
Fターム[3C058DA10]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 仕上研磨、特定研削機構による研削に特有の技術 (8,852) | 装置の構造(その他) (2,601) | 振動機構 (158)
Fターム[3C058DA10]に分類される特許
1 - 20 / 158
超仕上げ加工装置、超仕上げ加工方法、及び超仕上げ加工された軌道面を有する軸受の外輪
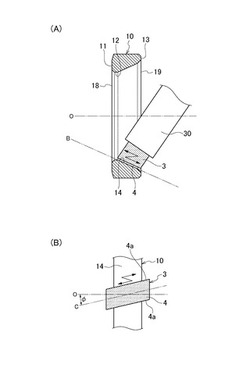
【課題】円環部材の内周面に形成された対数クラウニング面に対し、軸方向に均一な仕上げ加工を短時間で施すことができる超仕上げ加工装置、超仕上げ加工方法、及び当該超仕上げ加工方法によって超仕上げ加工された軌道面を有する軸受の外輪を提供する。
【解決手段】超仕上げ加工装置1は、加圧部30に保持された砥石3を、対数クラウニング面の母線に接する面Bに沿って、外輪10の中心軸Oに対して一定の角度φだけ傾斜した方向Cに往復直線運動させる往復直線運動機構40を備える。
(もっと読む)
作業工具

【課題】簡単な構成で先端工具を保持できる技術を提供する。
【解決手段】クランプシャフト123は、シャフトと、クランプヘッド125と、係合フランジ126を有している。このクランプヘッド125と係合フランジ126は、シャフトから径方向に突出して形成されている。そして、クランプシャフト保持機構130は、係合フランジ126の外端とシャフトとの間に位置して係合フランジ126を保持する環状部材131を有し、環状部材131が係合フランジ126と協働してクランプシャフト123を保持する。これにより、クランプヘッド125とスピンドル120の間にブレード200が挟持される。
(もっと読む)
振動バレル研磨装置
【課題】処理槽を安定して支持する。
【解決手段】弾性的に支持された略水平な基板12と、基板12を振動させる振動モータ13(振動発生装置)と、軸線を略鉛直方向に向けた螺旋状の処理槽20と、処理槽20を基板12に固定して支持するための支持部材30とを備え、基板12と支持部材30を介して処理槽20を振動させることで研磨を行う振動バレル研磨装置において、支持部材30は、処理槽20をそのほぼ全長に亘って下から支持する載置部31を有している。
(もっと読む)
素地調整工具
【課題】狭隘な場所に狭い間隔で並設状態に配設している電線管や鋼管などの管材でも容易に素地調整作業を行うことができる素地調整工具を提供することを目的とする。
【解決手段】長尺体1に沿って移動自在に取り付ける移動基体2に、長尺体1に被嵌する被嵌体3を移動基体2に対して往復スライド移動自在に設け、この被嵌体3を移動基体2に対して往復スライド移動する駆動装置4を移動基体に設け、被嵌体3は、一対の被嵌半体3a,3bからなり一方の被嵌半体3aに対して他方の被嵌半体3bを半割自在に設けた構成とし、この被嵌体3の内側に長尺体1の外周面を包囲して当接する研磨体5を設け、この研磨体5は、被嵌体3が長尺体1を被嵌した際に、この長尺体1の外周面に押圧状態で密着するシート状研磨体5に構成した素地調整工具。
(もっと読む)
ガラス基板の外周端面研磨方法、ガラス基板の製造方法及び外周端面研磨装置
【課題】研磨ブラシを用いることなく、外周面取り部と外周側面部とを均一かつ安定的に研磨する方法を提供すること。
【解決手段】中央部に円形孔を有する複数の円盤形状ガラス基板を、前記円形孔の位置をあわせて重ね合わせてガラス基板積層体を形成し、該ガラス基板積層体の前記円形孔に貫通して前記ガラス基板積層体を支持する支持棒を有する容器内にガラス基板積層体を固定する、積層体形成工程と、前記ガラス基板積層体の外周端面と前記容器の内壁との間の空間に、砥粒を含む研磨液を封入する、研磨液封入工程と、前記研磨液が前記外周端面に接触するように、前記研磨液が封入された前記容器を振とうして前記外周端面を研磨する、研磨工程と、を含む、ガラス基板の外周端面研磨方法。
