
Fターム[3C049AA09]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の構造、材料 (641)
Fターム[3C049AA09]に分類される特許
201 - 220 / 641
アイススケート靴用刃研磨装置
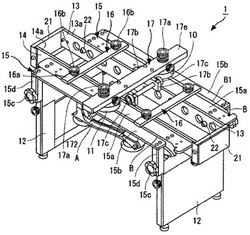
【課題】熟練を必要としないで、ロック形状を狂わさずに刃部のエッジ部分に角を付ける研磨を行い得るアイススケート靴用刃研磨装置を提供する。
【解決手段】架台12に、上端面13a,14aがロック形状となっているテンプレート13,14と、刃部Bを上向きにしてかつテンプレート13,14に平行に並ばせて挟持しうる刃部挟持手段15とを備えている。刃面高さ位置合わせ手段16をテンプレート13,14上に載せて固定し、刃部挟持手段15により挟持される刃部Bの刃面B1を下から当接してテンプレート13,14の上端面13a,14aに対応する高さに位置合わせする。刃面高さ位置合わせ手段16を外し、研磨手段17をテンプレート13,14上にセットし、砥石10,11の高さ調整し必要な研磨代を設定する。研磨手段17をテンプレート13,14の上端面13a,14aに倣いつつ人力により移動し刃面B1を研磨する。
(もっと読む)
研磨加工方法および研磨加工装置

【課題】研磨加工面の一部に曲率半径が小さな凹部を有する被加工物でも、研磨加工面の全体を安定して精度良く均一に研磨加工することが可能な研磨加工技術を提供する。
【解決手段】円環形状の弾性体6aからなる加工作用部6bを備えた研磨工具6を用い、被加工物1の主軸回転軸Aと、研磨工具6の工具回転軸Bとが、被加工物1の研磨加工面1aの研磨加工点kにおける傾斜角α(x)(接線の傾き)から所定の角度β(x)を減算して得られる研磨角度θとなるように制御し、円環形状の加工作用部6bが三日月形状の領域で部分的に研磨加工面1aに接触するようにして、研磨加工面1aの一部に曲率半径が小さな凹部を有する被加工物1でも、研磨加工面1aの全体を安定して均一に研磨加工することを可能にした。
(もっと読む)
加工バリ取り方法及びベルト式加工バリ取り装置
【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り方法及びベルト式の加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送される板状のワークWの表面Waに、ワーク搬送方向と交差する方向に延在する研磨ローラ32A及びテンションローラ38Aに巻き掛けられて循環走行する無端帯状の研磨ベルト41Aを、研磨ローラ32Aによって摺接させてワークWの加工バリWeを除去する際に、研磨ベルト41Aを研磨ローラ32Aの周面32Aaに沿ってその研磨ローラ32Aの軸方向に往復動を付与する。搬送されるワークWの表面Wa側に突出する加工バリWeに対して研磨ベルト41Aが当たる方向が逐次多方向に変化し、加工バリWeが研磨ベルト41Aにより擦られてワークWから加工バリWeが確実に除去される。
(もっと読む)
磁気粘弾性流体仕上げを使用して光学素子を処理する為の方法及びシステム
光学素子を仕上げ処理する方法は、上記光学素子と重なる複数の基準を有する光学マウント内に上記光学素子を取り付けるステップと、上記光学素子と上記複数の基準の為に第1計量マップを取得するステップとを含む。また、この方法は、複数の基準を伴わずに光学素子の為に第2の計量マップを取得するステップと、上記第1計量マップと上記第2計量マップとの間の差異マップを形成するステップと、上記第1計量マップと上記第2計量マップとを整列させるステップとを含む。上記方法は、上記異なるマップを使用して上記第2計量マップ上に数学的基準を配置し、第3計量マップを形成するステップと、上記第3計量マップを上記光学素子に関連付けるステップとを更に含む。さらに、上記方法は、上記光学素子をMRFツール内の取付け具に取り付けるステップと、上記取付け具に上記光学素子を位置決めするステップと、上記複数の基準を除去するステップと、上記光学素子を仕上げ処理するステップと、を含む。 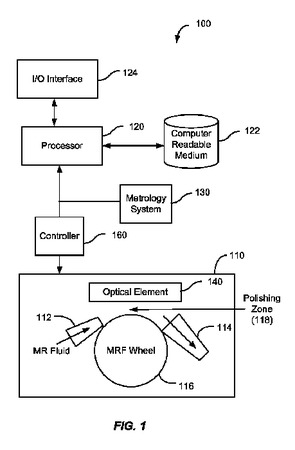 (もっと読む)
