
Fターム[3C039AA01]の内容
Fターム[3C039AA01]の下位に属するFターム
Fターム[3C039AA01]に分類される特許
1 - 20 / 22
圧潰前処理用切断機
【課題】 ストリンガ材と環状のフレーム材とを主な構造とするセミモノコック構造であっても、良好に圧縮させることができる圧潰前処理用切断機を得る。
【解決手段】 長手軸に沿って複数並設された環状のフレーム材と、隣接するフレーム材を連結する複数のストリンガ材と、フレーム材とストリンガ材とを覆う外板材とで構成されるセミモノコック構造の金属スクラップ材の圧潰処理を行う前処理用の切断機であって、フレーム材の環を塑性変形するフレーム材変形手段を備えるもの。
(もっと読む)
切断クランプ装置を備えた切断機

【課題】切断時の棒材の跳ね上がりを防止し、切断精度を向上させた切断クランプ装置を備えた切断機の提供。
【解決手段】本発明の切断クランプ装置を備えた切断機は、送り出された棒材7を切断する固定刃5と移動刃6を有し、固定刃と移動刃とのせん断力で切断する構成の切断機である。切断機に着脱可能に基台4を設ける。この基台に刃部5aが反転交換可能な固定刃5とこの固定刃に相対して移動する移動刃6を設ける。棒材を切断するとき、棒材の固定刃側の反対側を押圧するための押圧部材12を、棒材を挟んで、固定刃に対向するように設ける。この押圧部材12はレバー11の揺動で上下方向に揺動し油圧シリンダ16の駆動で切断時に棒材7を押圧しクランプする。
(もっと読む)
アモルファス鉄心製造方法及び製造装置
【課題】
アモルファス鉄心製造工程のひとつであるアモルファスシート材の切断工程において、切断回数や重ね合わせ枚数が増えることによって切断刃である上刃と下刃が摩耗して切断に支障をきたしていた。
従来は、摩耗した上刃と下刃を取外し、研磨した後、再び上刃と下刃を取り付けていたが、研磨した量によって切断刃の厚みが薄くなり、上刃と下刃のクリアランスが広くなっていった。このクリアランスを修正すべくスペーサを入れるなどして適正なクリアランス量に調整する必要があり、調整作業に多くの時間を要していた。
【解決手段】
本発明は、切断装置において、上刃と上刃を固定する上刃固定板と、下刃と下刃を固定する下刃固定板とを有し、上刃は上刃固定板に外側よりボルトで締め付け固定し、下刃は下刃固定板に上刃の取り付け方向と逆方向に外側よりボルトで締め付け固定して取り付けることを特徴とする。
(もっと読む)
コイルカッティングツール及びその方法
【課題】補修及び保守管理のための取り外しを容易にするために巻線終端部のようなコイルを切断する工具及び方法を提供すること。
【解決手段】電動機械におけるコイルを切断するためのツール(10)及び方法が開示される。1つの実施形態において、ツール(10)は、遠位端上に刃先(15)を有するブレード(12)を含む。ブレード(12)は、近位端上で複動油圧シリンダ(14)に作動可能に接続される。ツール(10)は更に、複動油圧シリンダ(14)に結合されて且つこれから遠位方向で長手方向に延びる少なくとも1つのガイドアーム(16)を含み、該少なくとも1つのガイドアーム(16)は、ブレード(12)と並んで配置されてブレード(12)の経路に平行に延びる。
(もっと読む)
金属製ゴルフクラブヘッドの製造方法とその製造方法で製造された金属製ゴルフクラブヘッド
【課題】 所要の高さ、幅ならびに長さを有する鉄塊から切削加工によって全番手の金属製ゴルフクラブヘッドを製作することができる製造方法と、その製造方法で製造された金属製ゴルフクラブヘッドの提供を図る。
【解決手段】 所要の高さ、幅ならびに長さを有する鉄塊を、切削加工機にチャッキングするチャッキング工程と、該鉄塊を切削加工機で三次元切削加工する切削工程と、前の切削工程で残された突起部を除去する仕上げ工程と、で構成される金属製ゴルフクラブヘッドの製造方法であって、一つの鉄塊から切削加工によって全番手の金属製ゴルフクラブヘッドを製作することができる製造方法と、該鉄塊が、鋳造、鍛造又は、押し出し加工のいずれかの方法で所定形状に形成されるクラブヘッド単位の金属製ブロックである製造方法と、その製造方法で製造された金属製ゴルフクラブヘッドから成る手段を採る。
