
Fターム[3C058BB02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御 (755) | 制御手段 (548) | 電気的制御 (418)
Fターム[3C058BB02]に分類される特許
101 - 120 / 418
切削装置
【課題】 簡単な構造で切削ブレードの基準位置を検出可能な切削装置を提供することである。
【解決手段】 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する切削ブレードを回転可能に支持するスピンドルを有する切削手段と、該切削ブレードの下端部の高さ位置を検出するブレード検出手段とを備えた切削装置であって、該ブレード検出手段は、回転する該切削ブレード周囲の気流によって発生する風圧を検出し、風圧に応じて電圧を出力する圧力センサーを具備したことを特徴とする。
(もっと読む)
欠陥修正装置及び欠陥修正方法

【課題】大型の欠陥について最適な順序で効率よく研磨処理できる欠陥修正装置を実現する。
【解決手段】本発明による欠陥修正装置は、研磨テープ走行装置を含む研磨ヘッド(40)、共焦点撮像装置を有する光学ヘッド(47)、及び、ワーク表面に対するZ軸方向の位置を検出する位置センサ(34)が搭載された修正ヘッドを用いる。研磨ヘッドによる研磨処理を制御する制御装置(50)は、前記共焦点撮像装置から出力される画像信号と前記位置センサから出力されるZ軸方向の位置情報とを用いてワーク表面の2次元高さマップを形成する手段(54)と、形成された2次元高さマップに基づいて、ワーク表面の研磨されるべき部位のアドレス及び研磨の順序を規定したスケジュールを作成するスケジューリング手段(55)とを有する。研磨処理は、作成されたスケジュールに基づいて自動的に実行される。
(もっと読む)
シリンダボアの研削加工装置
【課題】研削工具の構造や加工時の制御の複雑化を抑制しつつ、シリンダボアの内周面を任意の非真円形状に成形可能なシリンダボアの研削加工装置を提供する。
【解決手段】移動制御部39は、所定の経路に従って研削工具29を移動させ、回転制御部38は、研削工具29を回転させ、温度制御部41は、研削工具29へ流入する前の研削液の温度を、所定の経路における研削工具29の位置に対応して予め設定された目標温度に近づけるように制御し、研削作用面部56がシリンダボア43の内周面43aと接触することにより、シリンダボア43の内周面43aを研削する。
(もっと読む)
切削装置
【課題】 ワークの全加工領域において均質な研削面を得ることのできる簡易な構成の研削装置を提供すること。
【解決手段】 回転駆動機構(モータ)により回転駆動される砥石(ホーニングヘッド)を、その回転軸に沿って往復移動させる往復移動機構(モータ)を備え、往復移動される砥石の転向点近傍における当該砥石の移動速度Vhの変化に応じて砥石の回転速度Vθを減速制御する回転速度制御手段(制御ユニット)を備える。そして砥石の移動速度に見合う回転速度(周速度)まで減速制御し、移動速度がゼロになると回転速度もゼロすることで、砥石の往復移動速度と回転速度(周速度)との関係を完全同期させ、これによってクロスハッチ線の交差角をワークの全加工領域において一定化する。
(もっと読む)
ワイヤソーの電力供給装置
【課題】装置の大型化を抑えながら、停電等の発生時により確実かつ正常に切断用ワイヤの走行を停止させる。
【解決手段】ワイヤソーは、切断用ワイヤを駆動するための駆動モータ25、これを制御するサーボアンプ42等を含む。サーボアンプ42は、電源40から供給される交流電力を直流電力に変換するコンバータ部44と、直流電力を平滑化するとともに蓄積する平滑部46と、直流電力を交流電力に変換して駆動モータ25に供給するインバータ部48と、停電時等に平滑部46に蓄積された電力を用いて駆動モータ25を減速動作に移行すべくインバータ部48を制御する制御部50を含む。平滑部46は、電気二重層キャパシタ46a及び電解コンデンサ46bからなり、停電時には、この電気二重層キャパシタ46a等に蓄積された電力が駆動モータ25に供給される。
