
Fターム[3C063AB02]の内容
Fターム[3C063AB02]の下位に属するFターム
外周面にて加工するもの (452)
内周面にて加工するもの (14)
端面(前面又は後面)にて加工するもの (468)
Fターム[3C063AB02]に分類される特許
21 - 40 / 175
シャフト付き耐水性スポンジ研磨具
【課題】電動工具用シャフト付き耐水性スポンジ研磨具に関し、内部に窪んだ曲面を有するワークを均等に研磨する。
【解決手段】耐水性のスポンジ研磨材3の形状を球体または半球体または棒状にして、電動工具用のシャフト4に取り付ける。耐水性のスポンジ研磨材3の大きさ、目の粗さ等、適度なものを選択し、速度調整しながら研磨し、場合によっては水を付けて、もしくは水中で研磨することによって、どんな磨き難い曲面も精度が増して仕上げる事が可能となる。
(もっと読む)
二重被覆ダイヤモンド研磨材粒子及びその製造方法
【課題】
工具マトリックス中に保持使用された構成において、熱放散性の良好なダイヤモンド粒子を提供すること。
【解決手段】
溶融塩中に整粒されたダイヤモンド粉末と、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、およびSiから選ばれる第一の金属の粉末とを分散させ、ダイヤモンド粒子の表面に該金属の炭化物からなる第一被覆層を形成し、次いで前記第一被覆層の上に電気めっきまたは化学めっきによりCu、Ag及びAuから選ばれる第二の金属単体又は該第二の金属を主体とする合金からなる第二被覆層を形成する。
(もっと読む)
歯車研削工具及び該歯車研削工具の使用方法

【課題】単一の工具によって連続的に荒加工と仕上げ加工とを行うことができ、しかも工具寿命を長くすることができる歯車研削工具及び該歯車研削工具の使用方法を提供する。
【解決手段】歯車研削工具10は、螺旋条72が刻設されると共に、該螺旋条72の表面に研削面70、71が設けられており、該研削面70、71でワークである歯車16の歯面研削を行うための工具である。この歯車研削工具10の研削面70には、荒加工用の荒研削面74が設けられており、研削面71には、荒加工用の荒研削面74が設けられると共に、該荒研削面74上に仕上げ加工用の成形ライン76が設けられている。
(もっと読む)
固体コアを有する研磨材物品、及び該物品の製造方法
研磨材物品、及び同物品の製造方法が提供される。該物品は、第1及び第2の対向する主面を有する一体式弾力部材を含み、前記部材は中央に配置された、実質的に研磨粒子のないコアと、研磨粒子を含む複数の研磨ゾーンを含む周辺環と、を含む。粒子は、一体式部材の少なくとも1つの主面を貫通して突出する。 (もっと読む)
切削/研磨工具及びその製造方法
製造が容易であり切削性能が改善された切削/研磨工具及びその製造方法が開示される。少なくともひとつの切削/研磨本体を含む切削/研磨工具を製造するための方法は、工具本体を準備すること及び、工具本体の表面に金属粉末が溶着されるように、工具本体の表面の下側に設けられた加熱装置を用いて工具本体の表面に熱を加えながら切削材粒子及び、切削材粒子より大きい比重を有する金属粉末を工具本体の表面に噴射することにより、切削材粒子を含むクラッディング層を形成することを含み、クラッディング層は少なくともひとつの切削/研磨本体を含む。 (もっと読む)
メタルボンド砥石及びその製造方法
【課題】長寿命のメタルボンド砥石を提供することを課題とする。
【解決手段】図(a)、(b)に示すように、研削比と研削能率は共に溶融物質が30体積%のときにピークとなる。図(a)において、従来の砥石の研削比は210と言われている。この値の3倍に横線を描くと、研削比が630となる溶融物質の範囲は20〜40体積%となる。
【効果】銅錫合金の含有率を、全体の20〜40体積%の範囲に制限することにより、長寿命の砥石が得られる。
(もっと読む)
メタルボンド砥石製造用焼結炉