(もっと読む)
バリ取り装置
【課題】従来のバリ取り装置は、プーリー、ブレーキモーター、減速機、駆動プーリー、ベルト、テンション機構やそれらを制御するための制御装置が必要であったので、大型化し多額の製造コストを必要であった。
【解決手段】本発明は、小型機械部品2を収容する箱体3と、スライドレール13と、スライドレール13上を箱体3とともに移動するスライドブロック14と、ピストンロッド6を移動させることにより箱体3を前進移動または後退移動させるエアシリンダ7と、エアシリンダ7と箱体3の間に設けられた後退停止コイルバネ9と、箱体3の後退停止コイルバネ9が設けられた側と反対側に設けられた前進停止コイルバネ8とを有し、箱体3は前進後退移動を繰り返し行い、箱体3の前進移動中に前進停止コイルバネ8のバネ力により箱体3の前進移動を停止させ、箱体3の後退移動中には後退停止コイルバネ9のバネ力により箱体3の後退移動を停止させるものである。
(もっと読む)
バリ取り装置
【課題】 常時良好な研磨性能が得られるとともに、効率よくバリ取りを行うことができるバリ取り装置を提供すること。
【解決手段】 平板状とされかつ一対の表面にそれぞれ研磨ベルト9が配置される研磨部10と、前記研磨部10の各表面にそれぞれ研磨ベルト9を供給する供給部21A,21Bと、前記研磨部10を前記表面に沿った方向へ振動させる加振部30と、を有し、前記研磨部10は、所定間隔で平行に配置された一対の保持プレート11と、前記保持プレート11の先端側に設置された転回部12と、前記保持プレート11の基端側の内面側に設置された導入部13と、前記保持プレート11の基端側の外面側に設置された送出部14とを有し、一対の前記研磨ベルト9は、前記供給部21A,21Bから前記導入部13に供給され、前記保持プレート11の間を通して前記転回部12で転回され、前記保持プレート11の外側に沿って送られ、前記送出部14から回収部21C,21Dに回収されるように配置されている。
(もっと読む)
超仕上加工ユニット
【課題】つば付き内輪の複数のつば部(面)に対する超仕上加工を、単一(1台)の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットを提供する。
【解決手段】つば付き内輪2の複数のつば部(面)2tに対する超仕上加工を、単一の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットU2であって、つば部用砥石60aを支持するつば部加工ヘッド60と、つば部加工ヘッドを反転可能に支持し、かつ、その反転軸R回りにつば部用砥石を所望の角度で反転させる反転機構62と、反転機構を支持し、かつ、反転機構と共につば部加工ヘッドを所望の方向θに旋回させると共に、微少往復運動(オシレーション)Osさせる作動装置64とを備えている。
(もっと読む)
内外輪兼用超仕上盤
【課題】内輪及び外輪に対する超仕上加工を1台の設備で自動的に行えるようにし、内輪に対する超仕上加工のためのセットと、外輪に対する超仕上加工のためのセットとの切り換えを全自動で行うことを可能にする。
【解決手段】軌道輪2,4を回転可能に保持する軌道輪保持機構6と、軌道輪の軌道面2s,4sに超仕上加工を施す軌道面加工機構とを有し、軌道輪保持機構は、加工対象となる軌道輪の種類に応じて、軌道輪搭載用構造体を回転軸Axに対して接離させる構造体移動手段を備え、軌道面加工機構は、内輪及び外輪軌道面用砥石8a,8bの双方を支持する軌道面用砥石ホルダと、軌道面用砥石ホルダを移動、旋回させるホルダ移動旋回手段とを備え、加工対象が内輪の場合、内輪軌道面に内輪軌道面用砥石を押し付け、加工対象が外輪の場合、外輪軌道面に外輪軌道面用砥石を押し付けて、オシレーションさせながらトラバースする。
