
Fターム[3C058CA02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 課題(ワーク種別) (3,461) | 形状 (237)
Fターム[3C058CA02]の下位に属するFターム
複雑な形状 (45)
Fターム[3C058CA02]に分類される特許
1 - 20 / 192
ワイヤソー制御システムおよびワイヤソー
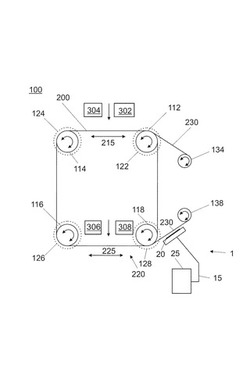
【課題】ワイヤソーを動作させるためのワイヤソー制御システムを提供する。
【解決手段】インゴット302、304、306、308に対してワイヤ230を選択可能なワイヤ速度で移動させることによってウエハへとスライシングするワイヤソー100のワイヤソー制御システム1は、ワイヤ230を検査するためのカメラ20と、ワイヤ速度に従ってカメラ20を動作させるためのカメラ制御ユニット25とを含む。さらに、このワイヤソー制御システム1を含むワイヤソー2およびワイヤソー2のワイヤ230を検査する方法は、ワイヤ230を可変のワイヤ速度で移動させるステップと、ワイヤ速度に従ってワイヤ230を検査し、それによって検査結果を得るステップとを含む。
(もっと読む)
プラスチックレンズ用の研磨工具、プラスチックレンズの研磨方法及びプラスチックレンズの製造方法

【課題】プラスチックレンズに対する研磨の際に発生する研磨廃液処理に要するコストを低減しつつ、研磨効率の低下を抑制するプラスチックレンズ用の研磨工具、プラスチックレンズの研磨方法及びプラスチックレンズの製造方法を提供する。
【解決手段】プラスチックレンズの光学面を整えるのに用いられる研磨工具であって、発泡性を有するポリウレタン樹脂を主成分とする物質に対して結晶性アルミナからなる砥粒が均一に分散して固定されている単層からなる。
(もっと読む)
トップロール研磨装置
【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
光学素子加工用治具、光学素子加工装置、及び光学素子製造方法
【課題】同時に加工可能な光学素子の数を従来よりも増やすことができる光学素子加工用治具、光学素子加工装置、及び光学素子製造方法を提供する。
【解決手段】光学素子加工用治具10は、光学素子材料の表面を研磨又は研削する光学素子加工装置において用いられる光学素子加工用治具10であって、球面形状の表面に、光学素子材料の一部が配置される凹部11が複数設けられた形状をなす部材からなる。
(もっと読む)
ドリル研磨装置及びその部品並びにドリル
【課題】従来よりも多数の切削加工を連続して行えるようにドリルの加工を行うためのドリル研磨装置を提供する。
【解決手段】本発明のドリル研磨装置は、すくい面を含むドリル切刃とこのドリル切刃と連なるチゼル切刃とが形成されたドリルを、回転する砥石1の研磨面に当接させることにより研磨加工する。研磨面は、前記ドリル切刃を研磨するためのドリル切刃研磨面11と、ドリル切刃研磨面11に連通して形成された逃げ面12とを有する。ドリル切刃研磨面11と逃げ面12とのなす傾斜角が20度〜26度の範囲内であり、逃げ面の長さが1.1[mm]以上である。回転するドリル切刃研磨面11にドリル切刃が当接され、逃げ面12にドリルのすくい面及びチゼル切刃が当接されることで、ドリル切刃とチゼル切刃とのなす角度を154度〜160度の範囲内に形成する。
(もっと読む)
レンズ研磨方法及びレンズ研磨装置
【課題】研磨ムラの少ない高精度のレンズ研磨を効率的に行うことが可能なレンズ研磨方法およびレンズ研磨装置を提供する。
【解決手段】レンズ研磨方法は、研磨装置の回転軸に保持され該回転軸を中心に回転駆動するレンズに対し、研磨ツールが回転軸の軸線と直交する方向及び軸線方向から、レンズの光学面に回転軸を中心に同心円状又は螺旋状のいずれかの研磨軌跡を描くように光学面を非球面形状に研磨するレンズ研磨方法であって、レンズを、研磨軌跡の旋回中心から離間した位置に配置する工程と、研磨ツールが光学面を研磨する時に、研磨ツールと光学面との間に所定の圧力を付与する工程とを備える。
(もっと読む)
インサートの外周面研削方法
【課題】本発明は、インサートのホルダーへの実装を想定した形態でインサートに外周面研削加工を施すことで、インサートのホルダーへの実装時の刃先位置のバラツキを減らすことである。
