
Fターム[3C030DA23]の内容
自動組立 (6,729) | 搬送・組立ライン一般 (2,452) | 搬送手段 (637) | ダイレクト (358) | コンベア (99)
Fターム[3C030DA23]に分類される特許
1 - 20 / 99
位置決め装置
【課題】 被移載物の下方に挿入された被載置部材の所定位置に被移載物が載置されるように、被載置部材を簡単な装置構成で位置決めする位置決め装置を提供する。
【解決手段】 位置決め装置は、可動部と、可動部を移動方向に変位駆動する駆動手段と、一端部が可動部に連結され、移動方向に伸縮可能に延設される弾性部材と、弾性部材の他端部が連結され、可動部の変位に伴って近接方向に変位する位置決め部材とを含み、位置決め部材は、近接方向への変位によって被移載物に接触する上段接触部と被載置部材に接触し、かつ上段接触部に対し所定の位置に配置された下段接触部とを含む。駆動手段は、位置決め部材が被移載物に接触するのに必要な変位量を超えて可動部を変位させ、弾性部材は、可動部が変位するとき、上段接触部が被移載物に接触するまでは、位置決め部材を近接方向へ変位させ、被移載物に接触後は、可動部の変位に伴って伸長または収縮する。
(もっと読む)
部品組み付け装置および方法

【課題】部品の組み付け角度を容易に調整可能な部品組み付け装置および方法を提供することを課題とする。
【解決手段】部品を製品に組み付ける部品組み付け装置であって、前記製品を流すコンベアベルトと、前記コンベアベルトに載っている前記製品に、前記部品を組み付ける部品組み付け部と、前記部品組み付け部による前記部品の組み付け角度が、前記部品を組み付ける前記製品の被組み付け部の角度と合うように、前記コンベアベルトを傾ける傾き調整部と、を備える。
(もっと読む)
作業台装置
【課題】省スペースでの作業を可能にすると共に、作業員の移動距離を低減して作業効率を向上させるようにした作業台装置を提供する。
【解決手段】作業台装置10において、一端12bから他端12cの間に作業員Pが並列して作業可能な作業台12と、作業台12の下方に設けられ、作業台12の裏面に搬送面14aを対向させると共に、搬送方向Bが作業台12の他端12cから一端12bに向かうように構成されるコンベア14とを備える。
(もっと読む)
作業ライン用コンベヤ設備
【課題】搬送用台車上の作業用床面では低くて作業者が積載ワークに対する作業が行い難くなる特定作業区間での作業性を、設備コストを低く抑えながら改善する。
【解決手段】ワーク搬送経路に沿って走行する搬送用台車1と、ワーク搬送経路中の一定区間に並設された作業者用コンベヤ9とを備え、搬送用台車1は、支持するワークWより横側方に張り出す作業用床面7を有し、作業者用コンベヤ9は、搬送用台車1の前記作業用床面7の上側に重なるように地上側に支持され、この作業者用コンベヤ9には、前記搬送用台車1の作業用床面7に当接して摩擦駆動される摩擦従動輪23aが軸支され、この摩擦従動輪23aと作業者用コンベヤ9の作業者搭乗面17aを形成するコンベヤベルト17とが、前記作業者搭乗面17aが前記作業用床面7と同一速度で移動するように連動連結された構成。
(もっと読む)
車両用ガラスの処理装置
【課題】よりシンプルな構成によって、車両用ガラスを迅速に処理することにある。
【解決手段】位置決め部材20の基準点を搬送部材10の基準位置に配置しつつ位置決め部材20を搬送部材10上に配置するとともに、検出部材70によって、車両用ガラスWの基準点と位置決め部材20の基準点の双方をそれらの上方から検出可能とし、検出部材70が、車両用ガラスWの基準点と位置決め部材20の基準点がずれていることを検出したとき、移動部材によって位置決め部材20を水平方向に移動させて同ずれを補正したのち、車両用ガラスWを持ち上げる構成である。
(もっと読む)
セル生産システム
【課題】セル生産システムにおいて、簡単な構成により、セル生産の柔軟性を活かしなが
ら作業性の向上を図る。
【解決手段】システム1は、作業者M,M1,M2(代表してM)がワークWと共に移動
