、斜板3bの外周部に案内された複数のピストン2を、縦軸姿勢で斜板の円周方向等配位置に保持するピストン保持部41とを有する。
(もっと読む)
圧入部品の製造方法
【課題】薄肉円筒部材からなり、被圧入部品に圧入される圧入部品の製造方法であって、圧入後の圧入部品に関する内周面の真円度を、該内周面の全ての領域に渡って効率的、且つ経済的に保証することが可能な圧入部品の製造方法を提供することを課題とする。
【解決手段】断面視円形状の孔部からなる内周部を有する被圧入部品2に圧入される、圧入部品1の製造方法であって、圧入部品1は、薄肉円筒部材から形成され、被圧入部品2の内周部における真円度の公差を規定する規格値T2と、圧入部品1の肉厚寸法差(ΔD)の公差を規定する規格値T3と、を予め設定し、規格値T2に基づいて、被圧入部品2の内周部の内周面2aを加工するとともに、規格値T3に基づいて、圧入部品1の内周面1aおよび外周面1bを加工した後、圧入部品1を、被圧入部品2の内周部の形状に即して変形させつつ、被圧入部品2の内周部に圧入する。
(もっと読む)
ボール供給装置
【課題】簡素な設備としつつも、作業者の負担および手間を軽減して、簡便にボールを作業機に供給することのできるボール供給装置を提供する。
【解決手段】ボール供給装置1は、ボール2を貯溜するボール貯溜部5と、ボール貯溜部5の下部に設けた供給口6から、ボール2に作用する重力を利用して当該ボール2を作業機4に供給するボール供給部7と、ボール貯溜部5にボール2を補充するボール補充部8とを備える。ボール補充部8は、その内部空間12にボール2を投入可能なボール投入口13を有するもので、ボール貯溜部5の上部を閉塞可能な閉塞可能位置14と、閉塞可能位置14よりも低い投入可能位置15との間を移動可能に構成されている。また、ボール補充部8の底部には、ボール補充部8を閉塞可能位置14に配した状態で、ボール補充部8の内部空間12とボール貯溜部5との間を連通状態と非連通状態とに切替え可能な連通口18が形成されている。
(もっと読む)
ローラ寄せ板バネ装着装置およびローラ寄せ板バネ装着方法
【課題】 ローラ寄せ板バネに不具合となる変形を生じさせることなくクラッチ本体へ装着することを可能とする。
【解決手段】 ローラ寄せ板バネ装着装置10は、クラッチ40のクラッチ本体41へ装着するローラ43およびローラ寄せ板バネ45をプリセットするためのプリセット用穴12を有するプリセット用ホルダ11と、前記プリセット用穴12にプリセットされたローラ43およびローラ寄せ板バネ45を同時にクラッチ本体41の凹部42へ押し出すプッシャ30と、を備えたことを特徴とする。
(もっと読む)
圧入装置
【課題】バリやカジリ等の発生を避けて、スムーズかつ高精度に圧入を実施することのできる圧入装置を提供する。
【解決手段】ベアリングアセンブリ5をクランクシャフト2の圧入部位に向けて押込む押込み機構10と、押込み機構10に押込み力を付与する駆動機構11とを具備する。押込み機構10は、ベアリングアセンブリ5と当接可能な第1の押込み治具12と、第1の押込み治具12と当接して、駆動機構11から受けた押込み力を第1の押込み治具12に伝達する第2の押込み治具13とを有する。第1の押込み治具12は、第2の押込み治具13に対して傾いた状態でベアリングアセンブリ5と当接可能に構成されると共に、第1の押込み治具12と第2の押込み治具13には、互いに当接可能な部分球面19,20がそれぞれ設けられている。また、第2の押込み治具13は、駆動機構11に対して押込み力と交差する向きにスライドできる。
(もっと読む)
軸心位置補正装置及びローラ組付装置
【課題】製品(トリポード部材)にセンター穴を必要とせず、かつセンター出し冶具が不要となる軸心位置補正装置、軸心位置補正方法、トリポード部材、及びトリポード型等速自在継手を提案する。
【解決手段】ボス2と、ボス2の円周方向三等分位置から半径方向に突出した脚軸3とを有するトリポード部材1の軸心位置補正するものである。ボス2の軸線が鉛直線上に配置されるトリポード部材1に対してその脚軸3の胴部3aの高さ位置を検出する。その高さ位置のピーク値と製品寸法データとに基づいて、脚軸3の軸心位置決めを行う。
(もっと読む)
クリンチングファスナー用かしめ機
【課題】クリンチングファスナーの自動供給装置がなくても安全に且つ効率的にかしめ作業を行うことができるようにし、クリンチングファスナーの自動供給装置を備えたかしめ機と比較して、かしめ機の全体構造の簡単化,小型化,製品価格の低廉化を図る。
