
Fターム[3C100BB34]の内容
Fターム[3C100BB34]に分類される特許
41 - 60 / 126
車体生産装置
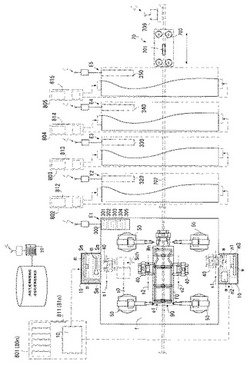
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
障害解析支援システム

【課題】 製品の評価工程において発生した障害の原因が評価対象の出力するログに残らない外部要因や環境が原因で発生している障害に対する原因の解析作業における負荷軽減を行う。
【解決手段】 評価状況を撮影した動画ファイルと評価対象が出力するログファイルとを動画ファイル撮影時刻とログファイルのログ出力時刻を用い、両ファイルを関連付ける。また、評価状況を撮影した動画の再生時に再生されているフレームに対して関連付けられている評価対象が出力したログを対応させて表示する。
(もっと読む)
プラスチック袋配送履歴確認装置及びプラスチック袋配送履歴確認方法
【課題】不良袋が生じた場合に、その不良袋に表示された製造履歴番号を基にして製造状態を映像で確認できるようにし、さらに、配送先の特定を可能とするプラスチック袋配送履歴確認技術の提供。
【解決手段】プラスチック袋製造ラインLの途中に設けられ、少なくとも製造日時をプラスチック袋1枚毎に付すための日時付設部18と、プラスチック袋製造ラインの途中の1ヶ所又は複数ヶ所に配設され、製造状態を撮影するカメラKと、カメラで撮影した映像に少なくとも撮影日時を表示させるように記録媒体20に録画させる録画装置19と、製造後のプラスチック袋1を収容した包装箱25に貼付するラベル23に、その発行時の日時をバーコード等で表示して発行するためのラベル発行装置22と、ラベルのバーコード等を読み取り、その配送先を記録する配送先記録装置と、を備えている。
(もっと読む)
生物生産管理装置、生物生産システム
【課題】 品質、安全性および生産効率等の向上が可能な、生物生産管理装置および生物生産システムを提供する。
【解決手段】 生物生産の計画を生成する生産計画生成手段11と、
前記生成した計画に従って生物生産を統制する生産統制手段12とを有し、
生産統制手段12は、生物の生産状況と前記計画の相違を判断し、
前記相違が、予め規定された許容範囲内である場合、生産続行の指示を出し、
前記相違が、前記許容範囲を超える場合、生産状況情報を生成し、
生産計画生成手段11は、前記生産状況情報に基づき、生産計画修正情報を生成する、
ことを特徴とする生物生産管理装置。
(もっと読む)
作業指示図生成装置および作業指示図生成方法
【課題】多様な製品への適用が可能で、かつ、作業順番の生成および変更が容易な作業指示図生成装置を提供する。
【解決手段】作業指示図生成装置は、製品を構成する部品の形状データなどを含む三次元モデル情報222、ユニット情報221などのデータに基づき、子部品化処理(S12)およびブロック化処理(S13)を実行し、ブロック情報224を作成する。次に、サーバ処理装置は、そのブロック情報224に基づき、各ブロックを組み立てる作業順番を定める作業順番生成処理(S15)を実行し、各作業で組み立てられる製品の外観図を作成する視点位置を定めるカメラ位置情報付加処理(S16)を実行する。さらに、作業順番およびカメラ位置を編集する処理(S17,S18)、アニメでの作業順番、カメラ位置確認処理(S19)により、作業順番およびカメラ位置がOKの入力操作を受付けたときには、作業指示図出力処理(S22)を実行する。
(もっと読む)
工程管理方法、プログラムおよび工程管理装置
【課題】作業工程における作業員数の管理を行うことを目的とする。
【解決手段】工程の管理を行う遠隔地事務所端末1であって、各工程に関する画像を格納している画像データ記憶部154と、作業場に設置されている作業現場カメラ4から取得した画像と、画像データ記憶部154に格納されている各工程に関する画像と、を基に、現在の工程順番を特定する画像解析処理部102と、特定した現在の工程順番を基に、工程の進捗率を算出する作業進捗率算出処理部104と、算出した作業の進捗率を基に、作業員数の増減の必要性を判定する作業員数適正判定処理部105と、当該判定の結果、作業員数の増減が必要と判定した場合、現在の作業員数と、進捗率と、を基に、作業員の増減数を算出する作業員再配置処理部106と、を有することを特徴とする
