
Fターム[3C063AB02]の内容
Fターム[3C063AB02]の下位に属するFターム
外周面にて加工するもの (452)
内周面にて加工するもの (14)
端面(前面又は後面)にて加工するもの (468)
Fターム[3C063AB02]に分類される特許
41 - 60 / 175
電着工具およびその製造方法
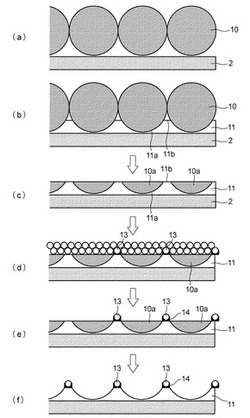
【課題】反転めっき法のような反転工程が不要であり、砥粒密度を平均化することができ、砥粒の粒度や個数の調整が容易な電着工具およびその製造方法を提供する。
【解決手段】台金2表面に、電着する砥粒平均粒径の400%以上の粒径を有し、めっき液に不溶性かつ非導電性の複数個のビーズ10を最密充填配列し、その状態で台金2表面に、ビーズ10の球面により成形される凹部11aとビーズ10に接しない平面状の凸部11bとよりなる第1めっき皮膜11を形成する。第1めっき皮膜11の凸部11bの表面全面が粗面になる程度に、ビーズ10を含んで第1めっき皮膜11を研削し、それにより露出した第1めっき皮膜11の凸部11b上に、砥粒13を連続して配列し、第1めっき皮膜11上に第2めっき皮膜14を電着することにより凸部11b上に砥粒13を電着固定し、電着工具を得る。
(もっと読む)
CBN砥石

【課題】CBN砥粒の結晶方位を考慮することで、砥石性能を飛躍的に向上させたCBN砥石を提供する。
【解決手段】研削盤40の砥石台41に回転軸線回りに軸承された砥石軸42に装着されるコア8の周囲に複数個のCBN砥粒6と結合剤12とを含む砥粒層2が形成されるCBN砥石4において、各CBN砥粒6は、CBN砥粒6中で最も広い面となっている{111}面Aと該{111}面Aに平行な他の{111}面Bとを有する単結晶体の板状砥粒であり、砥粒層2には、砥石外周面に対して各前記CBN砥粒6の{111}面A及び他の{111}面Bが直角方向に配向されて設けられている。
(もっと読む)
球状体の研磨装置、球状体の研磨方法および球状部材の製造方法
【課題】研磨コストを低減することが可能な球状体の研磨装置、球状体の研磨方法および球状部材の製造方法を提供する。
【解決手段】研磨装置は、回転盤研磨面10Aを有する回転盤10と、回転盤研磨面10Aに対向する固定盤研磨面を有する固定盤とを備えている。回転盤研磨面10Aは固定盤研磨面に対して対向する状態を維持しつつ、相対的な回転が可能となっている。回転盤研磨面10Aには、上記回転に沿った周方向に延在する溝部11が形成されている。溝部11が形成された回転盤10は、球状体である素球よりも高い硬度を有するダイヤモンド粒子からなる砥粒を含む砥粒層18と、砥粒層18上に形成され、砥粒層18よりも低い硬度を有する保持層19とを含んでいる。そして、溝部11は深さ方向において保持層19を貫通し、砥粒層18に至るように形成されている。
(もっと読む)
研磨溶融粒子
本発明は、酸化物に基づく質量パーセントとして、Al2O3:100%とする残量;ZrO2+HfO2:16乃至24%;MgO:(ZrO2+HfO2)/MgOの質量比が25乃至65となる量;別の種:0乃至2%;の化学組成を有する溶融粒子に関する。前記粒子は、研磨粒子として使用可能である。 (もっと読む)
研磨装置および研磨方法
【課題】ローカル修正研磨の研磨効率を上げることが可能な研磨装置および研磨方法を提供する。
【解決手段】回転駆動される駆動プーリ61と、回転自在に支持された従動プーリと、駆動プーリ61および従動プーリ間に巻き掛けられた研磨パッドベルト51とを備え、研磨パッドベルト51の長手方向に直角な断面における少なくとも外周側に全周にわたって研磨部材を有する研磨工具50と、研磨対象物を保持し研磨工具50に対して相対移動させるXYステージ20とを備えて構成され、駆動プーリ61を回転駆動して研磨パッドベルト51を駆動プーリ61および従動プーリ間で巻き掛け移動させている状態で、XYステージにより相対移動制御により、研磨パッドベルト51の従動プーリに巻き掛けられた部分の外周部をXYステージ20により保持されたワーク10に当接させて研磨を行う。
(もっと読む)
回転砥石の研磨方法および研磨装置、並びに研削砥石およびこれを用いた研削装置
【課題】硬脆材料を小径で且つ高接線角度を持つ形状に鏡面研削加工する際に、数μmの切り込み加工を可能とし、その研削加工時の工具の摩耗が抑制される安定した研削加工を可能にする。
