
Fターム[3C060BB18]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 工具の形状、構造 (439) | 工具の製造法 (56)
Fターム[3C060BB18]に分類される特許
1 - 20 / 56
高強度繊維強化プラスチック板の裁断装置
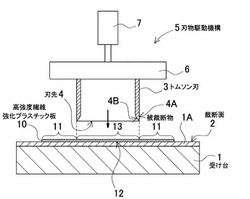
【課題】安価な切断刃でもって、高強度繊維強化プラスチック板を極めて能率よく正確な外形に裁断する。
【解決手段】裁断装置は、高強度繊維強化プラスチック板10を受け台1に載せてトムソン刃3で打ち抜き加工して裁断する。トムソン刃3は、炭素の含有量を0.5%〜0.7%とする板状の炭素鋼で、板状の炭素鋼を所定の形状に折曲又は湾曲加工して、刃先4のHRC硬度を64以上とする状態に焼き入れして、刃先4の長手方向に直交する横断面形状の刃面傾斜角(α)を25度よりも大きくて60度よりも小さくしている。
(もっと読む)
プランジャ−形叩き出しジグ

【課題】 合成樹脂成形物に、直径2ミリ程度の極めて小径な打ち抜きをおこなう抜型において、使用の過程で磨耗した刃型を簡易的に修復させる、これまでに存在ない専用工具の提供。
【解決手段】 従来から、磨耗した刃型を再生させる手段としておこなわれている、叩き出しと称呼される修復方法において、ハンマーに介して使用する先行技術の考案品である叩き出しジグを参考に、本件の課題を解決しうる形態に創作する。
(もっと読む)
印刷物とその抜き型
【課題】少なくとも二隅に丸いコーナーを有する二つの薄板片の連接部に抜きかすが残らないように打ち抜かれた印刷物とこの印刷物を印刷シートから打ち抜くための抜き型、を提供する。
【解決手段】厚紙またはプラスチックの薄板からなる長方形の第一の薄板片と第一の薄板片の一辺の延長上に切り離し可能に形成された連接部を介して第二の薄板片が連接された印刷物であって、前記第一の薄板片の四隅には丸型のコーナーが形成され、前記第二の薄板片の前記連接部を挟む二隅には斜め直線状に切り落とされた直線状のコーナーが形成された印刷物と、その抜き型を提供する。
(もっと読む)
打ち抜き型および打ち抜きプレス装置
【課題】
合成樹脂フィルムをプレス装置により打ち抜く一連の工程において、フィルムの帯電による処理効率の低下、放電による製品の損傷を防止ないし回避する。
【解決手段】
ループ刃132と、ループ刃の内側および/または外側に設けられた跳上げ部材1331,1332とを備えた打ち抜き型であって、当該跳上げ部材が弾性材からなり、跳上げ部材の表面に、金属フィルム1354,1362(または金属パネル)が貼着され、金属フィルム(または金属パネル)が接地されていることを特徴とする。
(もっと読む)
トムソン刃切断機
【課題】トムソン刃の切断時に切断面の形が崩れないように、切断金型の交換を容易にすることを可能にするトムソン刃切断機を提供すること。
【解決手段】ハンドルにより駆動される切断金型の上刃が、固定された切断金型の下刃に対し上下方向に変位して該下刃の上に置かれたトムソン刃を切断する装置において、上記切断金型の下刃がトムソン刃の胴部に接する部分と刃先に接する部分とにより構成されており、トムソン刃の刃先に接する部分がトムソン刃の胴部に接する部分と容易に取付けおよび取り外し出来る構造であることを特徴とするトムソン刃切断機。
(もっと読む)
カッター
【課題】刃先を持つダイおよび刃先を受けるアンビルに硬質材料を用いて、両者に挟まれた板状のワークを切断加工するカッターで、耐摩耗性を従来使われているカッターより落とすことなく、カッター初期使用時のダイ刃先のチッピングを低減する。