(もっと読む)
表面処置方法
【課題】往復揺動による表面処理において、処理効率が高く、かつ処理時間の短い、耐久性に優れた表面処理方法を提供する。
【解決手段】揺動槽1内に処理材12及び被処理物13を収容し、揺動槽1を略等速で往復揺動させて被処理物13の表面を処理する表面処理方法であって、往復揺動において、少なくとの2以上の速度の異なる揺動区間を有し、揺動区間のうち、揺動端を含む揺動区間における速度が最も小さい。
(もっと読む)
研磨装置
【課題】 変位拡大機構により伸縮部材の変位量を拡大したアクチュエータを用いて、複雑かつ高精度な研磨にも使用可能で、かつ壊れにくい研磨装置を提供する。
【解決手段】 ポリッシングツールにより被研磨物の表面を研磨する研磨装置であって、電圧又は電流の供給により変形する伸縮部材と、その伸縮部材に生じる変位を拡大する変位拡大機構と、を備えたアクチュエータと、中央部にポリッシングツール又は被研磨物のいずれか一方を取り付け、周囲に前記アクチュエータを複数台接続するセンター部材と、それぞれの伸縮部材に所要の電圧又は電流の波形を供給し、アクチュエータに拡大された変位を生じさせる駆動回路と、を有し、それぞれのアクチュエータに生じる変位に伴ってセンター部材の位置が変化し、それによって被研磨物とポリッシングツールとの間に生じる相対的な動きにより被研磨物の表面を研磨することを特徴とする。
(もっと読む)
ピーニング仕上げ
【課題】歯車の歯元円半径及び歯面をピーニングにより強化し、かつ耐摩耗性を高め、その後で振動仕上げ処理によりピーニングによる圧痕を減少させる。
【解決手段】第1ピーニング媒体を金属歯車の複数表面に衝突させ、歯車の歯元の強度と耐摩耗性を高め、次いで、第2ピーニング媒体に複数表面を曝すことにより歯車表面の圧縮応力(KSI)を高め、容器内で精密仕上げ媒体を歯車と共に振動させた後、歯車を洗浄し、さび止め処理をする。
(もっと読む)
ワイヤソースラリ廃液の処理方法及び装置
【課題】固定砥粒式ワイヤソーのスラリ廃液からクーラントを効果的に分離できるようにする。
【解決手段】固定砥粒式ワイヤソーのスラリ廃液を分離装置に供給してクーラントを分離するスラリ廃液処理装置であって、貯留槽10から分離装置6に供給するスラリ廃液3aの温度を検出する温度計25又は粘度を検出する粘度計26と、温度計25又は粘度計26の検出値に基づいて、分離装置6に供給するスラリ廃液3aの粘度が最低粘度を保持するように貯留槽10のスラリ廃液3aの温度を設定温度に調節する温度調節装置23とを備える。
(もっと読む)
フィルムラップ装置、等速自在継手の外側継手部材、車輪用軸受装置のハブ輪、およびフィルムラップ方法
【課題】装置のコンパクト化及び軽量化を図ることができ、かつ作業性に優れる等の利点があるフィルムラップ装置およびフィルムラップ方法を提供する。
【解決手段】フィルムラップ装置は、一面1a側に砥粒面が形成されたラッピングフィルム1と、ラッピングフィルム1の砥粒面をワークWの加工面Waに押し付ける押付手段2と、ワークWをその軸線L廻りに回転させる駆動手段3と、ラッピングフィルム1にワークWの軸線方向のオシレーションを付与するオシレーション手段4とを備える。オシレーション手段4に空気圧によって振動するエアバイブレータ18を用いた。
(もっと読む)
バリ取り方法及びバリ取り用衝撃波発生装置
【課題】バリを良好に除去することができるバリ取り方法を提供する。
【解決手段】バリ取り方法は、ワーク10に形成した第1穴11に対し、第2穴12を交差して連通して形成し、第2穴12の第1穴11への開口部12Aの周囲に形成されたバリ13を除去する。ワーク10の表面に形成された第1穴11の開口端部11Aを薄膜により封鎖する封鎖工程と、薄膜20を介して封鎖した第1穴11の開口端部11Aに対向する位置に処理液30を配置する待機工程と、処理液30に衝撃波を発生させる衝撃波発生工程と、衝撃波が薄膜20を破断して処理液30が第1穴内11に充満しながら高速で流入してバリ13に衝突することにより、このバリ13を折り取り除去する除去工程とを有している。