(もっと読む)
ラインモニタリング装置
【課題】生産ラインを流れる製品(移動体)は設備や障害物の背後に隠れ、一時的に映像に現れない場合があり、移動体の追尾を行うことは困難であった。
【解決手段】カメラ10で撮影した生産工程の作業内容および製品移動状況の映像をデータ蓄積装置11に蓄積し、映像内に設定した複数のマッチングエリアにおいてマッチング処理部14が移動体画像とその特徴量として登録したマッチングパタンとを比較することにより製品の有無を判定し、移動体追尾部16がマッチング処理部の結果と複数のマッチングエリア間の製品の移動時間を格納した移動時間管理部15からの移動時間とを用いて製品の移動経路を追尾することにより、製品の映像が一時的に確認できなくなる場合にも、格納された移動時間によりその間を補間することで移動体の追尾を可能とする。
(もっと読む)
設備運転状態計測装置、設備運転状態計測方法、および制御プログラム
【課題】設備の停止要因別に停止状態の継続時間を計測でき、かつ、低コストで導入可能な設備運転状態計測装置を実現する。
【解決手段】設備運転状態計測装置1は、設備10aの運転状態に応じて変化する設備10aの消費電力を取得する電力データ取得部12と、消費電力に基づき設備10aの運転状態を少なくとも、稼働状態または停止状態であると判定する運転状態判定部7と、運転状態判定部7によって判定された停止状態について、作業者からの設備10aの停止要因の入力を受け付け、該入力に基づいて当該停止状態について停止要因を設定する要因入力部9と、停止要因毎に、対応する該停止状態が継続した期間と該停止状態が継続した期間における消費電力を積算した消費電力量とを求める積算部6とを備えるので、設備10aの停止要因別に停止状態の継続時間と消費電力量とを計測できる。
(もっと読む)
デジタル記録モジュール、工程管理システム、及び工程管理システムの操作方法
【課題】工程管理システムユーザディスプレイは、管理システム情報を含む表示画像を提供する。
【解決手段】システムは、表示画像の少なくとも一部分のリアルタイムデジタル記録を作成するための画像キャプチャモジュールを含むデジタル記録モジュールを含むことができ、画像キャプチャモジュールはリアルタイムデジタル記録の終末部をバッファリングする。保存モジュールは、リアルタイムデジタル記録の少なくとも一部分を保存することができる。リアルタイムデジタル記録は、表示画像の少なくとも一部分を含むことができ、如何なる特定時においても、リアルタイムデジタル記録は、特定時近くの所定持続時間の間の管理システムからの情報を含み、リアルタイムデジタル記録の少なくとも一部分は保存可能である。デジタル記録の所望される部分は、再生可能であり、任意に工程管理システムイベント及び/又は連続履歴とともに再生可能である。
(もっと読む)
基板処理装置の動作履歴解析支援装置、基板処理装置の動作履歴解析支援プログラムおよび記録媒体
【課題】連続する複数の動作を伴って基板に対して所定の処理を施す基板処理装置における動作の履歴の解析を容易に行うことができるようにする。
【解決手段】基板処理装置の動作履歴解析支援装置100では、基板処理装置によって生成された動作履歴を表すログをログ取得手段151によって取得し、このログに基づいて、状態履歴情報作成手段152によって、時系列的に変化した基板処理装置の状態の履歴を特定し、所定の期間における時刻に関連付けられた基板処理装置の状態の履歴を表す状態履歴情報を作成する。そして、この状態履歴情報に基づいて、表示制御手段154によって、指定情報取得手段153によって所得された指定情報によって指定された特定の時刻以降の期間における基板処理装置の複数の状態に対応する複数の模擬画像を、動画として、時系列的に表示装置に表示させる。
(もっと読む)
作業工程管理システム
【課題】複数の作業位置で作業者が所定の作業を行う作業工程において、各作業が完了する毎に当該作業の作業位置を確実に確認することができる作業工程管理システムを提供する。