【解決手段】アンビル11を二層以上の構造として、アンビル表面5をヤング率がEc(GPa)の硬質層としたうえで、その硬質層の厚さTc(mm)を 60≦Ec×Tc≦2160 の範囲とすることで、耐摩耗性と初期使用時の刃先のチッピング防止を両立できた。
(もっと読む)
穿孔加工用の針付回転部材
【課題】針の取り付けを精度良く且つ容易に行うことができ、針の交換作業も容易である針付回転部材を提供すること。
【解決手段】本発明の針付回転部材は、板状部材3が複数積層されて構成される本体と、該本体に、その周面から針先が突出するように固定される多数の針4とを有する、穿孔加工用の針付回転部材であり、板状部材3は、一方の面に凹部31、他方の面に凸部32を有し、該凹部31の周囲に複数の針挿通孔34又は溝が放射状に形成されており、針4は、その長手方向の後端側に段部45を有しており、板状部材3の針挿通孔34又は溝に針4を挿入し、該板状部材の凹部31に他の板状部材の凸部32を挿入するようにして、複数の板状部材3,3・・を積層することにより、針挿通孔又は溝に挿入した針4の配置位置が固定されるようになされている。
(もっと読む)
打ち抜き刃
【課題】
打ち抜き品が排出通路に詰まらずに、かつ外部に散逸することがない打ち抜き刃を提供する。
【解決手段】
切削形成した薄状体打ち抜き用の薄刃111を有するとともに、薄刃の内側に打ち抜き品排出用の排出通路が形成された打ち抜き刃11であって、
排出通路Pの壁面の刃先からh(0.1mm≦h≦1.5mm)の距離に排出通路拡張段差が形成され、
排出通路拡張段差gの前では断面の内輪郭が打ち抜き品の輪郭と同じまたは打ち抜き品の輪郭よりも小さく、排出通路拡張段差gの後ろでは断面の内輪郭が打ち抜き品の輪郭と同じまたは打ち抜き品の輪郭よりも大きく、かつ、排出通路拡張段差gの高さが(0.03mm≦g)である。
(もっと読む)
せん孔カッタ、それを備える分岐継手およびせん孔カッタの製造方法
【構成】 せん孔カッタ10は、金属製のカッタ本体40および合成樹脂製のネジ本体42を含み、EFサドル継手(12)などの分岐継手に設けられて、水道管などの配管(100)を分岐する際に配管(100)をせん孔するために用いられる。カッタ本体40は、ネジ本体42の壁内に埋め込まれる位置に形成される第1係合部48を有し、ネジ本体42は、第1係合部48と係合してネジ本体42からのカッタ本体40の抜け落ちを防止する第2係合部56を有する。好ましくは、第1係合部48および第2係合部56の一方が環状溝であり、他方がそれに嵌まり合う環状突起であって、カッタ本体40とネジ本体42とは、配管(100)のせん孔前またはせん孔途中に、周方向に相対回転可能とされる。
【効果】 せん孔カッタを軽量化でき、施工性を向上できる。また、カッタ本体とネジ本体とを相対回転可能とすれば、せん孔負荷を小さくでき、ネジ本体の破損を確実に防止できる。
(もっと読む)
微細穴加工用工具およびその作製方法ならびに高分子フィルムの加工方法
【課題】高能率・高品質な微細穴加工を実現するための加工用工具、その作製方法および高分子フィルムの加工方法を提供する。
【解決手段】単結晶シリコンの基板に、ドライエッチング技術によって形成した微小貫通孔を形成し、少なくとも該微小貫通孔の内壁に一種もしくは二種類以上の金属膜を積層して金属製の中空状ニードルを形成する微細穴加工用工具を提供し、さらに、該微細穴加工用工具を用いることで、高分子フィルムに、最小寸法が数μm〜数十μm程度の微細な貫通穴を高精度、高品質かつ高能率に加工する方法を提供する。
(もっと読む)
ダイロールおよびその製造方法並びにロータリ加工装置
【課題】ダイロールを容易且つ迅速に製造でき、正確で高精度の加工が期待できる。
