
Fターム[3C034CB01]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 操作対象 (1,373) | 砥石台、ワークテーブルの送り運動 (595)
Fターム[3C034CB01]の下位に属するFターム
Fターム[3C034CB01]に分類される特許
61 - 80 / 349
板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法
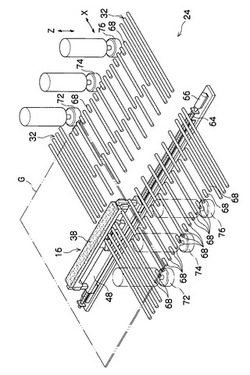
【課題】本発明は、板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法を提供する。
【解決手段】本発明の端面研削装置22は、搬送手段16によってガラス板Gを搬送しながら、ガラス板Gの端部近傍を支持ローラ68、68…によって支持した状態で端面面取り砥石36によってガラス板Gの端面を面取りする。支持ローラ68、68…は、搬送中のガラス板Gの下面に当接するとともに、ガラス板Gの研削される端面位置に応じて、ガラス板Gの搬送方向に対し端面Ga、Gbに接近する方向または離れる方向に進退し、ガラス板Gの端部近傍を支持する。支持ローラ68、68…によるガラス板Gの支持位置は、ガラス板Gの端部が自重により大きく垂れ下がらない位置に設定される。位置制御部70は、記憶手段に記憶されているガラス板Gの形状情報に基づいて、支持ローラ68、68…の進退距離を制御し、支持ローラ68、68…によるガラス板Gの支持位置を設定する。
(もっと読む)
研磨装置

【課題】研磨装置の小型化や省コスト化を可能にし、また、制御の切換によるショックが生じないようにする。
【解決手段】回転速度偏差算出部230が、目標回転速度から、研磨具11の回転速度を減算した回転速度偏差を算出し、制御補正量算出部240が、回転速度偏差に基づいて、前記移動駆動部15の前記研磨具11に対する加力を積分制御するための制御補正量を算出する。また、総合目標位置算出部320が、目標位置から、制御補正量を減算した総合目標位置を算出し、総合位置偏差算出部330が、総合目標位置から実位置を減算した総合位置偏差を算出する。そして、位置制御部340が、総合位置偏差に基づいて、PID制御による制御指令値を算出して、移動駆動部15に出力する。
(もっと読む)
研削装置
【課題】移動基台に装着された研削手段の原点位置を検出する際に、原点位置検出センサーの脱落等に起因して移動基台に装着された研削手段が暴走するのを防止する。
【解決手段】研削手段の原点位置を検出する際には、研削送り手段のサーボモータを逆転駆動し研削手段が装着された移動基台を離反規制位置検出手段に達するまで上昇移動して離反規制位置に位置付けた後、サーボモータを正転駆動して移動基台を離反規制位置から下降移動し、原点位置検出センサーが遮光信号を出力した場合には原点位置調整工程を実施し、移動基台の下降移動時において移動量検出手段からの検出信号に基づいて移動基台の移動量が離反規制位置から原点位置までの距離に達しているにも拘わらず原点位置検出センサーが遮光信号を出力しない場合には表示手段に異常表示するとともに、研削送り手段の該サーボモータを停止する。
(もっと読む)
ばね研削装置及びばね研削方法
【課題】圧縮コイルばねのコイル長を従来より容易に一定値に集束させることが可能なばね研削装置及びばね研削方法を提供する。
【解決手段】本発明のばね研削装置10では、検出コイル長Hが、上限値Ha未満かつ規定中間値Hbより大きい場合は、砥石昇降用モータ14A,14Bにより特定補正量Jだけ砥石端面間距離Lが狭められると共に、検出コイル長Hが、規定中間値Hb未満である場合は、砥石端面間距離Lの現状が維持される。つまり、検出コイル長Hの増量分が一定の基準量(特定補正量J)に到達するまでは現状を維持する一方、到達したらその基準量に略等しい増量分を0にリセットするように砥石端面間距離Lを補正し、その補正方向は砥石端面間距離Lを狭くする方向のみとなる。これにより、ワーク90のコイル長を従来より容易に一定値に集束させることが可能になる。
(もっと読む)
超音波加工方法およびその装置