(もっと読む)
テーラードブランク材の製造方法
【課題】突き合わせて接合する二枚のブランク材同士の隙間を溶接線方向にわたり均一化し、溶接線が曲線状の場合であっても溶接精度・品質を確保できるテーラードブランク材の製造方法を提供する。
【解決手段】切端材S1,S2分の切り代を見込んである二枚のブランク材P11,P12を予め用意し、溶接時における突き合わせ部位の両側で切端材S1,S2分の切り代だけ互いにオーバーラップするように重ね合わせた状態で上記突き合わせ部位に相当する部分を切断線8としてブランク材P11,P12を同時に切断する。切端材S1,S2を除いた切断後のそれぞれの板材P1,P2の切断線8に相当する切り口3,4同士を突き合わせて、当該突き合わせ部位を溶接線としてレーザ溶接を施す。
(もっと読む)
鋼板せん断装置
【課題】尾端せん断後のシャー下刃上の尾端クロップ残りの有無を確実に検出することができ、尾端クロップ残りに適切に対処することができる鋼板せん断装置を提供する。
【解決手段】鋼板1を搬送する鋼板搬送手段と、シャー上刃8とシャー下刃9とを有してシャー下刃9に対してシャー上刃8が下降して搬送された鋼板1をせん断するシャー3と、シャー3によりせん断された尾端クロップをスクラップコンベア4へ蹴り落すキッカ5とを備える鋼板せん断装置において、シャー下刃9の上部を左右に横切るエリアビームで監視するエリアセンサ10と、エリアセンサ10の出力結果に基づきシャー下刃9上の尾端クロップ残りを検出する検出手段とを備える。
(もっと読む)
切断装置
【課題】間欠的に順送される板状体を、切断片が生じ無いように切断できる切断装置を提供する。
【解決手段】所定方向に間欠的に順送される板状体10を送り方向に切断し、複数枚の幅狭の帯状材を形成する切断装置30において、板状体10の上面側に配置される上刃42と、上刃42に対して噛み合うように、板状体10の下面側に配置される下刃44と、板状体10の切断時に、上刃42と下刃44とを噛み合わせるように、上刃及び下刃の少なくともいずれか一方を駆動させる駆動手段47,58とを具備し、上刃42と下刃44とが、板状体10の送り方向の下流側においては常に噛み合うように配置され、板状体の送り方向の上流側においては切断時に噛み合うように配置されている。
(もっと読む)
剪断加工装置及び剪断加工方法
【課題】簡単な機械的構成によって、一対の剪断端面の平行度に優れた鋼板材を繰り返し製造することができる剪断加工装置及び剪断加工方法を提供すること。
【解決手段】剪断加工装置1は、長尺状の帯状鋼板80を所定量送り出して剪断加工することにより、所定長さの鋼板材8を繰り返し製造する。剪断加工装置1は、下流側素材部分81に形成された複数の基準穴83A内にパイロットピン5を挿入配置し、下流側素材部分81を下流側パンチ21及び下流側ダイス22によって挟持すると共に、上流側隣接部分82を上流側パンチ31及び上流側ダイス32によって挟持した状態において、複数の打抜きパンチ4によって上流側隣接部分82に次の複数の基準穴を形成し、次の複数の基準穴を形成したときの状態を維持して、下流側パンチ21及び下流側ダイス22と上流側パンチ31及び上流側ダイス32とを相対移動させるよう構成してある。
(もっと読む)
塗装鋼板のせん断加工方法
【課題】塗装鋼板にせん断加工を施す際、被加工板が比較的厚い塗膜を有する塗装鋼板であってもエナメルヘアの発生を抑制したせん断加工方法を提供する。
【解決手段】ダイ上に載置した塗装鋼板にパンチを押込んでせん断加工を行う際に、先端にコーナーRが付された予備パンチを押付けてせん断部位の塗膜厚を薄くした後にせん断用パンチを押込む。
材料の内側をせん断加工する場合には、前記予備パンチ及びせん断用パンチとして先端の平面部に凹部が形成されるものを用いる。
(もっと読む)
押切プレス
【課題】切断刃を駆動する油圧シリンダやその給油配管から油が漏れても、テーブルに載せられたスポンジチタンに油が滴下し難いようにすることである。