【解決手段】円柱状のワーク10Aを、そのワーク軸心を中心にして回転自在に支持し、前記ワーク10Aの円周面に、エッチング液に対して耐性を有するインクをインクジェットノズルから噴射してマスクを形成する。さらに、前記マスクを形成後に、エッチング液をノズルから噴射することにより、露出したワーク10Aの金属面をエッチング処理して加工パターンを形成する工程とを備えている。このように製造されたダイロールは、エッチング処理された刃部を有する本体ロールと、回転軸とからなる。
(もっと読む)
抜き型
【課題】
帯状刃の取り付け作業、帯状刃の交換、帯状刃の打抜き輪郭の設計変更が容易で、帯状刃の取り付け精度が高く、帯状刃の経時的な精度低下が生じず、かつリサイクル可能な構成材料の比率が高い抜き型を提供する。
【解決手段】
角部を除く外周が垂直面からなる四角形状の内側部材11と、内側部材11を内部に受容する部材であって、角部を除く内周が垂直面からなる外側部材12と、
内側部材11と外側部材12とを、少なくとも各角部でそれぞれ連結する角部材13とを備え、各角部材13に、コーナ刃141が形成され、内側部材11の角部13を除く外周と、外側部材12の角部を除く内周との間に、サイド刃142が挟持され、内側部材11と外側部材12の少なくとも一方が金属から構成されている。
(もっと読む)
シート面取打抜切断装置
【課題】 建材等のプラスチック系タイルの突合わせエッジの加工形状図の高級意匠感指向への移行、幼児等の皮膚の弱い者が接する場合の対策、内部素材の被服等の要求から綺麗なアール面取加工への要望が出始めたが、安定した加工精度とコスト低減に課題があった。
【解決手段】 素材シートの熱変形塑性特性を活用し、精密な温度管理と加工時間管理を精密な温度管理が可能な面取熱刃内恒温液体循環管1aを擁する特殊構造面取熱刃1を有する面取加工部と、替刃脱着が容易な製品タイル内歪除去用改良打抜切断刃耳部3aを有する打抜切断部を一体構成し、プレス機その他付属自動定寸送り装置等を具備し自動連続式シート面取打抜切断装置を構成する。
(もっと読む)
シート材打抜き機、打抜き機に用いられる刃当り調整シート
【課題】打抜き型の切り斑取り作業を行うことなく自動的に刃当りを調整することができる刃当り調整シートを提供する。
【解決手段】面板13の裏面側に刃当り調整シート17を貼着する。この刃当り調整シート17は上層シート19、中間シート21及び下層シート23が積層された三層構造であり、上層シート19と下層シート23は樹脂の一種であるポリエチレンテレフタレートで、中間シート21は合成ゴムの一種であるエチレン・プロピレンゴムで構成されている。打抜きの際に加圧にアンバランスが出たりデッドプレートの上面に錆びや埃Dが付着しても中間シート21の上下方向の弾性力により吸収され、刃当りはどの部位でも自動的にほぼ同じになる。中間シート21は上層シート19と下層シート23により左右方向の伸び縮みが確実に抑制され、シートを敷く作業中に邪魔にもならず、抜き作業中にゴムがヨレたりすることもない。
(もっと読む)
抜き型
【課題】
使用済みとなっても、構成要素のほとんどを再使用することができる新規構造の抜き型を提供する。
【解決手段】
打ち抜き刃用の複数の位置調整機能付きジグ3をジグ固定用パネル2に取り付け、当該ジグ3により当該打ち抜き刃を支持する抜き型1において、位置調整機能付きジグ3の、ジグ固定用パネルへの2取り付けは、典型的にはネジ、ボルト等による締結により行われる。本発明の抜き型では、位置調整機能付きジグ3をジグ固定用パネル2に取り付け、当該位置調整機能付きジグ3により打ち抜き刃34を挟持することができる。
(もっと読む)
抜き型ブロック
【課題】 トムソン刃を有する抜き型の一部に組み込む金属製の抜き型ブロックにおいて、彫刻刃のムラ取りを容易に行えるようにした抜き型ブロックを提供する。