しつつワークWに対する処理を行うことによりワークWを製品化する作業を繰り返して製
品を順次生産するためのシステムであり、ワークWを移送するコンベア2と、作業者Mを
認識する検出装置3と、コンベア2を制御する制御装置4と、を備え、制御装置4は検出
装置3による認識結果に基づいてコンベア2の駆動速度を作業者Mごとに変化させる。検
出装置3による作業者Mの認識は、作業者Mの腕に取り付けたデータ送信部5を用いて行
われる。セル生産の柔軟性を活かしながら、コンベア2によるワークWの移動速度を各作
業者Mに合わせることができ、作業時間短縮と作業性向上を実現できる。
(もっと読む)
作業管理システム
【課題】システム全体を小型化および簡略化することができる作業管理システムを提供することを課題とする。
【解決手段】作業管理システム1であって、ボルトB1〜B4を締め付けるとともに、ボルトB1〜B4を加工したことを示す加工情報を出力する工具10と、各ボルトB1〜B4に配置された工具10を検出し、工具10の位置情報を出力する検出センサ20と、検出センサ20から入力された位置情報と、位置情報が入力されているときに工具10から入力された加工情報とを対応させて表示する表示部32を有する管理装置30と、を備えている。
(もっと読む)
組付け搬送装置
【課題】精度高く部品を車体に組付け可能な組付け搬送装置を提供する。
【解決手段】組付け搬送装置10は、チェーンコンベア1、ハンガ2、自走台車3、及びロボット4を備える。ハンガ2は、車体Wを懸架し、チェーンコンベア1に牽引される。自走台車3は、ハンガ2と共に車体Wが搭載され、部品組立ラインALを往復動する。ロボット4は、自走台車3と同期して移動する。チェーンコンベア1は、部品組立ラインALの始端部ではハンガ2との係合が解除され、部品組立ラインALの終端部ではハンガ2が再び係合する。これにより、組付け搬送装置10は、部品を車体Wに組付け中は、パワーチェーン12の振動が車体Wに伝達することなく、精度高く部品を車体Wに組付けることができる。
(もっと読む)
ワークの搬送装置
【課題】ワークが相互に干渉することなく搬送順位通りに搬送でき、省電力化を図る。
【解決手段】ワークの搬送装置1は、第1のセンサ21が第1のワークW1を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第1のワークW1を搬送するとともに、その後第2のセンサ22が第1のワークW1を検知したとき、第1の搬送コンベア11および第2の搬送コンベア12を停止させるワーク投入ステップと、第1の搬送コンベア11を駆動させて第2のワークW2を搬送し、第1のセンサ21が第2のワークW2を検知した場合に、第2の搬送コンベア12を駆動させて第2の搬送コンベア12へ第2のワークW2を搬送して、第1のワークW1および第2のワークW2を所定の離隔量だけ離隔して第2の搬送コンベア12上に留置するピッチ送りステップと、を連続して実行する。
(もっと読む)
自動車ボディの製造方法とその製造ライン
【課題】 構成部品の組付順序が異なる自動車ボディを同一のラインで混流生産するための自動車ボディの製造ラインを提供する。
【解決手段】 サイドパネルインナ1L,1Rとサイドパネルアウタ3L,3Rを接合してサイドパネルコンプ5L,5Rを形成した後に、このサイドパネルコンプ5L,5Rをフロアパネル7に組み付けて形成される通常骨格自動車ボディ11と、サイドパネルインナ1L,1Rをフロアパネル7に組み付けてインナフレームボディ8を形成した後に、このインナフレームボディ8にサイドパネルアウタ3L,3Rを組み付けて形成されるインナ骨格自動車ボディ15を混流させて製造するラインであって、この製造ラインには、サイドパネルインナ組立ステーション2と、サイドパネルアウタ組立ステーション4と、サイドパネル組立ステーション6と、インナ骨格組立ステーション9と、兼用組立ステーション10を設けた。
(もっと読む)
組立搬送設備
【課題】組立用搬送経路の設備スペースの縮小、サイクルタイムの短縮、及び低コスト化を図る。