【解決手段】左右一対の油圧シリンダ8を、スポンジチタンSが載せられたテーブル2よりも左右外側に配置することにより、切断刃7を駆動する油圧シリンダ8やその給油配管から油が漏れても、テーブル2に載せられたスポンジチタンSに油が滴下しないようにした。
(もっと読む)
面取り切断装置
面取り切断装置が記載される。面取り切断装置は、取付けブラケットと、取付けブラケットに堅く取り付けられた電磁石と、電磁石に磁気的に結合された保持/解放アームと、保持/解放アームに堅く取り付けられた面取り面形成具とを含み、面取りカッターは、それぞれが面取り点で終端する2つの屈曲梁を備え、刃は取付けブラケットに堅く接続され、かつ面取り点の間に位置付けられる。かかる面取り切断装置を組み込んだディスペンサ、及び面取り切断方法もまた記載される。 (もっと読む)
ビレット切断装置
【課題】切断性能を高く維持でき、大形化した切断機であっても隙間調整が容易に行えるビレット切断装置を提供する。
【解決手段】可動刃4を取付けた可動刃ブロック6をピストンロッドに取付けた油圧シリンダ3と、固定刃2および油圧シリンダ3を固定している左右のフレーム1と、可動刃ブロック6のガイド機構とを備えており、ガイド機構が、左右のフレーム1にそれぞれ形成されたガイド孔7と、可動刃ブロック6に、ガイド孔7に臨むように側方に突出した左右の摺動部8と、摺動部8とガイド孔7との間に設けられた、固定ライナー23と、クサビ形の可動ガイド15およびクサビ形の固定ガイド11からなるウエッジ型ガイド体10と、可動ガイド15を固定ガイド11に対し押し込む押しボルト21を用いた押し型隙間調整機構20と可動ガイド15を固定ガイド11から引き出す引きボルト31を用いた引き型隙間調整機構30からなる。
(もっと読む)
せん断端面の耐食性に優れるフェライト系ステンレス鋼板のせん断方法
【課題】耐食性処理を行わず大気環境中で使用されるフェライト系ステンレス鋼板のせん断端面の耐食性を向上させるせん断加工方法を提供する。
【解決手段】C:0.02%以下、Si:0.05〜0.8%、Mn:0.05〜1.0%、P:0.04%以下、Al:0.1%以下、Cr:20〜24%、Cu:0.3〜0.8%、Ni:0.05〜6.0%およびN:0.02%以下を含み、かつS:0.001〜0.1%を含有し、フェライト相の平均結晶粒径を5μm以上25μm以下とし、かつ鋼中に0.05μm以上〜1μm以下の粒径のMnSを1cm2当たり50〜400個存在させるフェライト系ステンレス鋼板のせん断加工時のクリアランスを12%以下とする。
(ここで、クリアランス(%)=(x/d)×100、x:刃と台の隙間(mm)、d:鋼板の厚み(mm))
(もっと読む)
厚鋼板の剪断方法及び剪断設備
【課題】厚鋼板の剪断方法および装置を提供する。
【解決手段】厚鋼板の剪断予定位置を深さ2mmまで表層焼入れして、硬化させた後、剪断刃を当て剪断を行う。表層焼入れ装置とマーキング装置とマーキング位置検出装置と搬送装置と剪断機を具備した厚鋼板の剪断設備であって、前記表層焼入れ装置は厚鋼板の剪断予定位置に表層焼入れを施し、前記マーキング装置は表層焼入れされた前記剪断予定位置にマーキングを施し、前記マーキング位置検出装置はマーキングが施された前記剪断予定位置を検出し、前記搬送設備は前記マーキング位置検出装置からの検出信号をもとに前記厚鋼板の剪断予定位置を前記剪断機の剪断位置まで搬送する。
(もっと読む)
薄板鋼板のシャーリング方法及びプレスシャー装置
【課題】厚板鋼板用プレスシャーにて、4.5mm以下の薄板(特に上刃と下刃のクリアランス以下の薄板)を切断する方法および装置を提供すること。
【解決手段】薄板同士または薄板と厚板をプレプレス装置(13)によって圧接させて数枚の薄板を厚板状(10a)にして、厚板鋼板用プレスシャー装置(11、12、13、15、16、17、18、19)にて切断する。圧接させるための薄板を事前に重ねるための板重ね手段(14)を備える。
(もっと読む)
ダウンカット式クロップシャーおよび上刃材