【解決手段】作業者Pの目の上方位置に、作業者Pが作業位置を見る姿勢を取るとその作業位置が撮像画面内に入るように撮像カメラ3が固定されている。作業者Pがトルクドライバ2を用いて作業位置でネジの締付作業を行い、所定のトルクで作業が完了すると、トルクドライバ2から作業完了信号が作業管理装置4に入力され、作業管理装置4はその作業完了信号に応答して撮像カメラ3に作業位置を撮像させ、その撮像画像を取り込む。マスタ画像記憶部43には、予め作業者Pが同様の作業を行って取得した撮像画像がマスタ画像として記録されている。特定処理部44は撮像画像が入力される毎に全てのマスタ画像と照合し、両画像の類似度が最大のマスタ画像を特定し、そのマスタ画像を取得した作業位置を撮像画像が撮像された作業位置と特定する。
(もっと読む)
撮影対象選択装置、撮影対象選択装置の制御方法、撮影対象選択装置制御プログラムおよび該プログラムを記録したコンピュータ読み取り可能な記録媒体
【課題】複数の設備で異常が発生した場合に、撮影対象を適切に選択する。
【解決手段】本発明の保全作業録画装置1は、複数の設備3のうち何れかの設備3で所定の事象が発生したことおよびその設備3を示す発生情報と、該所定の事象が終了したことおよびその設備3を示す終了情報とを取得する信号取得部101と、信号取得部101が発生情報を取得すると、該発生情報が示す設備3と同じ設備3を示す終了情報を取得するまでの期間、該発生情報が示す設備3を撮影対象として選択するとともに、上記期間が複数の設備3で重なった場合、優先順位の高い設備3を撮影対象として選択する撮影対象決定部102と、を備えている。
(もっと読む)
工程管理システム及びICタグ
【課題】処理手段を搭載したICタグなどの識別媒体を有効利用することで生産活動に関する情報流通の促進を図る。
【解決手段】各工程には、PC4〜9とICタグリーダライタ10〜15が設置される。ICタグ2には、前工程PC4から送信された各工程において車両の計測の良否条件を含む品質情報を記憶するメモリとCPUが搭載されている。工程に車両が搬入されると、ICタグ2は、前の工程において得られた計測結果を当該工程内PC5〜8に提供する。当該工程における計測作業の結果が送信されてくると、ICタグ2は、受信した作業結果情報と記憶した品質情報とを比較することで良否判定を行い、その結果を内部に記憶すると共に当該工程内PC5〜8に送信する。
(もっと読む)
プラズマ処理装置
【課題】プラズマ処理におけるトレーサビリティを確保することができるプラズマ処理装置を提供することを目的とする。
【解決手段】プラズマ処理装置は、データ記録部35と履歴情報記憶部41と生産履歴ファイル作成部42aを備えた構成とする。データ記録部は、処理対象物に対するプラズマ処理が終了する毎に、日時データ,対象物特定データ,整合器18等の運転状態を示すマシン出力データ,放電状態検出部34による良否判定結果を示す判定データを読み取って履歴情報記憶部に時系列的に記憶する。生産履歴ファイル作成部は指定された期間または日時に基づいて日時データ41k,対象物特定データを含んだ処理済ワーク情報41j,マシン出力データ41c,判定データ41fを履歴情報記憶部から読み取り、トレーサビリティに有用な生産履歴ファイルを作成する。
(もっと読む)
作業時間測定システム
【課題】作業時間測定システムにおいて、簡単な構成により、安価で小さな部品を扱う組立工程であっても作業者に負担をかけることなく容易にリアルタイムに作業時間を測定可能とする。
【解決手段】作業時間測定システム1は、部品が取り出されたことを部品棚10を識別して検知して検知情報20を出力するピッキングセンサ2と、作業者Mを識別する情報を有し作業者Mに付帯されたICタグ3と、部品棚10から部品を取り出す作業空間に配置され、ICタグ3から作業者情報30を読み取りその情報を出力するICタグ検知手段4と、検知情報20が出力された際に、その検知情報20と作業者情報30と時刻情報とを記憶する作業履歴記憶手段5と、を備え、ピッキングセンサ2の各々はICタグ検知手段4のいずれか1つに対して空間的に対応付けられており、検知情報20と作業者情報30とが前記対応付けでもって対応付けられて作業履歴記憶手段5に記憶される。
(もっと読む)