【解決手段】下側搬送装置20を往復移動させることで、従来の閉ループ経路のように戻り経路や複数の駆動手段が不要となる。また、部品を搭載した台車30・40の下方にリフタ23・24を配置し、この状態でリフタ23・24を上昇させることにより、前記部品をリフタ23・24に搭載すれば、リフタ23・24の上昇動作のみで台車30・40上の部品をリフタ23・24に搭載することができる。
(もっと読む)
ドア搬送装置
【課題】各種部品を取り付ける艤装作業エリアにおけるドアの搬送手段として活用できるドア搬送装置を提供する。
【解決手段】ドアハンガー9R,9Lには、その上部にのみ被支持部15a,15bが設けられ、ドア搬送用走行体40には、その左右両側に、ドアハンガー9R,9Lの被支持部15a,15bのみを支持するドアハンガー支持部48a,48bが設けられ、この左右両側のドアハンガー支持部48a,48bにそれぞれドアハンガー9R,9Lが支持されたとき、上側が前記ドア搬送用走行体40で閉じられると共に左右両側がドア搬送用走行体40から垂下するドアハンガー9R,9Lで閉じられて、両ドアハンガー9R,9Lの間に、下側とドア搬送用走行体40の走行方向前後両側が開放された空間Sが形成され、各ドアハンガー9R,9Lには、前記空間Sに隣接する側とは反対の外側でドアDR,DLを支持するドア支持具11,12が設けられた構成。
(もっと読む)
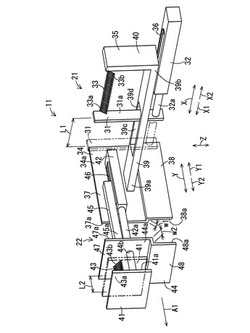
ドア搬送設備
【課題】塗装済み車体から取り外したドアを艤装ラインに送り込み、仕上げられたドアを再び元の車体の左右両側に組み付ける際に活用できるドア搬送設備を提供する。
【解決手段】昇降装置7A,7Bは、補助コンベヤ8A,8Bとの間でドアハンガー9R,9Lを移載する上側の第一ドアハンガー移載位置L2と床側のドア積み/下ろし位置L1との間で前記ドアハンガーを昇降させ、補助コンベヤ8A,8Bは、第一ドアハンガー移載位置L2と第二ドアハンガー移載位置L3との間で前記ドアハンガーを搬送し、第一ドアハンガー移載位置L2には、昇降装置7A,7Bと補助コンベヤ8A,8Bとの間で前記ドアハンガーを移載する第一移載手段が併設され、第二ドアハンガー移載位置L3には、補助コンベヤ8A,8Bとドア搬送用走行体40のドアハンガー支持部48a,48bとの間で前記ドアハンガーを移載するドア搬送用走行体昇降装置76が併設される成。
(もっと読む)
ワーク支持台及びそれを用いた組付設備
【課題】ワークを姿勢変更可能に支持することができ、かつ、ワークを容易に着脱することができるワーク支持台を提供する。
【解決手段】ワーク支持台Sは、基台1と、基台1に着脱自在に装着された一対のアーム2と、一対のアーム2にそれぞれ回転機構3を介して回転可能に装着されたアタッチメント4とを備えている。アタッチメント4は、ワークの起伏状の外面形状に適合する起伏形状の支持面4aを有し、アタッチメント4をワークに接触させると、その支持面4aがワークの外面形状に倣い密着して、アタッチメント4に対するワークの相対移動を規制する。アタッチメント4は、回転機構3により、アーム2に対して回転可能であると共に、所定の回転方向位置を保持可能である。
(もっと読む)
組付設備
【課題】前後工程での作業負担を軽減できると共に、組付時のワークに対するアクセス性に優れた組付設備を提供する。
【解決手段】組付設備は、ワークを支持した搬送パレットを搬送する供給側搬送装置21と、供給側搬送装置21から搬送パレット5が移載供給されるワーク支持台Sと、ワーク支持台Sを複数の作業エリアP(P1〜P12)に沿って搬送する主搬送装置としてのフロアーコンベアと22と、作業エリアP1〜P12を経て生産された組付体を支持した搬送パレットがワーク支持台Sから移載排出される排出側搬送装置23と、供給側搬送装置21と主搬送装置22との間に配設された台車導入部24と、主搬送装置22と排出側搬送装置23との間に配設された台車導出部25と、ワーク支持台Sを、台車導出部25から台車導入部24に返送するための返送部26とを備えている。