【課題】加工開始時から高い加工速度で安定した加工を行うことができる超音波加工方法を提供する。
【解決手段】超音波振動が付与された工具を前進させて工具の先端部により被加工物の加工が開始され(T1)、工具の先端部が被加工物の表面から所定の微小深さD1にまで到達すると(T2)、工具が所定の後退量D2だけ後退して工具の先端部が被加工物の表面から離れ(T3)、次に、工具が所定の前進量D3だけ前進して被加工物の加工が進行し(T4)、以降、工具の先端部が被加工物の表面から予定していた加工深さに到達するまで、所定の後退量D2の後退と所定の前進量D3の前進が繰り返される。
(もっと読む)
研磨装置及び研磨方法
【課題】生産性を低下することなく、研磨後の膜厚の目標値からのずれ量を小さくし、高精度な研磨を行う。
【解決手段】複数の基板Wにおける被処理膜の初期膜厚を測定する初期膜厚測定手段6と、初期膜厚の測定結果に基づき、各基板間の被処理膜の初期膜厚差が所定値以下となるように複数の基板を並べ替えるソート手段10と、並べ替えられた複数の基板の被処理膜を1次研磨する第1研磨手段14と、研磨後の被処理膜の膜厚を測定する研磨後膜厚測定手段15と、測定した初期膜厚と研磨後の被処理膜の膜厚、及びその時の研磨時間に基づき1次研磨における研磨レートを算出し、更に算出した研磨レートと次に1次研磨する基板の初期膜厚、及び研磨後の被処理膜の膜厚の目標値に基づき研磨時間を算出し、該研磨時間を次に1次研磨する基板の研磨時間としてフィードバックする制御を初期膜厚の厚さ順に逐次行う制御手段20と、を備える。
(もっと読む)
研削方法および研削盤
【課題】簡便な構成により研削状態もしくは砥石成形状態においても短時間に砥石車の外径を計測可能とすることで、安価に研削盤の稼働率を向上させる、研削方法または研削盤を提供する。
【解決手段】コア71の外周に砥石層72を備えたコア型砥石車を用いて、超音波を研削液20を介して砥石層72に超音波センサ14より出力し、砥石層72の表面からの反射波とコア71の外周表面からの反射波の到達時間差と砥石層72の音速から砥石層72の厚さを演算する超音波計測装置制御部34を用い、計測した砥石層72の厚さとコア71の外径から算出される砥石車7の外径に基づき研削工程および砥石成形工程を制御する。
(もっと読む)
研削装置
【課題】表面に凸部が形成されたウェーハであっても、研削前の保持テーブルへの吸引保持が行われていることを確認することができる研削装置を提供する。
【解決手段】ウェーハ(ワーク)1の内側1bに対応する部分を吸着する内部吸引部22と、内部吸引部22を囲繞しウェーハ1の外側1aを吸着する外部吸引部23と、内部吸引部22に吸引力を発生させた際の圧力を測定する圧力測定器24とを有する保持テーブル21とする。保持テーブル21にウェーハ1を設置した後、内部吸引部22および外部吸引部23に吸引力を発生させる前に、内部吸引部22のみに吸引力を発生させ、圧力測定器24により測定される圧力が所定の閾値の負圧を検出した際は研削可能と判定し、該所定の閾値の負圧を検出しない場合は研削不能と判定する。
(もっと読む)
研磨終点検出装置、及び研磨終点検出方法
【課題】研磨中のウェハからの光反射率の絶対量に変化が生じたり、スラリーがウェハ表面に介在してノイズが混入しても、研磨終了点を正確に検出できるようにする。
【解決手段】図は、分光スペクトルにおける波形の節の波長変化を時間軸に対してプロットした特性図である。この波長変化のプロットに対して、予め設定した近似線、例えば、y=−at+bの一次式で近似した近似線を描く。尚、yは波長、tは研磨時間、a,bは定数である。そして、近似線が任意の波長に達したタイミングを研磨終了点とする。例えば、分光スペクトルの波長が510nmに達した時刻(研磨開始時点からの時刻)110secを研磨終了時刻として予測する。このようにして、近似線を用いることにより、研磨中のウェハの膜厚むらの有/無に関わらず、ウェハの膜厚変化に対する波長のシフト量からウェハの研磨終了時刻を正確に予測することができる。
(もっと読む)
磁気ディスク用基板の製造方法
【課題】1μmより小さい精度で磁気ディスク用基板を研磨加工することができる生産性が向上した磁気ディスク用基板の製造方法を提供する。