(もっと読む)
半導体ウエハの研磨方法
【課題】研磨された半導体ウエハの端部表面形状に関して有利な代替の研磨方法を提供する。
【解決手段】研磨パッドによる半導体ウエハの研磨方法であって、研磨パッドは、平均粒径0.1〜1.0μmを有するSiO2の固定結合砥粒を含み、アルカリ成分を含み、固体材料を含有せず、11〜13.5の可変pH値を有する研磨液が供給され、研磨液は、研磨処理中にpH値13未満を有し、研磨処理を終了する目的で、pH値を13〜13.5に上昇させる、方法。
(もっと読む)
自走式溶接ビード切削装置
【課題】壁面に沿って移動しながら壁面に溶接によって生起している溶接ビードを切削する自走式溶接ビード切削装置の作業効率、切削能力を向上させる。
【解決手段】溶接ビードに隣接して壁面に敷設されているガイドレールに掛合しながら回転して溶接ビード切削装置をガイドレールに沿って前進移動及び後退移動させる駆動輪。駆動輪に支持されているフレームに取り付けられていて駆動輪に対して前進移動用の前進方向回転駆動力及び後退移動用の後退方向回転駆動力を与える自走用モータ。フレームに取り付けられていて溶接ビードの切削を行う回転エアーサンダー。フレームに取り付けられていて、回転エアーサンダーが溶接ビードに押し付けられる圧力を調整する押付圧力調整手段と、回転エアーサンダーをガイドレールが延びる方向に対して交叉する方向に移動させる横シフト手段を備えている。
(もっと読む)
表面処理装置
【課題】回転ブラシの磨耗の程度を良好に検出して、回転ブラシとワークとの間隔を良好に自動的に調整し、表面処理作業の効率化を図る。
【解決手段】回転ブラシ10,20の回転によって空気流が発生すると、流速計100で空気流の流速Vが検出される。演算部210は、外部メモリ250の流速−ブラシ径データ254を参照し、検出した流速Vに対応するブラシ直径Dを得る。演算部210では、得られたブラシ直径Dと、ブラシ初期位置Pと、ワーク厚さWTとから、ブラシ位置調整量ΔPを演算する。このブラシ位置調整量ΔPの値に基づいて、昇降機構12,22によって回転ブラシ10,20の位置調整が行なわれる。
(もっと読む)
研磨監視方法、研磨方法、研磨監視装置、および研磨装置
【課題】研磨の進捗を正確に監視し、さらには正確な研磨終点を検出することができる方法を提供する。
【解決手段】本方法は、基板の研磨中に基板に光を照射し、基板からの反射光を受光し、反射光の強度を波長ごとに測定し、強度の測定値から、強度と波長との関係を示すスペクトルを生成し、所定の時間当たりのスペクトルの変化量を算出し、スペクトルの変化量を研磨時間に沿って積算してスペクトル累積変化量を算出し、スペクトル累積変化量に基づいて基板の研磨の進捗を監視する。
(もっと読む)
研磨パッド
【課題】金属膜の被研磨材を研磨パッド上にスラリーを供給しながら終点検出をおこない研磨をおこなう際に、スクラッチが生じないで良好な終点検出が実現できる研磨パッドを提供する。
【解決手段】研磨層1とクッション層4と窓部材2からなる研磨パッドであって、窓部材2がフッ素を含有する重合体で作成され、該窓部材2には表面から裏面に最大孔径が0.01mm以上0.1mm以下の貫通孔を有していることを特徴とする研磨パッド。
(もっと読む)
表面粗面化処理装置および表面粗面化処理方法
【課題】高品質の画像が形成でき且つ経年使用による能力低下がなく、さらに、軸振れを低減又は解消した粗面化処理ができる表面粗面化処理装置及び表面粗面化処理方法を提供する。
【解決手段】表面粗面化処理装置は、回転磁場により磁性砥粒を加工対象物の表面に衝突させる処理を終えた後に、加工対象物の複数の箇所について軸振れ量を計測して、これら複数の箇所のうち軸振れ量が最大となる箇所を検出して、この検出した箇所を、該箇所における軸振れ量に応じた力で、軸振れが小さくなる方向に向けて押圧するので、軸振れが最大となる箇所の軸振れ量を小さくすることができる。そして、これら一連の処理を、加工対象物の複数の箇所における最大の軸振れ量が、所定の基準値以下となるまで繰り返すことにより、軸振れ量が基準値を満足する、即ち、軸振れを解消した粗面化処理ができる。
