
Fターム[3C030CC01]の内容
自動組立 (6,729) | 輸送機械の組立・分解 (611) | 自動車 (578)
Fターム[3C030CC01]の下位に属するFターム
艤装物品の車体への組付 (164)
車体搬送設備 (28)
艤装物品の組立 (292)
Fターム[3C030CC01]に分類される特許
61 - 80 / 94
溶接方法と部品組立方法およびそれらの方法に用いるハンドリングロボット
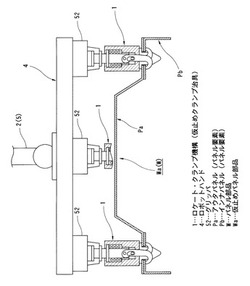
【課題】パネル要素数が少ない小物部品の組み立てに際して、パネル要素の相対位置決め精度の低下をもたらすことなく、簡素な設備構成で所期の目的を達成できる溶接組立方法を提供する。
【解決手段】セルフクランプ機能を有するロケート・クランプ機構1にてアウタパネルPaとインナパネルPbとを仮止めして仮止めパネル部品Waとし、ロケート・クランプ機構1を被把持部としてハンド4側のグリッパ52にて仮止めパネル部品Waを把持する。そのままスポット溶接装置に供給してスポット溶接を施した後、ロケート・クランプ機構1から溶接後のパネル部品Wを解放し、ついでグリッパ52からロケート・クランプ機構1を解放する。ロケート・クランプ機構1は繰り返し使用する。
(もっと読む)
ワーク位置決め装置およびワーク位置決め方法

【課題】形状の異なる複数のワーク毎に専用の受け駒を設定することなく、複数種のワークに対して位置決め支持できるようにする。
【解決手段】左右一対のアーム8の先端に設けた位置決め治具100は、X方向に延びる第1の位置決めアーム101と、Y方向に延びる第2の位置決めアーム103と、これら位置決めアーム101,103の交差部から上方に延びる位置決めピン105とを備える。第1,第2の位置決めアーム101,103の上面を第1の位置決め面とし、第1および第2の位置決めアーム101および103が互いに交差する部位近傍の側面を第2および第3の位置決め面とし、位置決めピン105を第4の位置決め部とする。
(もっと読む)
車体位置決め装置
【課題】 ボデーサイズが異なる多様な車種の車両であっても、精度良く位置決めを行うことができる車体位置決め装置を提供する。
【解決手段】 装置中心線Caに線対称に配置された位置規制機構部7の押付部37が、車幅方向内側に移動することにより、車体1が車幅方向に移動する押付力が押付部37により付与されて、車体1が車幅方向に移動することになる。その際、車体1を支持する車体受機構部5、6が、車体の移動に追従して移動可能であると共に、車体の移動量が押付部37の移動位置により規制されるため、車体中心線Cbが装置中心線Caに一致し、車体の位置決め(センタリング)が完了することになる。
(もっと読む)
ブラケットの取付方法
【課題】 ブラケットを容易に取付部に位置合わせすることができるブラケットの取付方法を実現することを目的とする。
【解決手段】 案内部材21が各案内口11e、12kに挿通された状態で、案内部材21に沿ってブラケット11を取付部12側に移動させて、ブラケット11の取付位置に案内し、ブラケット11を取付部12に取り付けるため、ブラケット11が取付部12に対して位置ずれすることがなく、容易に位置合わせをすることができる。したがって、ブラケット11の取付位置に対する位置決め作業に要する時間を短縮することができるため、ブラケット11の取付作業効率を高めることができる。
(もっと読む)
ワーク位置決め装置
【課題】 設備費の低減に好適なワーク位置決め装置を提供する。
【解決手段】 位置決めするワーク形状に対応して形状が相違する複数のゲージGを放射状に備え、その回転位置に応じたゲージGを使用位置に突き出させる複数のゲージユニット2、4と、前記各ゲージユニット2、4に連結された回転部材(ピニオン20)に夫々係合し、その移動により各回転部材20を介して各ゲージユニット2、4を連動して回転させて各ゲージユニット2、4の回転角度位置を連携させる連携手段(ラック21)15と、前記連携手段(ラック21)15を予め設定した複数の停止位置のいずれかに停止させ、停止位置に応じて前記各ゲージユニット2、4から使用位置に突き出させるゲージGを設定するワーク種別切換手段16と、を備えるようにした。
