
Fターム[3C049AA11]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具運動機構 (620)
Fターム[3C049AA11]の下位に属するFターム
押圧及び切込調整機構 (158)
Fターム[3C049AA11]に分類される特許
21 - 40 / 462
面取り部を機械加工するシステム
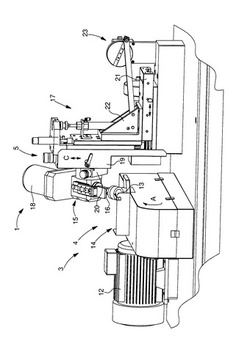
【課題】製造速度を向上させ、廃棄率を低減させる、面取り部の機械加工システムを提案する。
【解決手段】本発明は、円盤状部品(31)に面取り部(32,34)を機械加工するシステム(1)に関し、このシステムは、研磨手段(4)を有する研削装置(3)と、部品(31)を固定する装置(5)とを備え、この固定装置は、部品が取り付けられる支持部(13)を有し、この支持部に回転軸(16)が組み込まれている。本発明によれば、固定装置(5)は、さらに、面取り部(32,34)の角度を規定するように回転(B)の軸(16)を方向付ける手段(15)と、部品(31)に応力をかけて機械加工を行うため支持部(13)を研磨手段(4)に近づけるように動かす手段(17)と、を有する。本発明は、時計の風防の分野に関するものである。
(もっと読む)
被加工物の加工方法

【課題】被加工物を1回で精度良く加工できるようにすること。
【解決手段】加工方法は、単位除去形状と被加工物との相対向きを変え、各相対向きの計算除去形状と目標除去形状の差分の内、最小の差分となる相対向きに回転研磨工具の回転軸と被加工物との相対位置を位置決めし、かつ滞留時間分布に従った、相対速度で被加工物を加工するようになっている。このため、本発明の加工方法は、1回の走査で、誤差の少ない加工が可能であるため、被加工面の高精度化と、繰返し加工する回数が減ることによる加工能率の向上が可能になる。
(もっと読む)
成形研削盤及びその制御方法
【課題】CNC成形研削盤において製品ワークを研削加工する成形砥石に対し補正ドレスを自動で行うことを課題とする。
【解決手段】制御部7Cの自動制御により製品ワークWに対し成形研削加工を行うCNC成形研削盤1において、制御部7Cは、砥石を成形するドレッサ手段21、23を制御するドレッサ制御手段と、成形された砥石である成形砥石11に係る形状を計測する形状計測手段13と、計測された結果と予め設定された目標成形砥石形状との差分情報を生成する差分情報生成手段とを備える。そして、制御部7Cは差分情報に応じて成形砥石11を補正ドレスするための制御を続行する。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
サファイア基板及びその製造方法
【課題】従来よりも大きいサイズで且つ高品質のサファイア基板を提供する。
【解決手段】a面、r面、m面、及びc面配向からなる群から選択される結晶配向を有し且つ約0.037μm/cm2以下のnTTVを有する概ね平坦な表面を含み、ここでのnTTVは該概ね平坦な表面の表面積で規格化された総厚みばらつきであり、該基板は約9.0cm以上の直径を有する、サファイア基板。
(もっと読む)
研削加工装置及び方法
【課題】カップ砥石の摩耗やワークの形状を簡易に監視しつつ加工を行うことができる研削加工装置及び方法を提供すること。
【解決手段】砥石部材20に付随して設けられた付随センサ51が研削対象10の形状に関する情報を測定するので、研削対象10を第1ホルダ37から外さずに測定することができ、加工の途中段階で研削対象10の加工状態を確認することができる。これにより、第2ホルダ37等が変位しても、研削対象10の形状のズレ又はこれに相当する砥石部材20の摩耗を監視しつつ研削対象10の加工を行うことができる。
(もっと読む)
ガラス基板の外周端面研磨方法、ガラス基板の製造方法及び外周端面研磨装置
【課題】研磨ブラシを用いることなく、外周面取り部と外周側面部とを均一かつ安定的に研磨する方法を提供すること。
【解決手段】中央部に円形孔を有する複数の円盤形状ガラス基板を、前記円形孔の位置をあわせて重ね合わせてガラス基板積層体を形成し、該ガラス基板積層体の前記円形孔に貫通して前記ガラス基板積層体を支持する支持棒を有する容器内にガラス基板積層体を固定する、積層体形成工程と、前記ガラス基板積層体の外周端面と前記容器の内壁との間の空間に、砥粒を含む研磨液を封入する、研磨液封入工程と、前記研磨液が前記外周端面に接触するように、前記研磨液が封入された前記容器を振とうして前記外周端面を研磨する、研磨工程と、を含む、ガラス基板の外周端面研磨方法。