(もっと読む)
切削加工装置
【課題】加工ツールを3次元的に動作させるためのプログラムを簡素且つ安価なものとして製造コストを低減させることができる切削加工装置を提供する。
【解決手段】加工ヘッド2をテーブル1上方で支持するとともにZ軸を回動軸L1として回動可能な支持手段4を備え、且つ、加工ツール3は、Z軸に対して所定角度傾斜しつつ加工ヘッド2に取り付けられるとともに加工ヘッド2が当該加工ツール3の回転軸L2方向に移動可能とされ、当該加工ツール3先端の半球状の中心C位置が支持手段4の回動軸上に保持された状態にて当該加工ヘッド2がワークWに対して3次元的に相対移動して切削加工可能とされたものである。
(もっと読む)
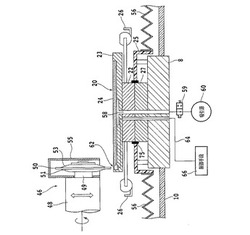
渦電流測定あるいは光学測定を利用して、メタライゼーション処理を実状態で監視する方法
【課題】サンプルに形成された薄膜の除去工程中に該薄膜に関する情報を、渦電流プローブを使用して実状態で取得する方法を開示する。
【解決手段】渦電流プローブに検出コイルを設ける。渦電流プローブの検出コイルに交流電圧を印加する。渦電流プルーブの検出コイルがサンプルの薄膜に近接したときには、該検出コイルで第1の信号を測定する。該検出コイルが、既知の組成を有しおよび/または該コイルから離れて設けられた基準部材に近接する位置にあるときには、該検出コイルで第2の信号を測定する。第1の信号に含まれる利得及び/又は位相の歪みを第2の信号に基づいて校正する。校正した第1の信号に基づいて薄膜の特性値を決定する。上述の方法を実行する装置を更に開示する。加えて、研磨剤でサンプルを研磨し、このサンプルを監視する化学機械研磨(CMP)システムを開示する。このCMPシステムは、研磨テーブルと、研磨テーブル上でサンプルを保持する構成であるサンプルキャリヤと、渦電流プローブとを含む。
(もっと読む)
研磨カセット、それを備えた研磨装置及び研磨対象物上の異物を研磨する研磨方法
【課題】研磨テープの表裏面を利用して研磨対象物の表面に存在する金属系異物と樹脂又は繊維系異物とのいずれも効率的に研磨して除去する。
【解決手段】プラスチックフィルムの表面に砥粒を樹脂バインダーで固定した研磨層13が形成され、裏面に粘着性接着剤が塗布された粘着層14が形成された研磨テープ8を供給リール9に巻き、カセット本体7aの貫通孔7c(開口部)から露出させた後、180°捩られて巻取リール10に巻き取る。この研磨テープ8の表裏面を反転させて研磨層13又は粘着層14で研磨対象物の表面に存在する異物を除去する。
(もっと読む)
シェービングカッタ歯形研削盤の歯形管理システム
【課題】シェービングカッタを刃付けすることによりシェービングカッタの外径及び歯厚が小さくなっても、適切な刃付けができる。
【解決手段】パソコン10では、歯形形状誤差補正用の補正係数(α)及び噛み合わせ位置補正用の補正係数(β)が、刃付け回数毎且つシェービングカッタのカッタ諸元毎に設定されている。そして、目標歯形形状データ(Do)と、目標歯形形状データ(Do)と歯形形状誤差データ(ΔD)との偏差である歯形形状誤差データ(ΔD)と、刃付け回数とカッタ諸元に応じて取り込んだ補正係数(α)及び補正係数(β)を、Dcc=Do+α・ΔD+βという式に適用して、狙い歯形形状データ(Dcc)を求め、狙い歯形形状データ(Dcc)からシェービングカッタ歯形形状データ(ds)を求める。
(もっと読む)
インゴットの切断方法及びワイヤソー
【課題】ワイヤソーによるインゴットの切断において、プーリーの回転抵抗によってワイヤに過大な張力が掛り、ワイヤが断線に至ることを抑制しながらインゴットを切断でき、その結果、切断するインゴットに段差が発生したり、ナノトポグラフィーが悪化するのを抑制する。