(もっと読む)
銅張配線基板の分割方法
【課題】一次銅張配線基板から小面積の二次銅張配線基板を効率よく得るようにする。
【解決手段】芯板(2)の両面に銅箔(3a,3b)が固着されてなる一次銅張配線基板(1−1)を多数積み重ねて一次重ね基板(A)を形成し、該一次重ね基板(A)を回転カッタ(7)により複数に切断することにより、小面積の二次銅張配線基板(1−2)が多数積み重った二次重ね基板(B)を形成し、外周に可撓性のブラシ材を有する回転ブラシを設け、該回転ブラシにより前記二次重ね基板(B)の切断端面を研削して各二次銅張配線基板(1−2)を上下に分離する。
(もっと読む)
表面処理装置
【課題】表面処理により生じた切屑などを簡単な構成で回収するとともに、処理対象の形状に関わらず効率良く処理できる表面処理装置を提供する。
【解決手段】表面処理装置10は、回転ブラシ22を備えたワークスペース20,モータ収納部40,回収部80により構成される。回収部80には、回転ブラシ22の後方に配置されたフィルタ94と、底面側に設けられた回収トレー84が着脱可能に保持され、上面カバー98には通気孔100が形成されている。回転ブラシ22の後方には、上面カバー98とフィルタ94の間を塞ぐ遮蔽板99が設けられる。回転ブラシ22にワークを押し当てると、表面処理によって生じた切屑は、回転ブラシ22の回転によって生じた気流に乗り、大きなものは回収トレー84に落下する。一方、細かい切屑は、吹き上げられた気流がフィルタ94を通過する際に分離し、回収トレー84に落下する。
(もっと読む)
研磨加工方法
【課題】被加工物の回転中心部におけるヘソの発生を防ぐ。
【解決手段】非球面形状をもつ被加工物を回転させながら研磨工具を圧接させ、被加工物の回転中心を通る走査線に沿って走査させることで被加工物を研磨加工する研磨加工方法において、まず、ダミーワークを用いて工具の単位時間当りの除去形状を取得する。目標除去形状と、工具の単位除去形状とに基づいて工具の滞留時間分布を計算し、工具の走査速度を制御する。ダミーワークは、被加工物の回転中心部の曲率半径と同じ曲率半径をもつ球状面を有し、この球状面を研磨加工することによって工具の単位時間当たりの除去形状を取得する。
(もっと読む)
眼鏡レンズ加工装置及び該装置に使用されるヤゲン加工具
【課題】 簡単な構成で、後面ヤゲンに連結するヤゲン肩のコバを薄くでき、コバのエッジの尖りを軽減できる眼鏡レンズ加工装置等を提供する。
【解決手段】 眼鏡レンズを保持するレンズチャック軸と、該レンズチャック軸に保持された眼鏡レンズの周縁にヤゲンを形成するヤゲン加工具と、を備える眼鏡レンズ加工装置において、前記ヤゲン加工具は、レンズ後面側のヤゲンを形成する第1加工部位と後面側ヤゲンに連結するヤゲン肩を形成する第2加工部位とを持ち、前記第2加工部位は、第1加工部位との境界点を始点として第2加工部位の終点に至るまでに、前記境界点を通って前記レンズチャック軸の軸線に平行な線からの距離ynが徐々に増加すると共に、距離ynの増加率が終点に行くにしたがって少なくとも2段階で徐々に大きくなっている。
(もっと読む)
硬質脆性板の面取加工方法及び装置
【課題】ディスプレイパネルのガラス基板その他の硬質脆性板の面取加工方法及び装置に関し、チッピングの発生を可及的に抑えながら、より高速で面取加工を行うことが可能な技術手段を得る。
【解決手段】
硬質脆性板の割断面と板面とが交わる部分に形成された鋭い稜線を、当該稜線と平行な砥石軸回りに回転する複数枚の円板砥石を当該稜線と平行に送りながら、当該円板砥石の周面で斜めに削り取る面取加工方法において、稜線を削り取ることによって形成される斜めの面(面取面)と板面との夾角(面取角)を35度〜15度の範囲の角度とし、円板砥石の回転方向を従来とは逆の方向、すなわち回転砥石の周面が面取面を割断面側から板面側へ摺擦する方向の回転とする。