【解決手段】平板状のインサートの貫通穴の内面には、第1の加工用治具の基準面が接触する凸形状面が形成され、第1の加工用治具と、駆動装置と連結された回転軸を持つ第2の加工用治具とによって挟み込むように固定され、研削加工用工具との位置関係が決められた状態でインサートの外周面を研削することを特徴とするインサートの外周面研削方法である。
(もっと読む)
素地調整工具
【課題】狭隘な場所に狭い間隔で並設状態に配設している電線管や鋼管などの管材でも容易に素地調整作業を行うことができる素地調整工具を提供することを目的とする。
【解決手段】長尺体1に沿って移動自在に取り付ける移動基体2に、長尺体1に被嵌する被嵌体3を移動基体2に対して往復スライド移動自在に設け、この被嵌体3を移動基体2に対して往復スライド移動する駆動装置4を移動基体に設け、被嵌体3は、一対の被嵌半体3a,3bからなり一方の被嵌半体3aに対して他方の被嵌半体3bを半割自在に設けた構成とし、この被嵌体3の内側に長尺体1の外周面を包囲して当接する研磨体5を設け、この研磨体5は、被嵌体3が長尺体1を被嵌した際に、この長尺体1の外周面に押圧状態で密着するシート状研磨体5に構成した素地調整工具。
(もっと読む)
被加工物の加工方法
【課題】被加工物を1回で精度良く加工できるようにすること。
【解決手段】加工方法は、単位除去形状と被加工物との相対向きを変え、各相対向きの計算除去形状と目標除去形状の差分の内、最小の差分となる相対向きに回転研磨工具の回転軸と被加工物との相対位置を位置決めし、かつ滞留時間分布に従った、相対速度で被加工物を加工するようになっている。このため、本発明の加工方法は、1回の走査で、誤差の少ない加工が可能であるため、被加工面の高精度化と、繰返し加工する回数が減ることによる加工能率の向上が可能になる。
(もっと読む)
研磨液
【課題】磁性部とその凹部内に埋め込まれた非磁性部とを露出させて平坦な研磨面を形成させることができる研磨液を提供すること。
【解決手段】磁性材料を含む磁性部11と、該磁性部11に形成された複数の凹部120を覆うように埋め込まれた非磁性材料125とからなる複合体15を、磁性部11と凹部120内に埋め込まれた非磁性材料からなる非磁性部12とが露出して平坦な研磨面16を形成するまで研磨するために用いられる研磨液である。研磨液は、水と極圧剤とを含有する。極圧剤は、ポリオキシアルキレンアルキルエーテルリン酸エステル又はその塩、ポリオキシアルキレンアルキルエーテル硫酸エステル又はその塩、アルキルベンゼンスルホン酸又はその塩、α−オレフィンスルホン酸又はその塩、及びアルキルアミン又はそのアルキレンオキシド付加物から選ばれる少なくとも1種である。
(もっと読む)
バリ取り装置
【課題】ワークの管状端部のバリを簡素な構造で除去することができるバリ取り装置の提供。
【解決手段】バレル26が、開口穴33が形成されたケース34と、ケース34に固定されるとともに研磨部材30,31が開口穴33から脱落するのを防止する脱落防止部材35と、からなり、ケース34の開口穴33と脱落防止部材35との間には、ワークWの管状端部Waが挿入される隙間85が形成されている。
(もっと読む)
球体研磨装置
【課題】球体の加工品質を向上させるとともに、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】軸方向に圧力を加えながら回転盤体3を固定盤体2に対して回転させることにより球体を研磨加工する球体研磨装置1において、加工中の球体5の直径を測定する球径測定器6と、球径測定器6の測定値により球体5を研磨する研磨加工能率を制御するPLC7と、を備え、球径測定器6は、被測定球体5の姿勢を変更する姿勢変更機構64を有し、PLC7は、加工完了寸法を設定する設定手段71と、測定値Dmより平均直径を算出する加工能率演算部72と、設定手段71により設定された設定値及び平均直径に応じて加工能率の目標値を設定する加工能率演算部72と、測定値Dmと加工完了寸法とを比較して加工を停止させる加工能率演算部72と、を有する。
(もっと読む)
プランジャの表面粗さ調整装置
【課題】プランジャの径に応じて容易に製作すると共に、プランジャに迅速に設置することができるプランジャの表面粗さ調整装置の提供。
【解決手段】鉛直方向に沿って配置されて上下に駆動するプランジャ11に適用され、このプランジャ11の周方向の表面に摺接してプランジャ11の表面の粗さを調整する表面粗さ調整部材3と、この表面粗さ調整部材3をプランジャ11に押圧して支持する支持部材とを備えたプランジャ11の表面粗さ調整装置において、支持部材は弾性体1から成り、この弾性体1は、表面に表面粗さ調整部材3を貼付して固定する両面テープ2を有する。
(もっと読む)