生産システムの制御方法および生産システム
【課題】ワークにバーコードやタグ等を添付することなく、生産ラインにおける各工程の生産実績状況を正確に把握して生産ラインを制御する。
【解決手段】複数の加工工程A〜検査工程Dを生産ライン搬送装置25で結んだ生産ラインLにおいて、生産ラインLの中で原材料ワーク16から工程D検査済みワーク20のように変化するワークを俯瞰用監視カメラ3や工程A監視カメラ4〜工程D監視カメラ7の画像によって画像処理装置2が移動体追跡にて識別し、識別番号を付与して生産システムサーバー1に通知し、生産システムサーバー1は、ワークにバーコード等のデータキャリアの添付を必要とすることなく、各工程の工程A用制御機器12〜工程D用制御機器15から収集される作業データ、品質データ値等の情報を識別番号によって識別して記録し、加工工程A〜検査工程Dの状況を把握してフィードバック制御を行う。
(もっと読む)
締め付け作業支援装置
【課題】1本のボルトやネジに対して、複数回の締め付けが行われていた場合でも、締め付け忘れを判定できるようにすることである。
【解決手段】発光器10と、カメラ21と、コンピュータ20とを具備する締め付け作業支援装置によって解決することができる。発光器10は、締付具30に取り付けられる。カメラ21は、締め付けが行われるワーク40を撮影する。コンピュータ20は、締付具30を用いて、ワーク40で締め付けが行われるときに、カメラ21が捕らえる発光器10から発せられる光の映像に基づいて、締付具30によって締め付けが行われた位置を計算する。
(もっと読む)
要望書作成支援システム、要望書作成支援プログラム及び当該支援プログラムを記録したコンピュータ読み取り可能な記録媒体
【課題】要望書の作成工数を低減することができるとともに誤記の発生を防止することができる要望書作成支援システム、要望書作成支援プログラム、及び、同プログラムが記録されたコンピュータ読み取り可能な記憶媒体を提供する。
【解決手段】要望書作成支援プログラムにより、コンピュータ端末14が、部品データにおいて指定された指定部品の識別データを要望書データに加える手順、指定部品の組付状態を示す組立外観図のデータを画像DB16から読み出して要望書データに加える手順、並行生産車種の部品の諸元データを諸元DB17から読み出して要望書データに加える手順を実行する。
(もっと読む)
二次元コード読取装置、二次元コード読取方法、中心軸に直交する断面が略円形の部材の製造履歴情報管理方法、及び、該管理方法を用いた前記部材の製造方法
【課題】中心軸に直交する断面が略円形の部材に加工形成された二次元コードを読み取る二次元コード読取装置及び方法と、該読取装置を用いた製造履歴情報管理方法と、該管理方法を用いた前記部材の製造方法とを提供する。
【解決手段】二次元コード10を形成する前記部材に加工形成された凹部11は、前記部材の表面の法線方向Rに対して角度βを成すように傾斜した傾斜部12、13を有している。二次元コード読取装置20は、法線方向Rに対して式(1)を満たす角度θを成す方向に傾斜部で反射した光を受光する撮像手段22と、法線方向Rに対して式(2)を満たす角度αを成す方向から傾斜部を照射する照明手段21とを備える。
30°≦θ≦35°…(1)
Δθ=θ−180°+α+2β…(2)
但し、βは、90°未満であり、
Δθは、−10°以上10°以下であり、
θ及びαは、傾斜部が法線方向Rに対して角度βを成す回り方向と、反対回り方向の角度である。
(もっと読む)
検査システム、検査方法および検査結果情報格納装置ならびに制御端末
【課題】 検査端末、ひいてはライン全体の寿命の長期化、および人的コストの削減が可能な検査システム、検査方法および検査結果情報格納装置ならびに制御端末の提供。
【解決手段】
本発明による検査システムは、生産工程1にて検査を実行する複数の検査端末11、12、・・・と、複数の検査端末11、12、・・・により検査される検査結果情報が格納される検査結果情報格納装置4と、検査結果情報格納装置4に格納される検査結果情報に基づき稼働時間が比較的少ない検査端末に検査工程を割り振る制御端末5とを含む。
(もっと読む)
41 - 60 / 126
[ Back to top ]