【解決手段】差込パンチ部11を加圧パンチ部10から分離でき、加圧パンチ部10から離れた場所において、被取付物6の取付穴54に挿入したクリンチングファスナー7の軸部42を差込パンチ部11で保持することができ、被取付物6の移動時にクリンチングファスナー7が被取付物6から脱落することがない。その結果、差込パンチ部11,被取付物6及びクリンチングファスナー7を一体として加圧パンチ部10とダイス2との間に移
動させることができるため、クリンチングファスナー7を作業者の手で加圧パンチ部10とダイス2に配置する必要がなくなる。
(もっと読む)
圧入装置
【課題】パンチテーブルのスライド方向に直交する方向の幅寸法を縮小することができる圧入装置を提供すること。
【解決手段】圧入装置1は、圧入ワーク8を支持する回転テーブル4と、圧入部品82を押し出すパンチ2と、パンチ2を配設して、回転テーブル4の回転平面方向に対して平行な方向へスライドさせるパンチテーブル25と、を備えている。圧入装置1は、圧入ワーク8に形成された圧入穴81の回転位置を、回転テーブル4を回転させて変更する一方、圧入部品82のスライド位置を、パンチテーブル25をスライドさせて変更して、回転位置とスライド位置とを一致させ、パンチ2によって圧入部品82を圧入穴81へ圧入するよう構成してある。
(もっと読む)
圧入装置
【課題】圧入時に工作機械に大きな負荷がかかることを確実に防止できる圧入装置を提供する。
【解決手段】主軸11の回動に伴って一体的に回動するシャンク30と、シャンク30を回動可能に支持する支持部材40と、シャンク30の回動に伴って一体的に回動する推進部材50と、推進部材50が回動した際に、推進部材50をシャンク30に対して前後方向に相対的に移動可能に支持するとともに、皿ばね75・75を介して支持部材40に支持されるアーム70と、推進部材50の移動に伴って一体的に移動するとともに、圧入部品W1を支持する圧入ヘッド60と、を具備する圧入工具20を主軸11に装着し、アーム70が後方向に移動不能となるようにアーム70の係合部70dを治具100の切欠部100aに係合させた状態で、圧入装置1を後方向に移動させて、支持部材40をアーム70から離間させた状態で、圧入部品W1をワークWに対して圧入する。
(もっと読む)
圧入装置
【課題】圧入穴と圧入部品とにかじりが生じないようにして、圧入穴に対して圧入部品を垂直に圧入することができる圧入装置を提供すること。
【解決手段】圧入装置1は、圧入部品82を押し出すパンチ2と、圧入ワーク8を支持する回転テーブル4と、パンチ2の直下位置においてパンチ2による加圧力を受けるバックアップ5と、を備えている。圧入装置1は、圧入ワーク8とバックアップ5との間に隙間を形成しておき、圧入部品82を圧入ワーク8に形成した圧入穴81に圧入する際には、パンチ2によって圧入部品82を介して圧入ワーク8及び回転テーブル4をバックアップ5に対して下降させ、圧入ワーク8における圧入穴81の形成位置の下方をバックアップ5に接触させるときに、回転テーブル4に対する圧入ワーク8の支持状態が変化して、圧入部品82の圧入方向に対して圧入穴81の軸方向を一致させることができるよう構成してある。
(もっと読む)
燃料噴射弁及び2部品の結合方法
【課題】部品単品の精度の影響がなく、結合工程で2部品の位置を高精度に結合する。
【解決手段】結合する2部品15,17のうち、位置決めの必要なお互いの部分をマンドレル31で位置決めした状態で、硬い方の部材15に設けた角部15cで軟らかい方の部材17をせん断加工し、かつ、せん断しながら角部15cの側面と軟らかい部品17のせん断された面17cとを嵌合させ、続いて2部品の嵌合面を塑性結合や圧入、または溶接して結合する。
(もっと読む)
自動組立システムおよび自動組立方法
【課題】要求される組立精度より繰り返し位置精度が大きい場合であっても、自動で部品組付けを行う。
【解決手段】第2部品画像に基づいて、組付け部位の位置を認識する第2部品認識手段と、組付け部位の位置に第1部品51を移動させる部品移動手段と、部品移動手段により移動された第1部品51を第2部品52に組付ける組付実施手段と、組付けが成功したかを判断する組付判断手段と、組付けが失敗した場合に、突き当て画像に基づいて、第1部品51の位置を認識する第1部品認識手段と、組付け部位の位置および第1部品51の位置に基づいて、第1部品51に対する位置補正量を算出する補正量算出手段と、位置補正量に基づいて、第1部品51を移動させる部品位置補正手段とを備え、組付実施手段は、部品位置補正手段により移動された第1部品51を第2部品52に組付ける。