【解決手段】多数の砥粒を有する回転砥石11に対して、回転砥石11表面の砥粒に切れ刃を形成する際に、石英研磨工具13の石英研磨面13aと回転砥石11とを相互に押し当てて摺動させるとともに、石英研磨面13aと回転砥石11との接触部位に、紫外線Lを照射することで、回転砥石表面から突出したダイヤモンド砥粒の先端部を平滑化して切れ刃を形成するようにした。
(もっと読む)
砥粒の配置が精密に制御された砥粒工具及び製造方法
【課題】砥粒の配置又はパターンが精密に制御された研削工具に関する。
【解決手段】作用面を有する砥粒工具の製造方法は、砥粒工具34の作用面に非導電層36を設ける工程により開始される。好ましくはレーザービームを用い、作用面にパターンをエッチングする。作用面パターンに金属及び砥粒40,42,44を電気メッキ又は無電解メッキする。作用面から非導電層を除去する。別法として、接着剤を作用面に層として設け、次いで接着剤層にネガパターンをエッチングし砥粒の不要な部分の接着剤をエッチングで除去する。次に、砥粒を作用面に接触させて、残留する接着剤に付着させればよい。この場合も、作用面に金属を電気メッキ又は無電解メッキすることができる。上記二通りの方法を何回か繰り返すことで、作用面の異なる領域にサイズ及び種類の異なる砥粒を種々異なる集中度で設けることができる。
(もっと読む)
穴加工用工具
【課題】刃部および柄部を備えた穴加工用工具(電着ドリル)において、その刃部の先端が摩耗しにくい、製品寿命が長い穴加工用工具を提供する。
【解決手段】機械主軸に取り付けられる柄部(シャンク)20と、ねじれ溝12が形成された刃部10とを備えた穴加工に用いられる穴加工用工具1であって、刃部10の先端部10aの回転軸付近には、先端部10aから突出したメタルダイヤ13が埋設されていると共に、先端部10aおよび周辺部にダイヤモンド砥粒30が電着により付着されている。
(もっと読む)
メタルボンドダイヤモンド砥石及びその製造方法
【課題】ガラス、セラミックス、シリコン基板等の研削工具、切断用工具として、切味がよく、砥石寿命が長く、研削抵抗が低く、びびり(振動)研削が少なく、木目細かな研削面が得られ、更にドレッサビリティの良いメタルボンドダイヤモンド砥石及びこれの製造方法を提供すること。
【解決手段】メタルボンドダイヤモンド砥石は、ねずみ鋳鉄を主成分として含んだ焼結メタルボンド部4と、焼結メタルボンド部4に分散、保持されたダイヤモンド砥粒3とからなる。
(もっと読む)
特有の形態を有する砥粒
表面粗さは約0.95未満である、不規則な表面を有する砥粒。複数の砥粒を提供すること、該砥粒に反応性コーティングを提供すること、該コーティングした砥粒を加熱すること、改質された砥粒を回収すること、を含む改質された砥粒の製造方法。 (もっと読む)
特有の形態を有する研磨グレイン
グレイン面から突出する3つ以上の形状を含む少なくとも1つのグレイン面を有し、前記各形状の高さ(h)および横長さ(l)が約0.1マイクロメートルより大きい、コーティングされていない研磨または超研磨グレイン。 (もっと読む)
円板状回転工具の取付け装置
【課題】回転軸の座面の磨耗や陥没を防止し、使用時の振動軽減、および回転軸への取り付け、取り外しが簡便に行える円板状回転工具の取付け装置を得る。
【解決手段】駆動側の回転軸11の外端部に段状に縮小する座面11aと小径のねじ軸12とを設け、円板状回転工具15の中心部にアタッチメント20を取り付け、該アタッチメント20は、フランジ部23、円板状回転工具15の軸心部に嵌合する嵌合軸部25、雄ねじ部26が順次形成されたホルダ21と、軸心部にホルダ21の雄ねじ部26に螺合する雌ねじ28が形成され、外側部に操作孔30が形成された円板状の締めナット27と、緩衝用の弾性体31,32とからなり、弾性体31,32は、円板状回転工具15とフランジ部23との間、及び円板状回転工具15と締めナット27との間に介在させる。
(もっと読む)
ビトリファイド砥石
【課題】被削材と砥石との間に研削液の入り難い部分の研削において被削材の研削焼けが発生せず、研削面の研削品質を低下させることのないビトリファイド砥石を提供する。