(もっと読む)
外周加工装置及び方法
【課題】ホルダによるレンズの芯出し精度や保持力を確保しつつレンズに対して異形部の形成等を含む外周加工を行うための外周加工装置及び方法を提供すること。
【解決手段】第1周面部分45aによって第1回転軸AX1に最も近接する異形部であるカット部分10ia,10ibを加工する際に、砥石部材14の外周とレンズ10のホルダ部分31a,32aとが干渉することを回避することが容易になる。これにより、レンズ10に対するホルダ部分31a,32aのサイズをある程度大きく確保することができ、ホルダ部分31a,32aによるレンズ10の芯出し精度や保持力を確保しつつ、レンズ10に対して異形部であるカット部分10ia,10ib等を精度よく形成することができる。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
プレス成形金属板の変形箇所修正方法
【課題】プレス成形金属板の変形箇所を熟練度を要することなく簡単に修正可能な修正方法を提供する。
【解決手段】プレス成形された金属板Wの凹状の変形箇所2を修正する方法であって、変形箇所2およびその周囲をオイルストーンにより擦る工程Aと、先端に半球状部1Bを有する棒状の修正治具1を用い、半球状部1Bにより変形箇所2を擦って変形箇所2に摩擦熱を生じさせる工程Bと、半球状部1Bにより擦られた変形箇所2をオイルストーンにより擦る工程Cと、をその順序で行う。工程Bでは半球状部1Bを略筆圧の押圧力で変形箇所2に当接させて擦ることが好ましい。また、工程Bで半球状部1Bにより線条痕が出るように変形箇所2を擦り、工程Cで線条痕が消えるまでオイルストーンにより擦る方法とすることが好ましい。
(もっと読む)
曲面部研削方法
【課題】曲面部のプランジ研削において、研削除去量が最大となる部位の研削による砥石車の消耗を平準化させて砥石車の寿命が長い研削を実現する曲面部研削方法を提供する。
【解決手段】砥石車7の回転軸を含む断面の研削作用面の形状が曲面である砥石車7を工作物Wに相対的に切込む曲面形状部の研削において、
工作物Wの所定の研削数毎に、砥石車7の回転軸と砥石車7の切込み方向とがなす角度を変える。このことにより、曲面部の研削除去量が最大となる部位を研削する砥石車7の位置が移動するため、砥石車7の部位別の消耗が平準化される。
(もっと読む)
研磨用チップ
【課題】熟練した技量を必要とせず、誰にでも簡単にチップやキュレット等を研ぐことができる研磨用チップを提供すること。
【解決手段】歯科用超音波スケーラや歯科用エアスケーラのハンドピースの先端部に着脱自在に装着される軸部2と、この軸部2の先端部から連続するようにして延びるとともに、表面21、裏面、および二つの側面23を備えた平板部3と、この平板部3の先端部から連続するようにして延びる円柱部4と、を有し、前記表面21、裏面、二つの側面23、および円柱部4の外周面に、砥石が電着または焼結により固着されている。
(もっと読む)
高周波数振動・電解ハイブリッド内面研削盤及びその研削方法
【課題】内面研削加工を高精度・高能率化することができ、かつ生産コストの低減にも寄与することができる内面研削盤及び高周波数振動・電解ハイブリッド内面研削方法を提供する。
【解決手段】導電性を有する工作物Wの加工孔Waの内周面を研削砥石3により研削する内面研削盤において、砥石軸方向に高周波数振動する高周波数振動発生器41を備えた高周波数振動ユニットに接続された研削砥石3と、工作物が陽極、研削砥石が陰極となるように電圧を印加しつつ工作物と研削砥石の間に電解液7を供給して電解加工するための電解電源6とを備え、研削砥石を高周波数振動させながら工作物の加工孔の内周面を研削する高周波数振動援用研削加工と、工作物と研削砥石間に電圧を印加して加工孔の内周面を溶解させながら研削する電解研削加工とを順次又は同時に選択的に行う。
(もっと読む)
光学素子製造装置及び光学素子製造方法
【課題】手間や時間をかけることなく光学素子材料の厚さを随時測定することができる光学素子製造装置及び光学素子製造方法を提供する。