(もっと読む)
ワーク搬送装置およびその方法
【課題】後の工程とのタイミングを合わせても回転テーブル周辺に設けた作業ステーションにおける作業効率を低下させないワーク搬送方法を提供する。
【解決手段】ワーク搬送装置10の回転テーブル1に対して、ワークを間欠的(1)〜(12)に投入することで、作業ステーション51〜58での作業が実行されて、投入した順(1)〜(12)に払い出す。
(もっと読む)
生産設備
【課題】ワークの種類や仕様等に対応した作業情報を各作業工程で的確に指示できると共に、比較的簡易な構成で安価に構築できる生産設備を提供する。
【解決手段】IDタグが取付けられたワークが搬送装置の入口部に搬送されると、ワークのIDタグに記録されている、ワークに関する情報が読取器で読み取られ、読取器から情報伝送部SWを介して、これと対向位置にある擬似IDタグDIDWに複写される。この擬似IDタグDIDWは、ワークが作業エリアに搬送移動した時点で、移送手段により、情報伝送部S1と対向する位置に移送される。そして、擬似IDタグDIDW(擬似IDタグDID1)に複写された情報は情報伝送部S1によって読み取られ、情報伝送部S1から作業エリアの作業指示装置に伝送される。作業指示装置は、情報伝送部S1から伝送された情報に基づいて、作業エリアでワークに施す作業を作業者に指示する。
(もっと読む)
組付コンベア装置
【課題】極めて簡素で容易に設置できる構成であると共に、エネルギー消費が少なく、作業者による作業の邪魔にならない低床タイプの組付コンベア装置を提供する。
【解決手段】環状のガイドレール2と、フロアFに接地する車輪および前記ガイドレール2の前後方向2箇所に当接するガイド車輪を備えてガイドレール2に沿ってフロアF上を周回移動可能に構成された複数の治具台車3と、隣接する治具台車3間をそれぞれ間隔をおいて連結して前記治具台車3をループ状に連結する連結手段と、少なくとも一つの治具台車3に接すると共にこの治具台車3を搬送方向に移動させる駆動力を与えるための駆動ユニット4とを有する。
(もっと読む)
フレキシブル生産システム
【課題】セル生産方式のフレキシブル生産システムにおいて、人の生産性は落とすことなく容易かつ柔軟にシステムの再編成を可能とする人機械協調型のシステムを実現して生産性向上を図る。
【解決手段】本システム1は人セル部11に隣接する機械部12を備え、機械部12は移載するための複数のハンド部21と、ハンド部21を移動させる複数のアクチュエータ22と、ハンド部21の移動の方向に沿って配置され、部品に処理を施す複数の処理装置3と、人セル部11側から機械部12に部品を投入するための投入部4と、機械部12から人セル部11側に部品を取り出すための取出部5と、投入部4から各処理装置3を経由して取出部5に至る部品の順路の途中に人セル部11側から追加部品を投入し供給するための途中部品搬入装置6とを備えている。途中部品搬入装置6を備えることにより、人セル部11と機械部12とを分離したシステムを容易かつ柔軟に構成できる。
(もっと読む)
作業装置
【課題】1の機械で複数の作業を行うラインの効率を高める。
【解決手段】組立装置1では、ベルト11〜17が環状の循環型コンベヤを形成しており、ワークは、パレット71の上に置かれてベルト11〜17を反時計方向に周回する。パレット71は、最初はベルト12に置かれ、ベルト11〜17を2周した後、これらベルトのループから排出されてベルト18に蓄積される。チャック部23は、横方向に移動し、機械作業エリア61、62で、部品の取り付けなどの機械作業を行うことができる。組立装置1は、機械作業エリア61、62において、それぞれ、センサ26、27でピン72が立っているか否かを確認し、これによって、パレット71が1周目なのか、あるいは2周目なのかを判断する。この判断により、組立装置1は、1周目の場合は、1周目用の作業を行い、2周目の場合には、2周目用の作業を行うことができる。
(もっと読む)
1 - 20 / 99
[ Back to top ]