【課題】高寿命のメタルボンド砥石を製造することができる焼結炉を提供することを課題とする。
【解決手段】焼成品を高圧不活性ガス中で冷却するようにした。不活性ガスは圧縮されると密度が大きくなりガス分子同士の衝突頻度が増すので、伝熱性が高まる。すなわち、高圧不活性ガスは、焼成品の保有熱を、冷却ジャケットへ効率よく伝達する、熱キャリアの役割を果たす。高い降温速度で冷却すると、脆弱な凝集塊の発生を抑制することができる。結果、砥石の寿命を延ばすことができる。
(もっと読む)
微細加工用工具および脆性材料の微細加工方法
【課題】マイクロ反応システム用チップ等の微細加工においてガラスやセラミックス等の脆性材料よりなる加工物の表面に幅や深さが100μm以下の微細な溝等を形成したりすることが可能な微細加工用工具、およびこのような微細加工用工具を用いた脆性材料の微細加工方法を提供する。
【解決手段】工具本体1に形成された尖端部4に硬質炭素被膜5を被覆して、この硬質炭素被膜5の膜厚tを尖端部4の先端における外径dよりも大きくし、硬質炭素被膜5によって尖端部4の先端に表面が略凸曲面状をなす切刃部6を形成する。このような微細加工用工具を用いて、工具本体1を尖端部4の中心線O回りに回転しつつ送り出すことにより、脆性材料よりなる加工物の表面に切刃部6によって微細加工を施す。
(もっと読む)
研削用砥石
【課題】研削時に生じる熱を高い効率で冷却して、研削焼け等の表面品位劣化を引き起こすことなく、高能率で研削することができる研削用砥石を提供する。
【解決手段】研削盤40の砥石台44に回転軸線回りに軸承された砥石軸42に装着されるコア4の周囲に複数個の砥粒16と結合剤14とを含む砥粒層12が形成される研削用砥石10において、前記砥粒層12には、常温時に固体で、融点が研削点温度以下の添加材20が含有されていること。
(もっと読む)
繊維強化砥石
【課題】原料の混練および成形加工時の作業性を阻害することがなく容易に製造することができ、高強度・高耐衝撃吸収性・高耐久性が付与された繊維強化砥石を提供すること。
【解決手段】砥粒と短繊維と結合剤により構成される研削砥石であって、該短繊維の配合量が0.5〜30重量%、単糸繊維径が20〜120μm、繊維長が0.8〜15mm、引張強度が15cN/dtex以上および引張弾性率が350cN/dtex以上、密度が1.5g/cm3以下である繊維強化砥石とする。
(もっと読む)
半導体研磨布用コンディショナー、半導体研磨布用コンディショナーの製造方法及び半導体研磨装置
【課題】ダイヤモンド膜が基板から剥離することを防止し、半導体研磨布を安定して精度よく研削加工できる半導体研磨布用コンディショナー、半導体研磨布用コンディショナーの製造方法及び半導体研磨装置を提供する。
【解決手段】炭化珪素からなる基板1と、前記基板1に成膜されたダイヤモンド膜2と、を備える半導体研磨布用コンディショナー10であって、前記基板1と前記ダイヤモンド膜2との界面1Aには、Feを含む炭化物、珪化物及び炭珪化物のうち少なくとも1種以上が分散されていることを特徴とする。
(もっと読む)
基材被覆膜、基材被覆膜の製造方法およびCMPパッドコンディショナー
【課題】簡易な手段によって、炭素膜と基材との界面における残留応力を軽減でき、炭素膜に大きなクラックが生じたり基材から剥離するのを防止し、性能が安定して確保される基材被覆膜、基材被覆膜の製造方法およびCMPパッドコンディショナーを提供する
【解決手段】基材を被覆する基材被覆膜であって、気相合成法によって基材の表面に形成された炭素膜6に、ブラスト処理により微小なクラック7が形成される。微小なクラックは、1〜10個/mm2の密度で形成される。また、微小なクラック7は、平均長さが1〜15μmの範囲に設定される。
(もっと読む)
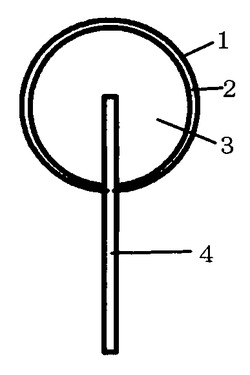
ドリル用コアビット
【課題】コンクリートのコアとの間に発生する摩擦を減少させると共に、穿孔時に発生した切削屑を外部に容易に排出することができる。