(もっと読む)
半導体ウェーハのエッジを研磨する方法
【課題】実際のエッジの領域中のみならず、前面及び/又は裏面の隣接する領域中でも除去が行われることに対して解決手段を提供し、且つ従来技術の欠点を回避する。
【解決手段】(a)端面が研磨されており、且つラウンドエッジを有する半導体ウェーハを準備すること;(b)中心で回転するチャック上に該半導体ウェーハを固定し、該半導体ウェーハと、チャックに対して傾斜されており、固定砥粒を含有する研磨パッドが適用されている、中心で回転する研磨ドラムとを位置決めし、及び固体を含有しない研磨剤溶液の連続的な供給下で半導体ウェーハと研磨ドラムとを互いに押し付けることによって半導体ウェーハのエッジを研磨することを有する、半導体ウェーハのエッジを研磨する方法によって解決される。
(もっと読む)
研磨パッド
【課題】 特にノッチ部およびその周辺部の研磨に好適で、かつ、製品寿命の長い研磨パッドを提供する。
【解決手段】 研磨パッド1は、空隙率が最も高い中央層2と、空隙率が最も低い外側層3と、空隙率が、前記中央層の空隙率よりも低く、前記外側層の空隙率よりも高い中間層4とを有する。中央層2は、厚み方向中央側に位置し、外側層3は、厚み方向外側に位置し、中間層4は、中央層2と外側層3との間に位置する。
(もっと読む)
半導体ウェハの両面研磨方法
【課題】当該技術分野で公知の仕上げのCMP研磨の前の両面研磨法は、エッジ形状およびナノトポグラフィーの将来的な要求を満たさず、且つ基板直径450mmを有するウェハの加工に適していない。
【解決手段】第一の工程において固定された砥粒を有する研磨パッドを使用して半導体ウェハの前面を研磨し、且つ同時に砥粒を含有しない研磨パッドを用いて半導体ウェハの裏面を研磨するが、その間に砥粒を含有する研磨剤を研磨パッドと半導体ウェハの裏面との間に導入し、引き続き半導体ウェハを反転させ、その後、第二の工程において固定された砥粒を含有する研磨パッドを用いて半導体ウェハの裏面を研磨し、且つ同時に固定された砥粒を含有しない研磨パッドを用いて半導体ウェハの前面を研磨し、砥粒を含有する研磨剤を研磨パッドと半導体ウェハの前面との間に導入することを含む、半導体ウェハの両面研磨方法によって解決される。
(もっと読む)
バリ取り装置
【課題】変速機ケースの内面に形成されるバリ等を適切に除去することが可能なバリ取り装置を提供する。
【解決手段】変速機ケース40の内面に設けられた円環状の加工溝41に形成されたバリを除去するバリ取り装置10である。このバリ取り装置10は、変速機ケース40の内側を変速機ケースの主軸Xに対して平行に出入りする回転可能な軸部1と、軸部1に接続され、軸部1の径方向に移動可能なバリ取り材保持部2と、バリ取り材保持部2により保持され、加工溝41に接触した状態で加工溝41に形成されたバリを除去するバリ取り材3と、を有する。
(もっと読む)
車輪用軸受
【課題】ボール傷の発生を防止し、音響特性と寿命の向上を図った車輪用軸受を提供する。
【解決手段】複列アンギュラ玉軸受で構成された車輪用軸受において、内輪13の内側転走面13aの溝底部近傍に溝底径d1よりも30〜90μmのカチコミ代2δだけ大径に形成されたカウンタ部18が形成され、このカウンタ部18が、内側転走面13aから軸方向に延びる円筒部18aと、この円筒部18aから内輪13の小端面13bに向って縮径するテーパ面18bとで構成されると共に、カウンタ部18と内側転走面13aとの繋ぎ部AがR2.0〜10.0の曲率半径からなる円弧面に丸められ、内側転走面13aと一体に総型の研削砥石によって同時研削されて滑らかに連続して形成されているので、搬送中に振動が加わった時、繋ぎ部Aとボール14が繰り返し接触してもボール14に深い傷が発生するのを防止することができる。
(もっと読む)
電動石突修理器具