【解決手段】磁気ディスク装置に用いられる磁気ディスクの磁性膜が設けられる前の磁気ディスク用基板の製造方法であって、圧電材料である水晶部材を切断する切断工程と、前記水晶部材が切断され形成された水晶板の側面を研削する側面研削工程と、前記水晶板に貫通孔を形成する貫通孔形成工程と、前記水晶板の両主面を研磨する第一の研磨工程と、前記水晶板の両主面を研磨する第二の研磨工程と、を備えており、前記第一の研磨工前後の前記水晶板の周波数を測定し前記第二の研磨工程での研磨量を決定することを特徴とする。
(もっと読む)
切削ウォームのねじ山間隙にドレッシング工具をセンタリングするための装置ならびに方法
【課題】ドレッシング工具のセンタリングを自動的に行い大幅に時間短縮することを可能とする方法並びに装置を得る。
【解決手段】ドレッシング工具(27)を予備センタリングするために軸方向の移動を伴わずに放射方向の装入によって回転する切削ウォーム(11)の周囲部と接触させるとともに切削スピンドル(16)の音響センサの信号および回転角度センサ(18)を使用してねじ山間隙(36)の横断が開始または終止する切削ウォーム(11)の回転角度位置を検出する。次に、ねじ山間隙(36)内に装入されるドレッシング工具(27)を正確にセンタリングするために軸方向の移動によって左右のフランク(38,39)と接触させ、この際音響センサ信号によって予め設定可能な信号レベルを超過した際に軸方向の装入を停止するとともに、ここで到達したドレッシング工具(27)の接触位置から切削ウォームのねじ山間隙(36)の正確な中央を計算する。
(もっと読む)
円筒研削盤
【課題】円弧運動の切込みを行う円筒研削盤の数値制御演算を簡易なものにする。
【解決手段】第一線f1回りにワークを回転される主軸23と、第二線f2回りに回転する砥石軸42と、縦向き支持軸12a、12bと、主軸23を縦向き支持軸12a回りへ揺動自在に支持する軸支持手段102を備えている。ワーク切込駆動手段105は、縦向き支軸66中心に水平面内で揺動し、縦向き支軸66から軸支持手段102のある一点との間の距離を設定する。
(もっと読む)
ワーク加工装置及び方法
【課題】2つの撮像装置を用いて効率的にワークのアライメントを実行可能なワーク加工装置及び方法を提供する。
【解決手段】回転刃23は、Y方向及びZ方向に移動自在である。θテーブル40の上面のワーク10は、X方向及びY方向と平行な平面内で回転可能かつX方向に移動自在である。撮像装置90L,90Rは、X方向に関して回転刃23を挟んで反対側に位置する。撮像装置90L,90Rの光軸は、Y方向に関して回転刃23から同じ側に所定距離だけずれた各位置でワーク10の存在平面と交差する。切断時のワーク10の移動ストロークの前後でワーク10の左右の切断マークを撮像装置90L,90Rでそれぞれ撮像する。撮像画像に基づき、ワーク10のY方向移動量及びθ方向位置補正量を演算する。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、平行度に優れる磁気記録媒体用ガラス基板の提供を目的とする。また、平行度に優れる磁気記録媒体用ガラス基板を高い生産性で研磨するガラス基板の研磨方法、および該研磨方法を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の両主平面を研磨する研磨工程において、ガラス基板の両主平面を同時に研磨したときの両面研磨装置の上定盤の内周端側で測定した表面温度tp1と外周端側で測定した表面温度tp2との差Δtp(tp1−tp2)の絶対値が3℃以下であることを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
ウェーハの面取り装置
【課題】複数の加工テーブルで並行してウェーハを面取り加工し、スループットを向上させるとともに、砥石の総数を抑えて装置全体のコストやサイズを低減させ、維持管理も容易であるウェーハの面取り装置を提供する。
【解決手段】ウェーハ1を戴置する複数の加工テーブル2と、上記ウェーハ1の周縁部を面取りするための複数種類の加工工程にそれぞれ対応した異なる加工特性を有する複数の砥石3、4、5、6と、上記各砥石3、4、5、6をそれぞれ上記加工テーブル2間で移動させる砥石移動手段とを有し、上記各砥石3、4、5、6が、それぞれ一つの加工テーブル2に接近してウェーハ1を面取り加工し、次いで他の加工テーブルに順次移動して加工することを繰り返すことにより、複数の上記ウェーハ1、…1を上記複数の砥石3、4、5、6が同時並行して面取りする。