【解決手段】 トムソン刃を有する抜き型の一部に組み込む金属製の抜き型ブロックにおいて、ブロック本体(23B)が複数の分割ブロック(23B−1〜23B−3)から構成され、該複数の分割ブロックには彫刻刃(23A)が連続するように形成されている一方、複数の分割ブロックはブロック本体の表面に対して上下の方向から連結・取外し可能な凹溝(24)と凸部(25)とによる継ぎ手で連結されており、複数の分割ブロックの各々が個別にムラ取り可能となっている。
(もっと読む)
ダイカッターおよびその製造方法
【課題】エッチングしたり、DLC層を形成したりする際の加工特性を有効に利用して切れ味が良く耐久性に優れた刃部を有するダイカッターおよびその製造方法を提供する。
【解決手段】機械加工された刃を有するダイカッター1の刃先部11に、物理的イオンエッチングを行うエッチング工程と、DLC層を形成するコーティング工程とを、交互に複数回行うダイカッター1の製造方法。上記製法により得られるダイカッター1であって、刃先幅5μmに機械加工された刃を有するダイカッター1の刃先部11が刃先角度90〜120度、刃先幅0.1μm、初期切り込み荷重1.15N/mm刃長以下となされたものである(ただし、初期切り込み荷重は、0.3mm厚のJIS K 6732相当の軟質塩化ビニルシートを切断した際の単位刃長当たりの荷重とする。)。
(もっと読む)
ナイフシリンダ、ロータリダイカッタ、刃物取付台及びナイフシリンダの刃物取付台固定方法
【課題】ナイフシリンダに装着された刃物取付台の交換に要する時間を短縮して、ロータリダイカッタの稼動率を向上させる。
【解決手段】ナイフシリンダ11の外周面11aに開口する固定穴12を設け、固定穴12の底部に磁力発生体16を固定すると共に、その上方に磁力発生体34を摺動可能に配置する。固定穴12の開口に設けた台座14の円周面14bを通して摺動体24を固定穴12の内部に挿入配置する。磁力発生体16及び34の対向面にN極磁石22a及びS極磁石22bを半周ずつ埋設する。磁力発生体34を180°回転可能にし、該対向面に同一磁極の磁石を配置させ、反発力を生じさせて、皿部24aを固定穴12から吐出させる。そして皿部24aと外周面11a間に刃物取付台40に穿設された貫通孔42の傾斜面48を嵌合固定する。
(もっと読む)
押抜き工具
本発明は、平たい材料を分割又は穴あけするための押抜き工具(1)特に切断線(1)、及び工具の製造に関する。特に平床及び/又は回転押抜き機における自動調整の際、改善された特性を持つ押抜き工具を提供するため、本発明によれば、熱処理及び/又は熱調質される鋼帯から、一方の幅狭い方の側面に、刃(31)を持つ切断部分(3)を形成され、他方の狭い方の側面に断面が凸な輪郭又は複数の突出する凸範囲(21,21′)から成る輪郭を持つ背部分(2)を形成され、この輪郭が、所々で縦範囲に対して横向きにかつ側面に対して直角に、削り屑の出ないように冷間成形又は圧印加工により、材料の自由な広がりにより形成される凹所(4)を持ち、広がり(B)の大きさが鋼帯の厚さ(D)より小さく、凹所の間の変形されない範囲(a)が、工具の使用開始の際塑性変形可能である。  (もっと読む)
(もっと読む)
打ち抜き刃ユニット
【課題】打ち抜き刃の刃先を加熱することで対象物の打ち抜き面を良好にすることができる技術を提供する。
【解決手段】上下定盤81、82間に配置された打ち抜き対象物(アクリル等)を打ち抜くために使用される上下の打ち抜き刃からなる抜き刃ユニットU1であって、金属ブロック(基部)の上面に、刃先から当該金属ブロックの底面までの距離が、全ての部位で同一、または、少なくとも一部で異なる刃が、削り出しにより形成されている。
(もっと読む)
1 - 20 / 56
[ Back to top ]