研削方法
【課題】ビード周辺の母材表面の削り過ぎを防止でき、且つ削り幅を狭くできる研削方法を提供することを課題とする。
【解決手段】研削方法は、研削装置準備工程と第1研削工程と第2研削工程とからなる。
【効果】第2研削工程で、第1研削工程でビード16の一部を研削して得た平坦面39に、逆V字を呈する研削ベルト29を当てると、研削ベルト29の接触部が水平になり、研削ベルト29の非接触部が湾曲した母材から離れやすくなるため、ビード16周辺の母材37表面の削り過ぎを防止できる。また、第2研削工程で、研削ベルト29は平坦面39のみを研削するから、削り幅W2を狭くすることができる。したがって、ビード16周辺の母材37表面の削り過ぎを防止でき、且つ削り幅W2を狭くできる研削方法を提供できる。
(もっと読む)
自動ドリル先端加工機
【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
バニシングツール
【課題】外周面に段差を有するワークにおいても効率よくローラバニシング加工を行うことができるバニシングツールを提供する。
【解決手段】バニシングツール1は、バニシングローラ2をフレーム3の先端に、回動可能に軸支してなる。バニシングローラ2は、一方側端面231と外周面22との間に一方側加工角部211を有し、他方側端面232と外周面22との間に他方側加工角部212を有している。外周面22には、一方側外周面221と他方側外周面222とが形成してある。一方側加工角部211と他方側加工角部212とは、バニシングローラ2の軸線方向において、所定の間隔を介して設けてある。一方側加工角部211の最大外径は、他方側加工角部212の最大外径よりも大きい。
(もっと読む)
メタルシール部の加工方法および加工装置
【課題】簡易な方法で加工精度を高め、真円度および面粗度を向上させて油密性を確保するとともに、装置の簡素化により、生産コストを抑制できるメタルシール部の加工方法および加工装置を実現する。
【解決手段】ボデーB1に設けたテーパ面状のボデーシートB2に、ニードルNの先端に形成したテーパ面状のシート面N3を着座させるメタルシール部の加工を、ボデーB1の中心軸に対してニードルNの中心軸を傾斜させ、ボデーシートB2中心に対してシート面N3中心を偏芯配置して行なう。シート面N3とボデーシートB2の間に遊離砥粒を介在させた状態で、ニードルNに自転運動と、ボデーB1の中心軸周りに偏芯回転させるすりこぎ運動を与えることにより、シート面N3とボデーシートB2を同時に仕上加工する。
(もっと読む)
内外輪兼用超仕上盤
【課題】内輪及び外輪に対する超仕上加工を1台の設備で自動的に行えるようにし、内輪に対する超仕上加工のためのセットと、外輪に対する超仕上加工のためのセットとの切り換えを全自動で行うことを可能にする。
【解決手段】軌道輪2,4を回転可能に保持する軌道輪保持機構6と、軌道輪の軌道面2s,4sに超仕上加工を施す軌道面加工機構とを有し、軌道輪保持機構は、加工対象となる軌道輪の種類に応じて、軌道輪搭載用構造体を回転軸Axに対して接離させる構造体移動手段を備え、軌道面加工機構は、内輪及び外輪軌道面用砥石8a,8bの双方を支持する軌道面用砥石ホルダと、軌道面用砥石ホルダを移動、旋回させるホルダ移動旋回手段とを備え、加工対象が内輪の場合、内輪軌道面に内輪軌道面用砥石を押し付け、加工対象が外輪の場合、外輪軌道面に外輪軌道面用砥石を押し付けて、オシレーションさせながらトラバースする。
(もっと読む)
ワイヤーソー切断工法
【課題】この発明は、基準面から突出し、切断位置の断面において角部を有する多角断面突出部材を、効率よく基準面直近で切断するワイヤーソー切断工法を提供することを目的とする。
【解決手段】天井面310から突出する中間杭300を、無端状のワイヤー11を回転させて切断するワイヤーソー切断工法であって、中間杭300を、ワイヤー11で切断する切断位置の断面において角部を有するH型鋼で構成するとともに、切断位置を、中間杭300における天井面310の直近位置とし、切断開始時において、中間杭300のフランジ300aの角部のワイヤー11への角当たりを防止する補助プーリ110を有する補助プーリ機構100を、該基準面直近基端位置にセットするワイヤー11に対応して中間杭300に装備した。
(もっと読む)
フィレットローラの欠損判定装置およびその方法
【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
1 - 20 / 192
[ Back to top ]