(もっと読む)
研磨方法
【課題】ワークの厚みを目標仕上げ厚みに高精度に研磨すること。
【解決手段】ワークの露出した被研磨面からワークの厚みを測定し(ステップS1)、ワークの被研磨面の全面に研磨パッドを押し当てて所定時間ワークの被研磨面を研磨し(ステップS2)、被研磨面の一部が露出した状態でワークの露出した被研磨面からワークの厚みを測定し(ステップS3)、ステップS1の処理によって得られたワークの厚みとステップS3の処理によって得られたワークの厚みとによって研磨量を算出すると共に、ステップS1の処理における研磨時間に基づいて研磨の経過時間に対するワークの厚み変化を求め(ステップS4)、ステップS4の処理で求めた研磨の経過時間に対するワークの厚み変化と目標仕上げ厚みとに基づいて研磨時間を設定してワークの被研磨面の全面にステップS1と同等の圧力で研磨パッドを押し当ててワークの被研磨面を研磨する(ステップS5)。
(もっと読む)
ワーク磨き装置
【課題】円筒形状または円柱形状のワークの磨き作業が行え、1台の装置でボルトとナットの両方の磨き作業が行えるワーク磨き装置を提供することにある。
【解決手段】本発明に係るワーク磨き装置10は、略円筒形状または略円柱形状のワークを保持し回転駆動されるチャック161と、ワークの内周面または外周面に接触してその表面を磨くブラシ本体132と、ブラシ本体132をワークの内周面または外周面に押圧させるブラシ押圧用シリンダー208と、ブラシ本体132をワークの高さ方向に移動させるブラシ昇降用シリンダー206と、を備えるものである。
(もっと読む)
切削装置
【課題】切削ブレードを支持するフランジの端面を適切かつ自動的に研削して端面修正作業を行う。
【解決手段】被加工物を保持する保持テーブルに研削砥石73を有する端面修正治具7を位置決めして配設し、切削手段のフランジ341の端面341aと研削砥石73との少なくともX方向及びZ方向の相対位置を記憶部11が記憶し、制御部10による制御の下で、端面341aと研削砥石73との少なくともX方向及びZ方向の位置関係を調整した後に、端面341aと研削砥石73とをY方向に接近させて端面341aと研削砥石73との接触を該検出部が検出することによってY方向の端面修正開始位置を決定することにより、自動で適切な端面修正作業を遂行することができる。
(もっと読む)
切削加工装置
【課題】加工効率を低下させることなく高精度にワークに形成される溝の深さを制御できる切削加工装置を提供する。
【解決手段】分割予定ラインLに形成された加工溝9の断面形状をワークWの外周側面側から撮像する撮像手段8を備え、撮像手段8で撮像した加工溝9の断面形状から取得したワークWへの切削ブレード30の切り込み量に基づいて、後に加工する分割予定ラインへの切り込み量を制御することにより、所望深さの加工溝を高精度に形成する。また、一本の分割予定ラインLを加工して加工溝9を形成した後、後の分割予定ラインの切削開始位置に切削ブレード30を位置づけるまでの間に加工溝の深さを認識して切削ブレードの切り込み量を調整しなおすことができるため、加工効率を低下させることがない。
(もっと読む)
切削装置
【課題】 ワークの全加工領域において均質な研削面を得ることのできる簡易な構成の研削装置を提供すること。
【解決手段】 回転駆動機構(モータ)により回転駆動される砥石(ホーニングヘッド)を、その回転軸に沿って往復移動させる往復移動機構(モータ)を備え、往復移動される砥石の転向点近傍における当該砥石の移動速度Vhの変化に応じて砥石の回転速度Vθを減速制御する回転速度制御手段(制御ユニット)を備える。そして砥石の移動速度に見合う回転速度(周速度)まで減速制御し、移動速度がゼロになると回転速度もゼロすることで、砥石の往復移動速度と回転速度(周速度)との関係を完全同期させ、これによってクロスハッチ線の交差角をワークの全加工領域において一定化する。
(もっと読む)
61 - 80 / 349
[ Back to top ]