【課題】厚鋼板の切断に好適なダウンカット式クロップシャーおよび上刃材を提供する。
【解決手段】上刃を有する上刃材を取り付けた上刃ホルダーと下刃を有する下刃材を取り付けた下刃ホルダーを有し、上刃ホルダーを鉛直方向に下降させ、下刃ホルダーは固定して厚鋼板を剪断するダウンカット式クロップシャーにおいて、上刃材は刃幅方向の互いに隣接しない2本の稜に、または、刃幅方向の中心を通り切断面に垂直な直線を軸として点対称となる2本の稜に上刃を有し、上刃ホルダーに取り付けた際、剪断に使用する側の刃元側のレーキ角が刃先側のレーキ角より大きく、上刃ホルダーと上刃材は、上刃材の2本の稜に設けられた刃が順次使用可能なようにボルト結合されている。また、刃の形状を、刃幅方向に屈折点を挟んで連続する複数の直刃からなるものとし、上刃ホルダーに取り付けた際、刃元側から刃先側に逐次直刃のレーキ角が小さくなる上刃材を用いる。
(もっと読む)
鋼帯先側サイドカット装置
【課題】装置の構造が簡単で設備費用の低減およびメンテナンスが容易になるとともに、上、下に設けた鋼帯の搬送路にそれぞれ設置でき、鋼帯のカット時のみ鋼帯を支え通板中は鋼帯に接触しない鋼帯先側サイドカット装置を提供する。
【解決手段】鋼帯連続処理設備11の入り側に設けられ、先行鋼帯13の尾端と先行鋼帯13より幅広の後行鋼帯15の先端とを溶接接合する前段で、後行鋼帯15の先端領域の両側をカットして除去する鋼帯先側サイドカット装置10において、後行鋼帯15の幅に応じてその幅を調整して後行鋼帯を支える鋼帯支持手段24と、鋼帯支持手段24で支えられた後行鋼帯15に両側から接近し、後行鋼帯15の先端領域の両側を挟んでカットするカットシャー25を備えた切断手段26とを有する。
(もっと読む)
切断装置
【課題】鋳造品本体から突出し、鋳造品本体を加工するとき余剰となる方案部等の余剰部分を切断する従来の切断装置が、その構造が複雑化するという課題を解決する。
【解決手段】鋳造品本体10から突出する方案部12を切断する三枚の切断刃18a,18b,18cから成る切断刃群18と、方案部12を所定位置に支持する支持手段16と、支持手段16で支持された方案部12と鋳造品本体10との間が切断刃群18で切断されるように鋳造品本体10を切断刃群18方向に移動するダイ14とを具備する切断装置であって、切断刃群18を構成する切断刃18a,18b,18cが、その各々の切先が同一方向を向くように側面側が密着されて積層され、且つ切断刃群18の各切断刃は、最下層の切断刃18aで切断された切断面よりも鋳造品本体10側を上層側の切断刃で順次切断できるように、切断刃18aの切先に対して、上層側の切断刃ほど、その切先が前記切断箇所から離れる方向に離間して設けられている。
(もっと読む)
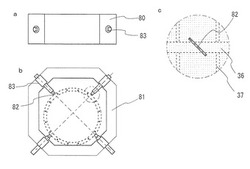
シート金属ストリップを溶接結合する装置
【課題】溶接均質性を可能とし且つ例えば溶接破壊のためにシート金属ストリップの停止の危機を減少させるために、シート金属ストリップの結合の精度を改良できる結合装置を提供すること。
【解決手段】この発明は、シート金属ストリップ(B)をレザー溶接結合する装置(0)は、少なくとも主フレーム(1)と;結合するシート金属ストリップ(B)を溶接するためにレザービームの発生器から成るレザー溶接ユニットと;シート金属ストリップ(B)を固定するために前記フレーム(1)により保持されたクランプユニット(3)と;結合するシート金属ストリップ(B)の頭部と末尾を剪断する剪断ユニット(C)とから成る。この剪断ユニット(C)がブレードホルダーに固定された上ブレードと、上ブレードと比較して移動して且つシート金属ストリップ(B)を剪断するのに適した下ブレードとから成り、剪断ユニット(C)が前記フレーム(1)に固定された前記ブレードから成る結合構造(6)から成り、前記溶接頭部がブレードホルダーと下ブレードの間に移動している。 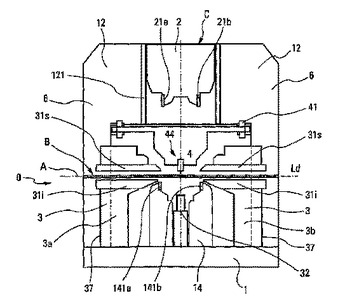 (もっと読む)
(もっと読む)
1 - 20 / 22
[ Back to top ]