
Fターム[3C049AA11]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具運動機構 (620)
Fターム[3C049AA11]の下位に属するFターム
押圧及び切込調整機構 (158)
Fターム[3C049AA11]に分類される特許
41 - 60 / 462
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスのプレス品に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスを所定形状にプレス成形したプレス品を準備し(S5A,S5B)、粗研削加工前の被研削面を有するプレス品に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを行う電解インプロセスドレッシングを実行することで実現する。
(もっと読む)
メタルシール部の加工方法および加工装置

【課題】簡易な方法で加工精度を高め、真円度および面粗度を向上させて油密性を確保するとともに、装置の簡素化により、生産コストを抑制できるメタルシール部の加工方法および加工装置を実現する。
【解決手段】ボデーB1に設けたテーパ面状のボデーシートB2に、ニードルNの先端に形成したテーパ面状のシート面N3を着座させるメタルシール部の加工を、ボデーB1の中心軸に対してニードルNの中心軸を傾斜させ、ボデーシートB2中心に対してシート面N3中心を偏芯配置して行なう。シート面N3とボデーシートB2の間に遊離砥粒を介在させた状態で、ニードルNに自転運動と、ボデーB1の中心軸周りに偏芯回転させるすりこぎ運動を与えることにより、シート面N3とボデーシートB2を同時に仕上加工する。
(もっと読む)
配管用溶接開先加工治具
【課題】狭い作業スペースでも伝熱管の交換が可能で、交換を必要としない健全な伝熱管の切断は不要な溶接開先加工治具を提供する。
【解決手段】ネジ部17を形成し先端部に係止爪18を有する芯棒11と押さえナット12を備え、係止爪18を管寄せ1の管孔3を通して内側に挿入して内面に当接し、押さえナット12を係止爪側に締め付けて、押さえナット12と係止爪18の間で管孔3の外周部分に挟持して芯棒11を固定し、加工工具28を保持した保持部材10を芯棒11に保持して、加工工具28を11芯棒を中心にして旋回することにより座ぐり部5を形成する。
(もっと読む)
主軸装置
【課題】既存の工作機械に容易に適用することができ、超音波振動を援用して自動的に多種類の加工を良好に行うことができる主軸装置を提供する。
【解決手段】主軸装置は、ハウジング11内に回転自在に支持したスピンドル本体10と、超音波振動子25を組み込んだホーン部21、及びこのホーン部21の周囲に形成した空洞部23を有しており、スピンドル本体10の先端側に設けてスピンドル本体10と共に回転するスピンドル先端部20と、このスピンドル先端部20の先端側に装着し、スピンドル本体10及びスピンドル先端部20と共に回転する工具ホルダー30と、スピンドル本体10の軸芯及びスピンドル先端部20の軸芯に挿入し、工具ホルダー30をクランプ・アンクランプするドローバー40とを備えている。
(もっと読む)
研磨装置
【課題】研磨精度を維持するために定期的に交換が必要な消耗部品点数を削減できる研磨装置を提供する。
【解決手段】ワークの端面を研磨する研磨面20aを表面に有する研磨盤20と、研磨盤20の裏面20bを所定平面に沿って移動自在に支持する支持機構30と、研磨盤20の研磨面にワークの端面が当接するようにワークを保持するワークホルダ50と、研磨盤20に円運動をさせつつ往復直線運動をさせる駆動機構70とを有する。
(もっと読む)
超音波補助回転機械加工用工具ユニット
【課題】工作物を超音波補助回転機械加工するための工具ユニットを提供する。
【解決手段】工具ユニットは、超音波振動を生成し、伝達するために少なくとも1つの電気音響変換部(22)を含む変換器(23)と、変換器に結合された工具(30)と、内部に変換部を含む変換器が配置構成され、工具スピンドル(10)の保持部(11)に少なくとも部分的に挿入可能であり、着脱式接続部(27)によって工具スピンドルに接続可能であるホルダ(21)とを有する。
(もっと読む)
スラブの研削方法及び研削装置
【課題】スラブの形状を精度よく認識することができ、搬送方向に対して斜めに搬送路上に配置されているスラブ、あるいは幅方向両側のエッジ部が直線でないスラブに対しても良好な研削面性状を得られるスラブの研削方法及び研削装置を提供する。
