
Fターム[3C058BB02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御 (755) | 制御手段 (548) | 電気的制御 (418)
Fターム[3C058BB02]に分類される特許
81 - 100 / 418
半導体ウェハの製造方法及びその装置
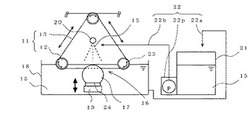
【課題】ワイヤーとワークとの間で発生する摩擦熱の影響で、ウェハの切断形状が変化することを抑制できる半導体ウェハの製造方法及びその装置を提供する。
【解決手段】複数のローラ12間にワイヤ13を巻き回してなるワイヤソー11で、ワーク17を切断してウェハを製造する半導体ウェハの製造方法において、ワイヤソー11の切断部16を、スラリー15を溜めたスラリー槽18内に浸して設けると共に、その切断部16のワイヤ13の上方にスラリー15を吹き付けるスラリー供給管20を設け、その切断部16のワイヤ13の下方のスラリー槽18内にワーク17をスラリー15に浸すように設けると共に、その上方の切断部16のワイヤ13にワーク17を押し付け、かつスラリー供給管20からスラリー15を切断部16に吹き付けて切断し、スラリー槽18内のスラリー15を温調槽21を介してスラリー供給管20に循環するようにした。
(もっと読む)
円盤状基板の製造方法、研磨装置およびプログラム

【課題】研磨装置により円盤状基板の研磨を行う際に、研磨時間を抑制しつつ、特にエッジロールオフ(端ダレ)を抑え、円盤状基板をより均等に研磨することができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、研削工程を経たガラス基板を研磨する研磨工程と、を有し、研磨工程は、ガラス基板の主表面に対する研磨の圧力を最大圧力まで単調増加させた後にこの最大圧力に留めることなく徐々に低下させると共に、研磨開始から研磨の圧力が最大圧力に達するまでの時間を研磨の圧力が最大圧力に達してから研磨終了までの時間より短くなるように設定することを特徴とする円盤状基板の製造方法。
(もっと読む)
板状部材研磨装置
【課題】板状部材と研磨ベルトとの押圧面を均一に接触させて、均一平面に仕上げると共に、押圧や研磨ベルトの駆動速度の加減速度の調整を容易として最適な研磨条件で板状部材を効率的に研磨できる板状部材研磨装置を提供する。
【解決手段】圧接部材7を研磨ベルト1の駆動方向と直交する方向に揺動自在とする簡単な追従機構とすると共に圧接部材降下用電動シリンダー35の圧接力は電流比制御を行い常に均一に調整し、研磨ベルト1を安定して連続的に駆動しながら被研磨材50を上載する保持台40を往復動させることで被研磨材50表面の平滑化及び表面の仕上げを良好なものとする研磨を行うことができるオープンリール式のベルト研磨装置である。
(もっと読む)
マグネシウム合金コイル材
【課題】マグネシウム合金からなる長尺な板材を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の研削方法、マグネシウム合金用研削装置、及びマグネシウム合金板を提供する。
【解決手段】マグネシウム合金コイル材から繰り出されて走行する板材(素材板100)を研削ベルト13により研削するにあたり、素材板100の幅方向の複数箇所の厚さを厚さ測定器(フォワードセンサ31)により測定し、コンタクトロール11とビリーロール12との間のギャップの幅方向の大きさが不均一になるように調整してから研削する。上記研削工程により、研削後の研削板1の全長に亘って、当該研削板1の幅方向における厚さのばらつきを40μm以内とすることができる。
(もっと読む)
CMP装置及びドレッサの固定方法
【課題】ドレッサの片削れが防止され、研磨パッドの研磨特性を良好に維持できると共に、ドレッサの長寿命化を実現されたCMP装置及びドレッサ固定方法を提供する。