(もっと読む)
部品供給装置および部品供給システム並びに部品供給方法
【課題】 搬送体を自動的に回収レールに移行させるに好適な部品供給装置を提供する。
【解決手段】 部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レール3と、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レール4と、で搬送体6が走行可能なガイドレールを構成し、部品受取側の前記供給レール3端近傍と前記回収レール4端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構8を備えた搬送体6を供給レール3から回収レール4に移載する搬送体移載手段5と、前記供給レール3の部品受取側に配置されて先頭の搬送体6および後続する搬送体6を停止させると共に先頭の搬送体6が前記搬送体移載手段5に移載される毎に後続の搬送体6を先頭の搬送体6として停止させる停止手段9と、を備えるようにした。
(もっと読む)
ワーク位置決め装置およびワーク受渡し方法
【課題】 搬送手段との間でのワークの受渡しに好適なワーク位置決め装置およびワーク受渡し方法を提供する。
【解決手段】 ワークWをそのロケート穴W1にロケートピン14を係合させて位置決めしてクランプするワーク位置決め保持ユニット3と、前記ワーク位置決め保持ユニット3を固定物に対してワークWの面方向、例えば、水平方向に予め設定した距離だけ移動可能に支持するガイドユニット5と、前記ワーク位置決め保持ユニット3をガイドユニット5に対して予め設定した所定位置に移動させつつ所定位置に固定してワーク位置決め保持ユニット3の移動を拘束し、ワーク搬送手段7からのワーク受取り時および/またはワーク渡し時に、ワーク位置決め保持ユニット3の拘束を解除してその移動を許可する拘束手段6と、を備えるようにした。
(もっと読む)
ワーク受け渡し方法及びワーク受け渡し装置
【課題】 ワークに多数のロケート孔を形成しなくともワークを供給側から受取側に受け渡すことができるワーク受け渡し装置を提供する。
【解決手段】 少なくとも2以上の供給側ロケートピン2を供給側ワーク台3に有したワーク供給機構4からロケート孔8が形成されたワークWを、同じく少なくとも2以上の受取側ロケートピン5を受取側ワーク台6に有したワーク受取機構7で受け取るワーク受け渡し装置であって、ワークWに形成されたロケート孔8にワーク供給機構4の供給側ロケートピン2を挿入させた後、供給側ロケートピン5が挿入される同じロケート孔8に、ワークWを挟んで反対側からワーク受取機構7の受取側ロケートピン5を挿入させると共に該供給側ロケートピン2に接触させて、該ワークWを、ワーク供給機構4からワーク受取機構7へと受け渡す。
(もっと読む)
圧入接合方法及び圧入接合装置
【課題】 金属製要素部品を構成する部材同士の接合に関し、接合精度が高く信頼性に優れるとともに、製造容易で経済効果に優れかつ強度的にも優れた圧入接合方法及び圧入接合装置を提供することを課題とする。
【解決手段】 孔部3を有する第一の部材2と軸状の第二の部材4との接合において、第二の部材4を、上下移動可能に保持するとともに水平角度を位置決めし、第一の部材2の孔部3の周方向に対する第二の部材4の接合角度位置を定め、同時にこの第二の部材4の水平方向の位置決めを行い、第二の部材4に第二の電極8を接続して、第一の部材2の孔部3内に第二の部材4を所定の圧力で押圧するとともに、これら両部材間に通電して両者の接合部に電気抵抗熱を発生させ、第二の部材を上記孔部に圧入し、第二の部材の接合面部と上記孔部の内壁面部との接合部に接合界面を形成させ、かつこの接合を固相状態の接合としたことである。
(もっと読む)
部品組立方法と部品組立装置および部品組み立てに用いる脱着工具
【課題】部品構成要素数が少ない小物部品の組み立てに際して、部品構成要素同士の相対位置決め精度の低下をもたらすことなく、簡素な設備構成で所期の目的を達成することができるようにした部品組立方法を提供する。