【解決手段】X方向に搬送されるスラブ17を上方から撮像しその形状を計測する工程と、スラブ17の幅方向外側にあって、所定の距離位置に配置された対となる距離計測手段を用いて、スラブ17の幅方向の両側面までの距離をその全長にわたって計測する工程と、スラブ17の形状のデータを用いて、距離計測手段によって計測された距離のデータに含まれる異常値を検出してその補正を行う工程と、補正された距離のデータを用いて、X方向及びX方向に直交するY方向に移動可能な砥石を制御して、エッジ部の面取り加工を行う工程とを備える。
(もっと読む)
ワークのエッジの加工方法および加工装置
【課題】ピットと呼ばれる微細な加工ひずみが加工面に生ずるのを防止でき、ワークのエッジの断面形状が砥石形状で決定されることなく、断面形状精度が砥石の精度により左右されず、断面形状違いのワークの品種ごとに砥石交換をする必要がなく、また砥石がワークの下側にも自由に入り込め、砥石幅を広く保つことができ、加工時間が短く、砥石の寿命を長くすることができるワークの加工方法及び装置を提供する。
【解決手段】カップ型砥石の軸直角端面でワークのエッジを研削加工することを最大の特徴とし、半導体ウェーハ等のワークのオリエンテーションフラットやノッチ等の加工を施すに際して溝のない砥石面でワークのエッジの各種の断面形状を作成することができるようにする構成を特徴とする。
(もっと読む)
孔開口部における仕上げ加工工具及び仕上げ加工装置並びに仕上げ加工方法
【課題】加工コストを抑制して、安定した加工精度を得る。
【解決手段】孔の開口部に形成された末広がり面を仕上げ加工するための仕上げ加工装置であって、孔の壁面を仕上げ加工するための研磨部1と、該研磨部1を孔の軸線に沿った回転軸線Pを中心として回転させながら該回転軸線Pに沿って移動させる駆動部3とを備える。研磨部1は、回転軸線Pに対する拡がり角度の大きい状態と拡がり角度の小さい状態との間で姿勢変化可能に設けられている。孔への進入量が小さいときには、末広がり面における手前側の部分に研磨部1が当接するように、研磨部1は拡がり角度の大きい状態となる。孔への進入量が大きいときには、末広がり面における奥側の部分に研磨部1が当接するように、研磨部1は拡がり角度の小さい状態となる。
(もっと読む)
ゴルフボールバリ取り装置
【課題】 ボールのバリ取りを行う構造体を提供する。
【解決手段】 本構造体は、アームと、アームの有効長さを変化するための歯車構造と、アームの有効角度位置を変化するためのカム構造とを含む。研磨面を持つフィンガがアーム上で往復動する。ボールは、回転ホルダに配置され、研磨面と接触してボール上の少なくとも一つのバリを除去する有効位置に位置決めされる。
(もっと読む)
ワークの加工方法および加工装置
【課題】ピットと呼ばれる微細な加工ひずみが加工面に生ずるのを防止でき、ワークのエッジの断面形状が砥石形状で決定されることなく、断面形状精度が砥石の精度により左右されず、断面形状違いのワークの品種ごとに砥石交換をする必要がなく、また砥石がワークの下側にも自由に入り込め、砥石幅を広く保つことができ、加工時間が短く、砥石の寿命を長くすることができるワークの加工方法及び装置を提供する。
【解決手段】カップ型砥石の軸直角端面でワークのエッジを研削加工することを最大の特徴とし、半導体ウェーハ等のワークのオリエンテーションフラットやノッチ等の加工を施すに際して溝のない砥石面でワークのエッジの各種の断面形状を作成することができるようにする構成を特徴とする。
(もっと読む)
切削方法
【課題】 切削開始時に切削ブレードが逃げたり蛇行することを防止可能な円形被加工物の切削方法を提供することである。
【解決手段】 円板状の被加工物を切削ブレードで切削する切削方法であって、被加工物の上面側から該切削ブレードを回転させつつ被加工物の外周部に所定の深さで切り込ませる切込みステップと、被加工物に所定深さで切り込んだ状態の該切削ブレードと被加工物とを相対移動させて、被加工物を該切削ブレードで切削する切削ステップと、を具備したことを特徴とする。
(もっと読む)
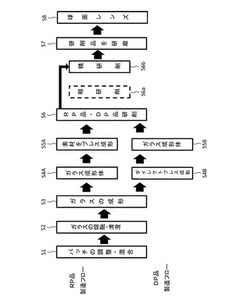
ウエハホルダの製造方法
【課題】従来よりも容易かつ正確に、球面曲率を有するウエハホルダを製造できるウエハホルダの製造方法を提供する。
【解決手段】支持体1は、球面形状を有する凸状の表面5を有し、基板固定工程S21では、支持体1の表面5に基板100を載置し、かつ基板100を支持体1に固定し、前記基板研削工程S22では、基板100が支持体1に固定された状態において基板100の研削された表面が平面となるように、基板100の表面を研削する。
(もっと読む)
平板状ワークの周縁加工装置
【課題】平板状ワークの周縁加工において、ワーク毎に固有の加工誤差を含む総ての加工誤差を低減する。
【解決手段】主軸と、主軸の軸端に着脱されるワークホルダと、工具と、NC装置5とを備える。ワークホルダは、加工するワークの形状寸法に応じた平面形状のものを装着する。NC装置は、装着されるワークホルダ毎に個別に設定される偏倚量αと偏倚角θ0を用い、主軸1の基準位相からの回転角をθとして、Δx=α×cos(θ−θ0)で演算される補正値Δxを演算し、当該Δxで辺加工手段の移動位置の指令値xを補正する