【解決手段】一組のワイヤリールの一方から巻き出され、他方のワイヤリールに巻き取られるワイヤを複数の溝付きローラに巻き掛けし、固定軸によって支持される回転自在な少なくとも1つ以上のプーリーをワイヤリールと溝付きローラ間に配置し、溝付きローラにスラリを供給しつつ、インゴットを切断するワイヤソーによるインゴットの切断方法において、プーリーの固定軸にトルク検出機構を設けてプーリーの回転抵抗値を検出しながらインゴットを切断し、トルク検出機構によって検出されたプーリーの回転抵抗値の異常を検知した際にインゴットの切断を停止するインゴットの切断方法。
(もっと読む)
高感度実時間形状制御渦電流モニタシステム
研磨パッドを支持する表面を有するプラテンおよび渦電流信号を生成する渦電流モニタシステムを備える化学機械研磨用の装置。渦電流モニタシステムは、磁心および磁心の一部分の周囲に巻かれたコイルを有する。磁心は、後部部分と、後部部分からプラテンの表面に直角の第1の方向に延び、プラテンの表面と平行な第2の方向に幅を有する第1の突起部と、第1の突起部の両側に、第1の突起部から等距離に位置する、後部部分から第1の突出部と平行に延びる第2および第3の突起部とを有する。第2および第3の突起部のそれぞれと第1の突起部との間隔は、第1の突起部の幅のほぼ2倍に等しい。 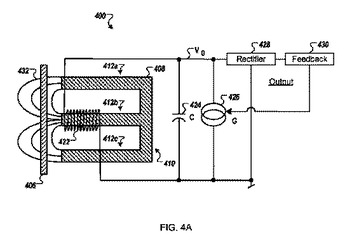 (もっと読む)
(もっと読む)
ワイヤソー装置
【課題】スラリーなどによる電気的な影響を受けずに、加工中に連続的に容易にワイヤ径を測定できるワイヤソー装置を得ること。
【解決手段】ワーク6を切削する前のワイヤ2が巻き付けられた巻き出し用ボビン10と、巻き出し用ボビン10から送り出されたワイヤ2が複数回掛け回される一対のガイドローラ1と、ガイドローラ1の一方を回転させてワイヤを走行させるモータと、ガイドローラ1の間に掛け回されたワイヤ2の表面にスラリー4を付着させるスラリーノズル7と、一対のガイドローラ1間でワーク6を切削した後のワイヤ2が巻き取られる巻取り用ボビン11とを有し、スラリー4が表面に付着したワイヤ2によってワーク6を切断するワイヤソー装置であって、巻き出し用ボビン10及び巻取り用ボビン11のワイヤ巻き径を測定する光学式変位センサ14と、光学式変位センサ14の測定結果に基づいて、ワイヤ2の摩耗量を算出する演算器16と、を有する。
(もっと読む)
ワイヤソーの断線検出装置
【課題】ワイヤソーにおけるワイヤの断線を簡単な構造で精度良く確実に検出する。
【解決手段】溝ローラ5間に形成されたワイヤ列に加工物8を押し付けて多数枚に切断するワイヤソー1において、ワイヤ列のワイヤ6の走行路近傍に本体フレーム2と絶縁状態で検出用電線24を張設し、この検出用電線24に所定の電圧を印加する直流電源30と、検出用電線24と直流電源30との間に直列に設けた少なくとも1つの抵抗33と、前記直流電源30と検出用電線24との間に直列に設けた電流計31とからなる直列回路を形成すると共に検出用電線24と直接隣接しないように少なくとも1つの抵抗33又は電流計31を挟んだ位置から直列回路を分岐させて本体フレーム2にアース32を取るように構成しておき、断線したワイヤ6の接触により検出用電線24が切断されて変化する電流値からワイヤ6の断線を検出してワイヤソー1を停止させる。
(もっと読む)
仕上げロボットの倣い装置および倣い方法
【課題】ツールを用いて仕上げロボットにより隅角部や段部を仕上げる場合ツールを対象表面と複数点で接触させて、その反力の合力の大きさ、方向に変動が生じた場合でも適正に接触させるように制御することが出来る、仕上げロボットの倣い装置および倣い方法を提供する。
【解決手段】回転ブラシ5を用いてワーク隅角部の両壁面の仕上げ作業を行う仕上げロボット1の倣い装置であって、回転ブラシ5を、前記両壁面との2点での接触状態を維持しつつ、所定の軌跡に沿って移動させ得るロボットハンド2と、2つの接触点の各々で回転ブラシ5に作用する摩擦反力の合力の方向を検出するセンサ機構部3と、該センサ機構部3での検出結果に基づいて、前記合力の方向が予め設定された所定方向となるように、ロボットハンド2による回転ブラシ5の移動方向を制御する制御ユニット8と、を備えた。
(もっと読む)
101 - 120 / 418
[ Back to top ]