【解決手段】ドアインナパネルPaにサイドドアビームPbをスポット溶接にて結合して中間組立体Wとして組み立てる方法である。前工程にてドアインナパネルPaにサイドドアビームPbを小型のロケート・クランプ機構1にて予め仮止めしておく。その仮止めされた中間組立体Wを組立治具3にて位置決めした上でスポット溶接ガン7にてスポット溶接を施す。その後にハンドリングロボット5に持たせた脱着機構9にてロケート・クランプ機構1による位置決めとクランプとを解除し、そのロケート・クランプ機構1を取り外して回収箱10に回収する。
(もっと読む)
車両組付け精度管理方法
【課題】 完成車両の組付け精度に影響を与える車両構成部品や車両構成部材(サブアッシー)を特定しながら、該車両構成部品の製品精度や該車両構成部材の組付け精度を集中管理することにより、完成車両の安定した組付け精度管理を実現することのできる車両製造ラインの組付け精度管理方法を提供する。
【解決手段】 複数の車両構成部品や車両構成部材同士が組み付けられて完成車両が製造される車両の製造ラインにおいて、それぞれの車両構成部品や車両構成部材ごとに、適宜の組付け位置を測定するとともに組付け位置データとし、それぞれの組付け位置データを説明変数とし、最終または中間の完成車両の組付け精度を表す基準組付け位置データを目的変数とし、この説明変数と目的変数に基づく回帰分析をおこなうことで、寄与率の相対的に高い部品や車両構成部材を特定するとともに、目的変数を適宜の組付け精度に調整する方法である。
(もっと読む)
ワーク脱荷方法、ロケート装置およびワーク位置決め装置
【課題】 ワーク脱荷に好適なワーク脱荷方法、ロケート装置およびワーク位置決め装置を提供する。
【解決手段】 ワークWに形成されたロケート穴W1にロケートピン3を挿入し、ロケートピン3根元部のワーク着座面21にワークWを着座させることによりワークWを位置決め支持するロケート装置1であって、前記ワーク着座面21からワークWのロケート穴W1周縁部をロケートピン3先端側へ押圧して離脱させるワーク脱荷手段(エジェクト手段6)を備えるようにした。
(もっと読む)
車両用ドアインパクトビームの製造方法及びその製造装置。
【課題】車両用ドアインパクトビームの製造において、絶対基準となる移送手段と工程毎の可変基準を設定して、パイプ長、エクステンション、取付部品及び取付位置が異なる多種類の製品を、一台で兼用して製造できる製造方法及び製造装置を提供する。
【解決手段】パイプ軸と直交する方向において並設された複数の加工ステージS1〜S5間を移送手段によってパイプ2が順次移送されて加工が施される車両用ドアインパクトビーム40の製造方法であって、複数のステージS1〜S5に亘ってパイプ2の軸と直交する基準軸が設定され、該基準軸を基に少なくとも1ステージにおいてパイプ軸方向へのパイプ2の移動調整を行なう。
(もっと読む)
パネル部材の組み付け方法
【課題】3枚以上のパネル部材における突き合わせ接合を合理的に行なえるパネル部材の組み付け方法を提供する。
【解決手段】突き合わせ面が形成された複数枚のパネル部材2〜4を、順に突き合わせて、各パネル部材2〜4を目的の形状に位置決めるとき、位置決め工程の途中から、順に既に位置決めを終えたパネル部材2〜4の突き合わせ面間の接合を開始する。これにより、接合に費やされる作業時間が、パネル部材の位置決め作業を行なう時間で許容されるようになり、パネル部材2〜4の位置決め開始から接合を終えるまでのサイクルタイムが短縮される。
(もっと読む)
自動車用ルーフを取り付ける方法及び関連手段
本発明は、自動車用ルーフ(3)をボディサイドパネル(6)に位置決めする装置に係わる。該装置は、ルーフ(3)の全長に亘って延びる基準支持体(2)と、ルーフ(3)をボディサイドパネル(6)に対して押圧するために、ルーフ(3)に圧力を印加する手段を備える。本発明は、基準支持体(2)に連結され、互いに独立した多数のプレス手段(4)から構成され、このプレス手段(4)により異なる圧力を、ルーフ(3)の異なる点に印加可能であることを特徴とする。 (もっと読む)