【解決手段】本発明に係るCMP装置は、研磨パッド上に載置されて該研磨パッドの研磨面をドレッシングするドレッサと、該ドレッサを保持するドレッサ支持部とを備えたCMP装置において、互いに平行でかつ研磨パッドの研磨面に対して平行な少なくとも2本のレーザー光がドレッサの下方でかつ前記研磨面の上方の位置を進行するように、平面視して前記ドレッサから離間した位置に配置する第1のレーザー光発光器と、前記第1のレーザー光発光器から発光されたレーザー光を平面視して該レーザー光が前記ドレッサを通過した後に受光し、その光量を検出する第1の受光器と、を備えたことを特徴とする。
(もっと読む)
ドレス方法、研磨方法および研磨装置
【課題】パッドの表面を正確に平坦化するドレス方法を提供すること。
【解決手段】ドレス方法が、ドレスステップを含んでいる。ドレスステップでは、基板の被研磨面が押し当てられて前記基板の化学的機械的研磨を行うパッドをドレッシングするドレッサに対し、前記パッド面内での位置と、当該位置毎の前記パッドの表面状態に関するパッド表面状態情報と、に基づいて、前記パッド面の位置毎に、ドレス制御を行う。そして、前記パッド表面状態情報は、前記パッドに所定の部材を押し付けた際の、前記部材にかかる圧力に基づいて測定される。
(もっと読む)
研磨装置
【課題】研磨体の研磨面が消耗しても、研磨面が設定したワーク研磨位置に移動するように制御されて安定した研磨作業が行われる研磨装置を提供すること。
【解決手段】昇降機構4を介して研磨体2を支持部1に対し上昇移動若しくは下降移動した際にこの研磨体2下端の研磨面3が予め設定した基準位置P1に位置したことを検出する基準位置検出手段5と、基準位置検出手段5が前記基準位置P1に位置した研磨体2の研磨面3を検出した際に、この基準位置P1から研磨体2を予め設定した移動量Lだけ上昇移動若しくは下降移動させてこの研磨体2の研磨面3がワーク研磨位置P2に位置するように昇降機構4を駆動制御する制御部を備えた研磨装置。
(もっと読む)
ホーニング方法及びホーニング装置
【課題】加工の品質が安定し、サイクルタイムが安定するホーニング方法及びホーニング装置を提供する。
【解決手段】シリンダ内面Sに接して回転される砥石2を油圧力でシリンダ内面Sに向け拡張させることにより砥石2を自生させつつシリンダ内面Sを仕上げ加工するホーニング方法において、加工中にシリンダ径方向の所定距離を加工するのに要した所要時間を測定し、所要時間t2が目標時間t0より短いときには油圧力を低下させ、所要時間t1が目標時間t0より長いときには油圧力を上昇させる。
(もっと読む)
研磨方法および研磨装置
【課題】可視光線を用いてシリコン層などの半導体層の研磨終点を正確に検知することができる研磨方法および研磨装置を提供する。
【解決手段】本発明に係る研磨方法は、半導体層の研磨中に該半導体層に可視光を照射し、半導体層からの反射光を受光し、反射光の所定の波長範囲での強度を測定し、強度の測定値を所定の基準強度で割って相対反射率を算出し、相対反射率と反射光の波長との関係を示すスペクトルを生成し、スペクトルから、半導体層の厚さに従って変化する研磨指標を求め、研磨指標が所定のしきい値に達した時点に基づいて半導体層の研磨を終了する。
(もっと読む)
ワーク切断方法及びワイヤソー
【課題】ワイヤ駆動方向切換時の張力付与部材の急激な変位を抑制する。
【解決手段】第1リール9AからワイヤWを繰り出しながら当該ワイヤWの張力を繰出し側張力に上げる一方、このワイヤWの張力をこの張力よりも低い巻取り側張力に下げて第2リール9Bに巻取る前進駆動切断工程と、第2リール9Bからワイヤを繰り出しながら当該ワイヤWの張力を繰出し側張力まで上げる一方、このワイヤWの張力を巻取り側張力まで下げて第1リール9Aに巻取る後退駆動切断工程とを繰返し行う。その際、ワイヤ繰出し側では、第1リールをその周速度がガイドローラ24等の周速度よりも低くなる第1の回転速度で駆動し、巻取り側では、第2リールをその周速度が第1の回転速度で駆動される第1リールの周速度よりも低くなる第2の回転速度で駆動する。
(もっと読む)
研磨ベルト移動制御システム