【解決手段】ビトリファイド超砥粒砥石ホイール10のビトリファイド砥石片26において、砥粒34の研削点すなわち切れ刃を潤滑するための潤滑剤42を内包するマイクロカプセル38が連通気孔36内に部分的に充填された状態で固着されていることから、研削液の供給機能、切り屑を研削点から除去するチップポケット機能等の連通気孔の本来の機能が損なわれることがないので高研削比および高い能率の研削が得られると同時に、研削面20に露出したマイクロカプセル38が破壊されてそれに内包された研削液42が放出されるので、被削材Hの研削液が供給され難い部分における研削焼けが好適に防止される。
(もっと読む)
磁気ディスク用ガラス基板の加工方法、磁気ディスク用ガラス基板の製造方法、及び磁気ディスク用ガラス基板、並びに磁気ディスクの製造方法
【課題】磁気ディスク用ガラス基板の端面を低コストで効率良く高品質に仕上げることができる安定した研削加工を可能とする磁気ディスク用ガラス基板の加工方法を提供する。
【解決手段】円板状のガラス基板の端面部分に研削液を供給しつつ、ガラス基板の端面に砥石を接触させて研削することによりガラス基板の端面を加工する磁気ディスク用ガラス基板の加工方法である。上記砥石は、ガラス基板の端面と接触する面に溝形状を有し、該溝形状は、ガラス基板の端面の側壁面と、該ガラス基板の主表面と側壁面との間の面取面との両方の面を同時に研削加工できるように形成されている。そして、ガラス基板の端面に当接する上記砥石の軌跡が一定とならないように、ガラス基板の端面と砥石とを接触させ且つガラス基板と砥石とを相対的に移動させることにより、ガラス基板の端面の側壁面及び面取面の両方の面を研削加工する。
(もっと読む)
電鋳ブレード
【課題】特に硬脆材料を精密切断するのに際し、砥粒をニッケル等の金属めっき相によって保持することで刃厚が極小さくても機械的剛性を維持しつつ、摩耗、摩滅した砥粒は円滑に脱落させて適度な砥粒の自生発刃を促すことができ、基板に特にカギ状チッピングが生じるのを防ぐことが可能な電鋳ブレードを提供する。
【解決手段】砥粒3が金属めっき相2に分散されて保持された円形薄板状の砥粒層1を備え、この砥粒層1には、フッ素系樹脂よりなるフィラー4が金属めっき相2に分散されて保持されている。
(もっと読む)
多結晶ダイヤモンドドレッサー
【課題】長期間安定した加工が得られるドレッサーを提供すること。
【解決手段】超高圧高温下でグラファイト型層状構造の炭素物質から焼結助剤や触媒の添加なしに変換焼結されて得られたダイヤモンド多結晶体であって、該ダイヤモンド多結晶体を構成するダイヤモンド焼結粒子平均粒径が50nmより大きく2500nm未満であり、純度が99%以上であり、かつ、該ダイヤモンド焼結粒子のD90粒径が(平均粒径+平均粒径×0.9)以下であるダイヤモンド多結晶体からなることを特徴とするドレッサー。
(もっと読む)
自己融着型発泡研磨材物品およびこのような物品を用いた機械加工
自己融着型発泡研磨材物品およびこのような物品を使用した機械加工方法。この機械加工方法には、加工表面を有する工作物を提供するステップと、加工表面に対して研磨材を移動させることによって加工表面から材料を除去するステップとが含まれ、ここで研磨材は、砥粒と少なくとも約66体積%の多孔とで構成されている発泡研磨材本体を含む。  (もっと読む)
(もっと読む)
シリカでコーティングされた溶融粒子
本発明は、シリカを含むコーティングによって少なくとも部分的に被覆された溶融基材粒子を含む被コーティング粒子であって、上記基材粒子がその重量を基準にして40重量%超のアルミナを含む被コーティング粒子に関する。 (もっと読む)
窒化物半導体ウエハ−加工方法
【課題】 窒化物半導体結晶から裏面研削、外周研削(チャンファー)、表面研削・研磨してミラーウエハーとする際に、反りが少なく、クラックが発生せず、基板作製プロセス歩留まりが高く、デバイス面内歩留まりが高い加工方法を提案する。
【解決手段】 窒化物半導体ウエハー外周部を0〜40重量%の酸化物砥粒を含むゴム砥石或いは発泡レジンボンド砥石でチャンファーし、外周部に加工変質層を0.5μm〜10μmの厚さで残すようにする。
(もっと読む)
窒化物半導体ウエハ−
【課題】 窒化物半導体結晶から裏面研削、外周研削(チャンファー)、表面研削・研磨してミラーウエハーとする際に、反りが少なく、クラックが発生せず、基板作製プロセス歩留まりが高く、デバイス面内歩留まりが高い加工方法を提案する。
【解決手段】 窒化物半導体ウエハー外周部を0〜40重量%の酸化物砥粒を含むゴム砥石或いは発泡レジンボンド砥石でチャンファーし、外周部に加工変質層を0.5μm〜10μmの厚さで残すようにする。
(もっと読む)
41 - 60 / 175
[ Back to top ]