【解決手段】軸心に冷却剤流路25を形成したシャンク21と、シャンク21の先端に固着され、内側が冷却剤流路25に連通する研削砥石6と、を備え、研削砥石6は、ダイアモンドコアビットであって、2つのスリット間隙34,34を存して対峙した、外径が異なる略半円状の2つの研削刃部31a,31bを有しているものである。
(もっと読む)
メタルボンドホイール
【課題】整形性を良好に維持しつつ、研削時における砥粒保持力を確保することが可能なメタルボンドホイールを提供する。
【解決手段】メタルボンドホイールの砥粒層3おいて、砥粒6及び固体潤滑剤粒子7とは、第1金属合金9と第2金属粒子10とから構成されるメタルボンド8bによって結合されている。第1金属合金9はCu−Sn系合金であって、第2金属粒子10は第1金属合金9を介してそれぞれの粒子の接点近傍で接合している。また、固体潤滑剤粒子7は、メタルボンド8b内に適度に分散し、その周囲を第2金属粒子10が取り囲むように配置されている。第2金属粒子10として、Coなどの耐熱性が高い金属あるいはその合金、固体潤滑剤7として、MoS2、WS2等を用いることができる。
(もっと読む)
多結晶ダイヤモンド
本発明は、粒状の形態のダイヤモンドを含む多結晶ダイヤモンド(PCD)であって、該ダイヤモンド粒が、内面のネットワークを有する結合骨格塊を形成し、該内面が、該骨格塊内の隙間又は隙間領域を画定しており、該内面の一部は耐熱材料に結合されており、該内面の一部は耐熱材料に結合されておらず、かつ該内面の一部は焼結助剤材料に結合されている、上記多結晶ダイヤモンド、並びにそのようなPCDを作製する方法に関する。 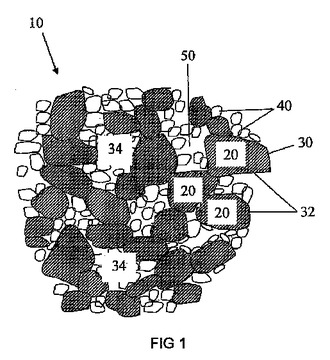 (もっと読む)
(もっと読む)
窒素添加サーメットなどの硬質材料の研削加工に適したレジンボンド砥石および研削加工方法
【課題】 窒素添加サーメットや超硬合金を高い研削比で加工できる砥石と研削加工方法を提供する。
【解決手段】 砥粒のダイヤモンドを含む比率が25%〜45%(DLC比率では55%〜75%)およびまたは砥粒粉のダイヤモンド{311}結晶面のX線回折強度が4900カンウト〜6250カンウトである砥粒を用いたレジンボンド砥石とそれを用いて砥粒の平滑化率が70%以下となる条件で研削する。
(もっと読む)
開口部を有する成形された研磨粒子
それぞれが開口部を有する成形された研磨粒子を含む研磨材。この成形された研磨粒子はαアルミナから形成され、厚さtによって離隔される第1の面及び第2の面を有する。各成形された研磨粒子の開口部は、生じる磨耗平面の寸法を低減することによって研削性能を改善でき、研削助剤リザーバを提供でき、また被覆された研磨物品の裏材への接着を改善できる。 (もっと読む)
窪み面を有する皿状の研磨粒子
それぞれ側壁を有する皿状の研磨粒子を含む研磨粒子であって、成形された研磨粒子のそれぞれはαアルミナを含み、厚さtによって離隔される第1の面と第2の面とを有し、第1の面又は第2の面のいずれかは窪んでいるか、凹状である。 (もっと読む)
傾斜側壁を備える成形研磨粒子
傾斜側壁をそれぞれ有する成形研磨粒子を含み、その成形研磨粒子のそれぞれが、αアルミナを含み、厚さtによって隔てられる第1面及び第2面を有する、研磨粒子。この成形研磨粒子は、第2面と傾斜側壁との間の、約95度〜約130度の抜き勾配角、又は第1面と第2面との間の、厚さtの約0.5〜約2倍の半径Rを有する傾斜側壁のいずれかを更に含む。 (もっと読む)
溝を有する成形された研磨粒子
研磨粒子は、それぞれが側壁を有する成形された研磨粒子を含み、この成形された研磨粒子のそれぞれがαアルミナを含み、側壁によって分けられた第1の面及び第2の面を有し、並びに最大厚さTを有し、この成形された研磨粒子が、第2の面上に複数の溝を更に含む。
 (もっと読む)
(もっと読む)
21 - 40 / 175
[ Back to top ]