【目的】 研磨ベルトをロール交換する際の作業性を向上することができる研磨ベルト移動制御システムを提供する。
【解決手段】 研磨ベルト20をロール交換するときには、研磨ベルト20の巻き取りを開始してから使用済の研磨ベルト20と未使用の研磨ベルト20とを結合するベルト結合部材91が巻取装置60の位置に移動するまで、自動的に研磨ベルト20の巻き取りを行わせ、ベルト結合部材91が巻取装置60の位置に移動した時点で研磨ベルト20の巻き取りを停止する。これにより、従業員は、研磨ベルト20の巻き取りが開始されてから結合部分(ベルト結合部材91)が巻取装置60の位置に移動するまでの間、その場に居合わせる必要がなくなり、結果として、研磨ベルト20をロール交換する際の作業性を向上することができる。
(もっと読む)
切削ブレードの管理方法
【課題】被加工物の特性にあった規格の切削ブレードを切削装置のスピンドルに装着可能な切削ブレードの管理方法を提供する。
【解決手段】ブレードケースを切削ブレードの規格に対応して複数の色に彩色する彩色工程と、規格に対応して彩色されたブレードケース中に規格に合った切削ブレードを収容する切削ブレード収容工程と、被加工物の特性に合った規格の切削ブレードを選定する切削ブレード選定工程と、選定された規格の切削ブレードを収容したブレードケースの色と同じ色を切削装置に登録する色登録工程と、切削ブレードの交換時に該登録された色のマーク100を該切削装置の表示画面7に表示する色表示工程と、該切削装置の表示画面7に表示された色と同じ色のブレードケースを用意し、該ブレードケース中に収容された切削ブレードを該切削装置のスピンドルに装着する切削ブレード装着工程と、を具備したことを特徴とする。
(もっと読む)
圧電振動子の両面ポリッシング加工装置、及び、両面ポリッシング加工方法
【課題】周波数掃引法によって厚み検出を行う圧電振動子の両面ポリッシング加工において、非導電性のポリッシングパッドの厚み、弾性、あるいは使用時間の影響を実質的に受けることなく、共振周波数の高周波数化と表面粗度への要求とに対応することを課題とする。
【解決手段】上定盤11には、流体貯留部34内に開口し、樋25から通電用流体を供給するための注入路32が設けられている。流体貯留部34内には、電極端面331が流体ポケット35より突出しない位置になるように測定電極33が設けられている。測定電極33は、電極端面331を除いて周囲が絶縁壁332により電気的に絶縁されている。
(もっと読む)
研磨ベルト移動制御システム
【目的】 研磨揚送装置の研磨ベルト移動制御システムにおいて、研磨ベルトを最後まで有効に使用することができる研磨ベルト移動制御システムを提供する。
【解決手段】 研磨ベルトの残量が巻取装置による1回の巻取り動作で巻き取り可能な研磨ベルトの巻取り量よりも少ないと、未使用部分となる研磨ベルトの残量と汚れたパチンコ玉の総数とに基づいて、使用済の研磨ベルトの交換を促す報知を行うか否かを判定する(ステップS22)。これにより、未使用部分が大部分残っているにも拘わらず交換報知に従って研磨ベルトを交換せざるを得ないような遊技場側の状況をなくすことができ、ロール状の研磨ベルトを最後まで有効に使用することができる。
(もっと読む)
ワイヤソーのトラバース装置
【課題】ワイヤ繰り出し位置とスライダの位置とのずれの発生を抑制する。
【解決手段】トラバース装置は、リール9Aから繰り出されるワイヤWが掛け渡されるガイドプーリ50を備えたスライダ40と、このスライダを駆動するトラバースモータ46等を備える。トラバース装置は、さらにワイヤWに接触可能に配置される一対のタッチローラ56a,56bと、これらに対するワイヤWの接触荷重を検出するロードセル60a,60bと、これらの検出荷重に基づきトラバースモータ46を制御する制御装置62等を備える。制御装置62は、ロードセル60a,60bのうち何れかにより接触荷重が検出されると、当該荷重が生じた側のタッチローラとワイヤWとが非接触状態となるように、検出された接触荷重に基づいてトラバースモータ46を制御することによりスライダ40の位置をワイヤ繰り出し位置Pに対して相対的にシフトさせるシフト動作を実行する。