(もっと読む)
作業の良否判定システム及び良否判定方法
【課題】ロボット1等の機械装置においてワークの保持部近傍の大型化やケーブル数の増加を抑制するとともに、センサ等の故障を防止する。
【解決手段】ロボット1等の機械装置におけるワークの保持部(例えばチャック8)と、その支持部(例えば手首部6)との間に可動部(例えばコンプライアンス装置7)を設け、作業に伴う保持部及び支持部の位置の変化からその良否を判定する。例えば、可動部の保持部側及び支持部側の部材に夫々マーカーMを設けて、カメラ11により撮影した画像中のマーカー位置を画像処理により検出し、保持部及び支持部の間隔の変化から作業の良否を判定する。
(もっと読む)
自動組み付け装置
【課題】複数の工程を集約することができる自動組み付け装置を提供する。
【解決手段】シリンダヘッドWに自動的に部品を組み付ける自動組み付け装置10であって、シリンダヘッドWを固定する治具21と、治具21を前後方向に移動させる前後移動装置40と、治具21を前後方向周りに回転させる回転移動装置50と、治具21に支持部31を密着させて治具21を支持する、または、治具21から支持部31を離間させて治具21を解放する支持装置30と、複数のツールを配置し、組み付けを行う1のツールを選択するツール選択装置と、選択されたツールをシリンダヘッドWに対し上下方向に移動させる上下移動装置80と、選択されたツールをシリンダヘッドWに対し左右方向に移動させる左右移動装置と、を具備する。
(もっと読む)
芯出し装置及び部品組立機並びに芯出し方法及び部品組立方法
【課題】部品を挿入する穴の芯出しを自動的に行う。
【解決手段】芯出しシャフト15のX−Y方向の位置と鉛直方向からの傾き角度を調整する倣い機構12〜14を設けると共に、芯出しシャフト15の下端部に、該芯出しシャフト15の径方向に拡縮動作する芯出し治具16を設ける。芯出し治具16を縮径させた状態で芯出しシャフト15を下降させて芯出し治具16を穴22内に挿入した後、芯出し治具16を拡径させて芯出し治具16の外周面を穴22の内周面に当接させることで、倣い機構12〜14により芯出しシャフト15の軸芯を穴22の軸芯に合致させるように芯出しシャフト15をX−Y方向に移動させ且つ芯出しシャフト15の傾き角度を変化させて芯出しした状態で芯出しシャフト15をロックした後、芯出し治具16を縮径させて芯出しシャフト15を上昇させて芯出し治具16を穴22から抜き出す。
(もっと読む)
部品圧入装置
【課題】圧入位置に部品を確実に移動させて圧入作業の効率を向上させることが可能な部品圧入装置を提供する。
【解決手段】回転板52に対して複数の圧入用貫通孔が設けられる。各圧入用貫通孔は平行ピンPNおよびプレスラム4の先端部を鉛直方向Zに挿脱自在に形成されている。そして、部品供給位置に位置決めされた圧入用貫通孔に上方から平行ピンPNを挿入して当該圧入用貫通孔に収容した後、回転板52を回転させることで圧入用貫通孔に収容された状態のまま平行ピンPNを圧入位置P1に移動し、位置決めしている。したがって、平行ピンPNを部品供給位置から圧入位置P1に移動させている途中で平行ピンPNが傾いたり、倒れるなどの問題を発生させることなく、平行ピンPNは圧入位置P1に確実に移動させられる。
(もっと読む)
軸受組付け装置
【課題】滑り軸受が軸受嵌合面に乗り移る際の擦れを確実に防いで、当該滑り軸受を高精度に組付けることのできる軸受組付け装置を提供する。
【解決手段】本発明に係る軸受組付け装置10は、一端開口部から導入した滑り軸受1を、他端開口部に設置した被組付け部材4の軸受嵌合面5に向けて案内するガイド穴12が形成されたガイド部材11と、ガイド穴12の一端開口部に設置した滑り軸受1の両端部2,2を押圧してガイド穴12を通過させることで、滑り軸受1を軸受嵌合面5に当接させる押圧部材15とを具備する。ここで、ガイド穴12は、滑り軸受1の軸受嵌合面5に向けた押圧移動に伴い、滑り軸受1の外径を軸受嵌合面5の内径より小さくなるまで縮小させる内面形状をなしている。そして、押圧部材15で、滑り軸受1が軸受嵌合面5の底部5aと当接する位置まで滑り軸受1を押圧した後、ガイド部材11と押圧部材15との相対移動により、滑り軸受1をガイド穴12から離脱可能とする。
(もっと読む)
21 - 40 / 213
[ Back to top ]