(もっと読む)
ガスケット座面の補修器具および補修方法
【課題】作業熟練度にかかわらず、容易に座面を修復することができる、ガスケット座面の補修器具および補修方法を提供する。
【解決手段】軸受け部1は、補修対象のガスケット座面111を備える開口部に着脱可能に固定される。回転軸3は、ガスケット座面111の中心軸と同軸の状態で軸受け部1に支持される。回転軸3には、アーム部材4が、ガスケット座面111と対向する状態で着脱可能に連結される。アーム部材4には、ガスケット座面111に当接する定盤51等の研磨加工部材が支持される。回転軸3の回転によりアーム部材4を回転させることで、ガスケット座面111の研磨が実施される。
(もっと読む)
鋼片の面取り研削方法および鋼片の面取り研削装置
【課題】均一な鋼片の面取りを能率良く自動的に行うことができる鋼片の面取り研削方法および装置を提供する。
【解決手段】スラブS(鋼片)の被研削面12に平行な面内においてそのスラブS(鋼片)の側縁SEの方向に対して所定角度傾斜させることにより、研削砥石GWの外周面のうちスラブSの側縁SEに押し当てられる部分の幅方向の一端がその側縁SEに接触したとき他端がその側縁SEから離隔する状態としつつ、その研削砥石GWをその他端側へ向かってスラブSの側縁SEに沿って移動させることから、研削砥石GWをスラブSの側縁SEに沿って速やかに移動させても研削砥石GWがスラブSに食い込みがなくなるので、均一なスラブSの面取りを能率良く行うことができる。
(もっと読む)
研削装置
【課題】 硬質難削材でも研削砥石の噛み付きが良好な研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削砥石を有する研削ホイールが回転可能に装着された研削手段とを備えた研削装置であって、該研削手段は、該研削ホイールが連結されるスピンドルを回転可能に支持するスピンドルハウジングと、該スピンドルハウジングが装着されるホルダーとを含み、該スピンドルハウジングは圧電素子を介在して該ホルダーに装着されており、研削開始時に該圧電素子に交流電圧を印加することにより該スピンドルハウジングを介して該研削ホイールに振動を付与することを特徴とする。
(もっと読む)
ガラス基板の研磨方法及び製造方法、並びに研磨装置
【課題】ガラス基板の板厚の仕上がり寸法バラツキをバッチ間で抑えることができる、研磨装置の提供。
【解決手段】毎回同じ目標板厚値Aに従ってガラス基板の研磨処理を行う研磨手段として上定盤40を備える、研磨装置であって、上定盤40によって今回の研磨処理で研磨されているガラス基板の研磨中板厚値Tcを測定するために上定盤40のモーター駆動軸61に対する相対位置を計測する接触式変位センサ65と、上定盤40によって前回以前の研磨処理で研磨されたガラス基板の仕上がり板厚値Tと目標板厚値Aとの仕上がり誤差に基づいて、接触式変位センサ65の計測結果に基づいて得られた研磨中板厚値Tcの板厚補正値Tpを算出する制御部90とを備え、上定盤40は、板厚補正値Tpが目標板厚値Aに到達するまでガラス基板を研磨する、ことを特徴とする、研磨装置。
(もっと読む)
バリ取り装置およびバリ取り方法
【課題】ワークの孔のバリを正確に取り、ワークの孔および研削部の劣化を抑制するバリ取り装置を提供する。
【解決手段】モータ22と、モータ22の駆動軸22aに偏心して取り付けられた重り23と、ワーク13の孔13aに挿入され、重り23の偏心運動によりモータ22と一体的に動いてワーク13の孔13aのバリを取る研削手段20とを備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 熱可塑性レンズの「軸ずれ」を効果的に抑えた加工を可能にする。
【解決手段】 眼鏡レンズを保持するチャック軸を回転するレンズ回転手段と、レンズを粗加工する粗加工具が取り付けられた加工具回転軸を回転する加工具回転手段と、チャック軸と加工具回転軸との距離を変動させる軸間距離変動手段と、レンズの材質の選択する選択手段と、を備え、粗加工軌跡に基づいてレンズを粗加工する眼鏡レンズ加工装置で、レンズ回転手段及び軸間距離変動手段を制御して粗加工軌跡に基づいて粗加工具によりレンズを加工する制御手段であって、熱可塑性素材のレンズが選択されたときに、複数のレンズ回転角方向でレンズを回転させずに粗加工具を粗加工軌跡まで切り込ませる第1段階の加工を行った後、残った加工領域を、レンズを回転させながら粗加工軌跡に基づいて加工する第2段階の加工を行う制御手段を備える。
(もっと読む)
41 - 60 / 462
[ Back to top ]