(もっと読む)
固定砥粒ワイヤーソー装置
【課題】従来の固定砥粒ワイヤーソー装置においては、高速走行している固定砥粒ワイヤーに向けて高圧流体や超音波振動を与えた流体を噴射する噴射手段を設け、ワイヤー表面に詰まったスラッジ等を吹き飛ばす技術や、高速走行するワイヤー列に空気あるいは加工液を介して超音波振動を付加する装置があるが、いずれも十分な洗浄効果が得られないという問題がある。
【解決手段】固定砥粒ワイヤーの走行路中に超音波振動発生装置を配置し、その超音波振動発生装置に設けた印加子を、走行する固定砥粒ワイヤーに接触させて超音波振動を固定砥粒ワイヤーに直接印加させるようにしたことを特徴とする。
(もっと読む)
内径面加工方法、内径面加工用ツールおよび内径面加工装置
【課題】砥石部の径方向への拡幅振動により、ワークの被加工穴内径面についての高い加工能率化を実現することができる内径面加工技術を提供する。
【解決手段】ツール本体30と、このツール本体30の一部に設けられ、軸方向振動により径方向へ拡幅振動する構造を有する砥石加工部31と、ツール本体30に軸方向振動を与える超音波振動子32とを備えてなり、超音波振動子32によりツール本体30に軸方向振動が与えられると、この軸方向振動により砥石加工部31が径方向へ拡幅振動して、ワークの被加工穴内径面に対して径方向振動を伴った加工を行う。これにより、ホーニング加工等の内径面加工における加工効率を向上させることができる。
(もっと読む)
板状部材研磨装置
【課題】板状部材と研磨ベルトとの押圧面を均一に接触させて、均一平面に仕上げると共に、押圧や研磨ベルトの駆動速度の加減速度の調整を容易として最適な研磨条件で板状部材を効率的に研磨できる板状部材研磨装置を提供する。
【解決手段】圧接部材7を研磨ベルト1の駆動方向と直交する方向に揺動自在とする簡単な追従機構とすると共に圧接部材降下用電動シリンダー35の圧接力は電流比制御を行い常に均一に調整し、研磨ベルト1を安定して連続的に駆動しながら被研磨材50を上載する保持台40を往復動させることで被研磨材50表面の平滑化及び表面の仕上げを良好なものとする研磨を行うことができるオープンリール式のベルト研磨装置である。
(もっと読む)
オービタルサンダ
【課題】バランサを大型化することなくバランサ全体の重量を軽くし、重心位置や重量の設計自由度を高めて振動低減に必要な遠心力を効果的に発生させる。
【解決手段】オービタルサンダ1において、偏心軸7Aに設けられるバランサ21を、内側部材22と外側部材23とを組み合わせて形成すると共に、両部材を、偏心軸7Aの中心に近い内側部材22よりも中心から遠い外側部材23の方が比重が大きくなる材料(ここでは内側部材22を比重2.7のアルミニウム製、外側部材23を比重8.4の真鍮製)でそれぞれ形成した。
(もっと読む)
研磨装置、研磨パッドおよび研磨方法
【課題】効率良く基板を研磨する研磨装置を提供すること。
【解決手段】研磨装置が、研磨パッドと、ターンテーブルと、供給ノズルと、振動供給部と、壁面部と、を備えている。研磨パッドは、被加工基板の被研磨面が押し当てられて前記被研磨面の化学的機械的研磨を行う。ターンテーブルは、前記研磨パッドを載置する。供給ノズルは、前記研磨パッド上に研磨剤を滴下する。振動供給部は、前記研磨パッドに振動エネルギを与える。壁面部は、前記研磨パッドの外周部に立設され、前記研磨パッドの上面よりも高い高さの壁面で前記研磨パッドの側面を囲う。
(もっと読む)
1 - 20 / 158
[ Back to top ]