(もっと読む)
化学機械研磨用の適応終点検出
【課題】 光学監視装置で生成される信号のノイズに拘わらず正しい終点を検出する。
【解決手段】 方法とともに装置が、基板10表面を研磨パッド30に接触させる。光学終点検出装置により、光線42を向けて基板10表面に衝突させる。光学終点監視装置からの信号を監視し、第一の終点基準が第一の時間ウィンドウ内で検出されない場合には、デフォルト研磨時間で研磨を停止する。第一の終点基準が第一の時間ウィンドウ内で検出される場合には、第二の終点基準を得るために信号を監視し、第二の終点基準が検出される場合に研磨を停止する。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、平行度に優れ、同一ロットで研磨されたガラス基板間の板厚偏差が小さい磁気記録媒体用ガラス基板の提供を目的とする。また、平行度に優れ、同一ロットで研磨されたガラス基板間の板厚偏差が小さい磁気記録媒体用ガラス基板を生産性高く研磨するガラス基板の研磨方法、及び該研磨方法を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の両主平面を研磨する研磨工程において、ガラス基板の両主平面を同時に研磨したとき、前記ガラス基板を研磨する前の研磨液の温度Ts1から、ガラス基板を研磨した後の研磨液の温度Ts2を差し引いた、研磨液温度差ΔTs(=Ts1−Ts2)が−3℃〜0℃であることを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
CMPプロセス中のインシチュウ終点検出に用いるポリッシングパッド
【課題】研磨プロセスに関して正確性を向上し更に有用な情報を与えるために用いる事ができる終点検出用ポリッシングパッドを提供する。
【解決手段】ポリウレタン材料製の第1層22とその背面に配置され、第1層材料より軟質の第2層材料20からなるポリッシング面に形成されたホール30と、そのホールに挿入されたクオーツインサートから構成される透明ソリッド部分と、このポリッシング面とは反対の面に形成され、前記透明ソリッド部分と調芯され、かつ透明ソリッド部分にまで延びる溝を有する構造のポリッシングパッド18であり、基板上の層の均一性を、係る層の研磨の最中にインシチュウで測定するために使用する。
(もっと読む)
研磨ベルト移動制御システム
【目的】 研磨揚送装置の研磨ベルト移動制御システムにおいて、研磨ベルトを最後まで有効に使用することができる研磨ベルト移動制御システムを提供する。
【解決手段】 1ロール終了状態検知手段により研磨ベルトの1ロール終了状態が検知されると、使用済の研磨ベルトの巻取り量(ステップS36)と汚れたパチンコ玉の総数(ステップS38)とに基づいて、使用済の研磨ベルトの交換を促す報知を行うか否かを判定する(ステップS39)。これにより、未使用部分が大部分残っているにも拘わらず交換報知に従って研磨ベルトを交換せざるを得ないような遊技場側の状況をなくすことができ、ロール状の研磨ベルトを最後まで有効に使用することができる。
(もっと読む)
ワーク加工装置及び方法
【課題】2つの撮像装置を用いて効率的にワークのアライメントを実行可能なワーク加工装置及び方法を提供する。
【解決手段】回転刃23は、Y方向及びZ方向に移動自在である。θテーブル40の上面のワーク10は、X方向及びY方向と平行な平面内で回転可能かつX方向に移動自在である。撮像装置90L,90Rは、X方向に関して回転刃23を挟んで反対側に位置する。撮像装置90L,90Rの光軸は、Y方向に関して回転刃23から同じ側に所定距離だけずれた各位置でワーク10の存在平面と交差する。切断時のワーク10の移動ストロークの前後でワーク10の左右の切断マークを撮像装置90L,90Rでそれぞれ撮像する。撮像画像に基づき、ワーク10のY方向移動量及びθ方向位置補正量を演算する。
(もっと読む)
81 - 100 / 418
[ Back to top ]