ワーク投入順序決定システム
【課題】メイン組立工程4へワークを投入する直前ではなく、より早い段階でメイン組立工程4へ投入されるワークを把握することができるワーク投入順序決定システムを提供する。
【解決手段】複数の仕様からなるワークの組み立てを行うメイン組立工程4とその前工程の特殊部品組立工程3との間に、ワークを一時格納しワーク投入順序を調整可能な止まり木ストレージ7を配置する。そして、止まり木ストレージ7に格納されるワークのID情報を読み込む止まり木ID情報読込部107と、メイン組立工程4へ既に投入されたワークのID情報を記憶するメイン組立既投入ID情報記憶部109と、止まり木ID情報およびメイン組立既投入ID情報に基づき平準化処理を行いメイン組立工程4へのワーク投入順序を決定するメイン組立投入順序決定部118と、決定されたワーク投入順序を記憶するメイン組立投入順序記憶部120とを備える。
(もっと読む)
ワーク移載装置および移載方法
【課題】 搬送台車側のワーク位置決め精度およびハンドリングロボットの受取り位置精度の低減に好適なワーク移載装置および移載方法を提供する。
【解決手段】 複数のワークWを搭載して移動するワーク搬送台車2からワーク搬送装置としてのハンドリングロボット3によりワークWを一つずつハンド13にクランプして取出して位置決め状態で次工程に搬送するワーク移載装置1であり、前記ワークWのクランプに先立ちワークWに係合して前記ハンド13とワークWとの相対位置を補正してワークWのクランプ部位をハンド13のクランプ17へ案内するガイド手段としてのワークガイド16をハンド13に設けて、ワークガイド16により、ワーク搬送台車2上のワーク位置を移動させて両者の相対位置を補正するようにした。
(もっと読む)
組付部品のバーコード表示構造
【課題】印刷が施された組付部品の印刷工数を増やすことなく、バーコード表示が可能な組付部品のバーコード表示構造を提供する。
【解決手段】印刷が施された表示板8(組付部品)と、この表示板8が組み付けられる白色の保持部材9とを備え、表示板8に黒色のバーB1(非透視部)および透視部32を交互に設け、保持部材9にバーB1および透視部32の背後に位置する板面部33を設け、バーB1の黒色と透視部32を透して視認される板面部33の白色とでバーコードを形成してなる。
(もっと読む)
流れ作業における作業エリア設定装置および作業エリア設定方法
【課題】 作業負荷が変動する複数車種の混流生産等にも対応可能な流れ作業における作業エリア設定装置を提供する。
【解決手段】 ワークWを載置して各作業ステーションS1、S2・・・を経由させて搬送するコンベア1と、前記コンベア1により搬送されるワークWの作業エリア内の通過位置信号を各ステーションS1、S2・・・に配信する通過位置信号配信手段としてのライン同期盤3と、前記各ステーションS1、S2・・・の作業エリアにおけるワークWへの作業開始位置Soと作業終了位置Eとを前記通過位置信号に基づいて設定する設定手段としての作業コントローラCAと、を備えるようにした。
(もっと読む)
自動車の車体部材接合方法
【課題】 車体部材の接合部に適量の接着剤を塗布して所期の高い接合強度を得つつ、重ね合わせ挟持加圧した両接合部間から接着剤が接合部の外方側にはみ出すことを確実に抑制できる、自動車の車体部材接合方法を提供する。
【解決手段】 接着剤塗布工程において、一方の車体部材10の接合部11に熱硬化型の接着剤15を塗布し、接着剤塗布工程と並行して行うエア吹付工程において、接合部11に塗布された接着剤15に冷却用エア16を接合部11の外方側から吹き付けて、接着剤15の粘度を高めると共に接着剤15の層厚が接合部11の外方側部分に比べて内方側部分の方が厚くなるように接着剤15を偏在させ、その後、接合工程において、一方の車体部材10の接合部11に他方の車体部材20の接合部21を重ね合わせ、これら接合部11,21を溶接用電極により挟持加圧して溶接する。
(もっと読む)
61 - 80 / 94
[ Back to top ]