【課題】◎、現在利用されている電動鉛筆削り器の機能を応用して、一部構造変更、用途変更し、測量作業時の測点を正確視準する為に、部品名(石突)ピンポールの下部先端に取付られている、尖った部品です。
◎、現在の石突を使用していると突先が丸く太くなり、測量精度が落ちて使用不能になりますので、本発明の金属ヤスリで(石突を削り)修理し再使用すれば、資源の無駄なく経済効果は大きい。
【解決手段】本発明は、現在市販の電動鉛筆削り器を応用し、機能部分の(鉛筆削り部分)構造を改良変更し、金属ヤスリを取付けて、特殊器材(石突の突先を削り修理する)機能に新考案した。
(もっと読む)
半導体装置の製造方法、研磨方法、半導体製造装置及び研磨テープ
【課題】研磨テープの圧力を被研磨面に好適に分散できる半導体装置の製造方法を提供する。
【解決手段】研磨装置1は、スリット33が形成された研磨テープ3の、スリット33を含む所定の範囲AR(2つの案内ローラ13間の範囲)に、ウェハWの主面Waに交差する方向において張力を付与する。そして、研磨装置1は、範囲ARに張力を付与した状態で、研磨テープ3とウェハWの端面Wbとを摺動させて端面Wbを研磨する。
(もっと読む)
旋回軸受およびその軌道溝加工方法
【課題】 複列の軌道溝を有する旋回軸受において、生産性を損なわずコスト的に可能な範囲内で、軸受寿命の長期化が図れる軌道溝間距離の相互差を提示する。
【解決手段】 旋回軸受は、内輪1および外輪2の複列の軌道溝1a,1b,2a,2b間に複数のボール3が介在する。内輪1における複列の軌道溝1a,1b間の距離eiまたは外輪2における複列の軌道溝2a,2b間の距離eoがボール3の直径Dwの1ないし1.7倍であり、かつボールの直径Dwが30mmから80mmであって、前記軌道溝間距離eoと軌道溝間距離eoとの差Δeを5μmないし50μmとする。複列の軌道溝1a,1b,(2a,2b)を、アランダム系の砥石を用いて同時に加工する。
(もっと読む)
研削方法および研削装置
【課題】光学素材の外径の大きさに影響されることなく、高精度に加工する。
【解決手段】光学素材1を保持するワーク軸2に対してツール軸13を傾斜させて配置し、ツール軸13の回転中心軸Aの回りに複数の砥石軸12を介して複数の円筒形砥石11を同一円周上に等間隔に配列し、個々の砥石軸12の回転による円筒形砥石11の自転と、ツール軸13の回転による複数の円筒形砥石11の公転とを組合せ、個々の円筒形砥石11の外陵線部11aの包絡線である砥石外側軌跡23によって光学素材1に凹形状1aを形成する。光学素材1の外径が大きくても、小径の複数の円筒形砥石11を、振動等を生じることなく高速回転させて高精度に研削加工できる。
(もっと読む)
研磨フィルム及びこれを用いた研磨方法
【課題】スクラッチの発生を抑えた、平滑性の高い仕上げ研磨が可能となる研磨フィルム及びこれを使用した研磨方法の提供。
【解決手段】研磨フィルム10aの基材である基材フィルム11と、基材フィルム11上に形成された研磨層15aとを備え、研磨層15aは、研磨粒子12と、研磨粒子12を固着するバインダー樹脂14とを含んで成り、バインダー樹脂14が、水溶性のバインダー樹脂14であることを特徴とする研磨フィルム及びこれを使用した研磨方法。
(もっと読む)
板ガラスの端面加工方法
【課題】多数の板ガラスの端面加工が少ない行程で円滑に行なえるようにして、板ガラス製品の製造コストが低減できるようにする。
【解決手段】多数の素材板ガラス(1)を、剥離可能な固着材(2)を介して一体的に積み重ねてなる素材ガラスブロック(A)を設け、該素材ガラスブロック(A)を分割して小面積の分割ガラスブロック(B)を形成し、平坦な研磨面を有する回転研磨盤(12)と、外周に多数の可撓性のブラシ材(13b)を放射状に設けた回転ブラシ(13)とを設け、回転研磨盤(12)により前記分割ガラスブロック(B)の端面を研磨した後、該端面を回転ブラシ(13)により研磨して各分割板ガラス(1−1)の縁部を面取りする。
(もっと読む)
201 - 220 / 641
[ Back to top ]