【解決手段】光学素子製造装置は、光学素子材料10を保持する光学素子保持具11と、光学素子材料10の加工面10aに当接し、該光学素子材料10を研削又は研磨する加工工具20を支持する加工工具支持装置21と、光学素子材料10と加工工具20との間の相対的な運動を与えるモータ及び運動制御部と、光学素子保持具11に保持された光学素子材料10に対して加工工具支持装置21に支持された加工工具20とは反対側に設けられ、光学素子材料10の厚さを非接触で測定する測定部30とを備える。
(もっと読む)
球体研磨装置
【課題】被加工球体の研磨むらを低減し、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】一方の面に環状に伸びる案内溝が形成されている固定盤体2と、一方の面に環状に伸びる案内溝が形成され、一方の面の案内溝が固定盤体2の案内溝と共働して環状に伸びる被加工球体5の球体通路を形成するように固定盤体2に対向して配置されている回転盤体3と、を備え、被加工球体5を固定盤体2と回転盤体3とで押圧することにより被加工球体5を球体通路に保持し、固定盤体2に対し同軸上に回転盤体3を回転させることにより球体通路にある被加工球体5を自転させながら球体通路を移動させ、被加工球体5の案内溝との接触部位を研磨する球体研磨装置100において、固定盤体2と回転盤体3とが径方向又は軸方向に相対的に変位している。
(もっと読む)
ステンレス鋼製部材の製造方法及び塗布フィルムの製造方法
【課題】ステンレス鋼にシャープエッジを形成する際にバリが根元から折れてシャープエッジが欠けてしまうことを防止することができるステンレス鋼製部材の製造方法及び塗布フィルムの製造方法を提供する。
【解決手段】ステンレス鋼を研削することで幅150μm以下のシャープエッジを有する部材を製造するステンレス鋼製部材の製造方法であって、ステンレス鋼のシャープエッジを形成する面を、シャープエッジの長さ方向に研削するステップと、シャープエッジの長さ方向に接する両側面を、シャープエッジの長さ方向に研削しつつ、シャープエッジの非先端面からシャープエッジ先端方向に向けて研削するステップと、前記シャープエッジを形成する面を、研磨手段30をシャープエッジの長さ方向に動かすことで研磨するステップと、を有する。
(もっと読む)
眼鏡レンズの製造方法
【課題】眼鏡レンズの外観を損なうことなくプリズム作用の調整を行うための手段を提供する。
【解決手段】眼鏡レンズの少なくとも一方の表面の一部を機械加工により切除しプリズム作用を調整するスラブオフ加工を行い、次いで切除領域表面を研磨加工することを含み、前記研磨加工を、弾性材料からなる研磨治具表面を研磨パッドにより被覆した状態で、該研磨パッド表面と前記切除領域表面との間に研磨剤を供給しながら前記眼鏡レンズと前記研磨治具とを相対移動させることによって行うことを特徴とする。
(もっと読む)
眼鏡レンズの製造方法
【課題】眼鏡レンズの使用感を損なうことなくプリズム作用の調整を行うための手段を提供する。
【解決手段】眼鏡レンズの少なくとも一方の表面の一部を機械加工により切除しプリズム作用を調整するスラブオフ加工を行い、次いで切除領域表面を研磨加工することを含み、前記研磨加工を、研磨治具表面を該表面に向かって開口する貫通穴を複数有する研磨パッドにより被覆した状態で、該研磨パッド表面と前記切除領域表面との間に研磨剤を供給しながら前記眼鏡レンズと前記研磨治具とを相対移動させることによって行うことを特徴とする眼鏡レンズの製造方法。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスのプレス品に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスを所定形状にプレス成形したプレス品を準備し(S5A,S5B)、粗研削加工前の被研削面を有するプレス品に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを行う電解インプロセスドレッシングを実行することで実現する。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスである難硝材からなるガラス成形体に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスである難硝材からなるガラス成形体の粗研削加工前の被研削面に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを実行することで実現する。
(もっと読む)
21 - 40 / 462
[ Back to top ]