
Fターム[3C100BB39]の内容
Fターム[3C100BB39]に分類される特許
81 - 100 / 310
編集装置及び編集プログラム
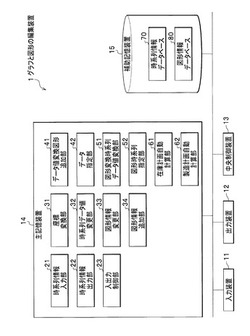
【課題】画面に対して入力した製販在計画値を示すグラフや図形を相互に変換し、決定した製販在計画値を他のシステムで直ちに利用可能なデータとして記憶する、グラフと図形の編集装置等を提供する。
【解決手段】本発明の編集装置1は、時系列情報を記憶した第1のデータベース70と、図形情報を記憶した第2のデータベース80と、を備え、前記第1のデータベース70から、ある一点の時系列情報を取得し、前記取得した一点の時系列情報の時点をx座標値に変換し、データ値をy座標値に変換し、前記変換したx座標値及びy座標値を一点の位置情報とし、少なくともひとつの所定の位置情報を他点の位置情報とする図形情報を示すレコードを、前記第2のデータベース80に記憶することを特徴とする。
(もっと読む)
在庫管理プログラム、在庫管理装置、および在庫管理方法

【課題】製造期間の短縮化および在庫管理の効率化を図ること。
【解決手段】PC−Aを製造するために不足しているメモリaの代替部品を入手するための入手方法(1)〜(4)の中から、各種リードタイムを考慮して最適なものを選択する。具体的には、各入手方法(1)〜(4)において、メモリaを購入してから調達するまでにかかるリードタイム、メモリbを購入してから調達するまでにかかるリードタイム、PC−Bを分解してメモリbを取り出すまでにかかるリードタイム、PC−Cを分解してメモリbを取り出すまでにかかるリードタイムをそれぞれ考慮する。これにより、メモリaの代替部品をより短期間で入手し、PC−Aの製造期間の短縮化を図る。また、メモリaの代替部品を取り出すための分解対象として、メモリaに代替可能なメモリbを含むPC−B,PC−Cを考慮することにより、製品在庫の活用度を向上させる。
(もっと読む)
引合い検討支援方法及び引合い検討支援システム、並びに引合い検討支援プログラム
【課題】製造方法が明確になっていない引合いに関して、要求される品質を満足し、納期、価格についての適切な回答をする。
【解決手段】 要求される品質、納期、価格が入力された引合いを登録する引合い登録ステップ(S1)、過去の事例に基づいて要求される品質を満足する複数の製造方法候補を決定する製造方法候補決定ステップ(S2)、実績品質データベースから要求される品質を満足しなくなる乖離度を計算して各製造方法候補の品質余裕度を決定する品質余裕度決定ステップ(S3)、過去の事例に基づいて各製造方法候補の納期余裕度を決定する納期余裕度決定ステップ(S4)、過去の事例に基づいて各製造方法候補のコスト余裕度を決定するコスト余裕度決定ステップ(S5)、各製造方法候補の品質余裕度と納期余裕度とコスト余裕度から採用すべき製造方法を決定し、その価格と納期を引合いに対する回答として出力する回答決定ステップ(S6)の各処理を計算機の演算部で実行する。
(もっと読む)
取り合せ計画立案方法、装置及びプログラム
【課題】長さの異なる複数の金属製品を、複数の材料から取り合せる計画を立案する方法であって、ロット後半でも歩留まりが良好で、かつ、鋸断能率のばらつきが小さい取り合せ計画を、実用的な時間で高速に立案する。
【解決手段】先ず、仕様が同じ製品のまとまり(注文)毎に、その注文長と注文本数に応じて、各グループに属する注文の注文長と注文本数との積の合計値が均等になるように、かつ、注文長の昇順もしくは降順に予め設定されたグループ数に分類し、各グループに属する注文の注文長と注文本数と積の合計値の、全注文の注文長と注文本数との積の合計値に対する割合(鋸断割合)を求める。次に、先頭材料から順次取り合せ対象の1本の材料を選択し、各グループについての、当該材料までの累積材料長と鋸断割合との積で表される累積鋸断目標長を求め、この累積鋸断目標長に最も近くなるように取り合せを求める。この処理を全ての材料に対して繰り返す。
(もっと読む)
作業スケジュール計画装置及び作業スケジュール計画方法ならびにそのプログラム
【課題】他の製品を製造するためのスケジューリングや、並行して行っている他の製品を製造するためのスケジューリングを考慮して、製品製造のためのスケジュールを作成することのできる作業スケジュール計画装置を提供する。
【解決手段】作業工程の作業に用いる部材の配置場所の優先配置位置において、該特定した作業工程で用いる部材を配置できるかの判定を、当該優先配置位置に、他の作業工程の作業に用いる部材が同一の作業時間帯に既に配置されているか否かによって行う。そして、完成品を製造する際の複数の作業工程全てにおいて、それら工程で用いる部材がその優先配置位置に配置できると判定できた場合に、複数の作業工程のうちの最終の作業工程の工程終了時刻に基づいて、スケジュール情報の良・不良を判定し、スケジュール情報が良と判定された場合に、そのスケジュール情報を最適スケジュール情報と決定する。
(もっと読む)
優先度算出装置、プログラム、優先度算出システム及び優先度算出方法
【課題】需要に引き当てられていない仕掛品についても優先度を算出できるようにすること。
【解決手段】優先度算出装置110の優先度算出部124は、製造工程毎に、当該製造工程での処理待ちのロット、および、当該ロットが使用される製品種別及び当該ロットに含まれる部品の数量、を処理待情報記憶領域115に記憶されている情報より特定し、特定したロットを当該製造工程に投入した際の、当該製造工程での処理以降に係属しているロットに含まれる部品の製品種別毎の割合が、需要情報記憶領域113に記憶されている情報で特定される製品種別毎の需要割合により近づくロットを優先的に当該製造工程に投入するように、ロット毎に優先度を割り振る処理を行う。
(もっと読む)
生産計画作成システム及び生産計画作成方法
【課題】複数のオーダの製品を製品単位に混流して生産ラインに流す生産計画を作成する。
【解決手段】データ入力部101によりデータ記憶部102に記憶したオーダ情報,生産ライン情報,工程情報を基に、割り付け可能作業リスト作成部103により割り付け可能な複数の作業をリストアップし、割り付け作業選択部104ではリストアップした作業の評価値を余裕時間と段取り時間を考慮して求め最も評価値の小さい作業を選択し、タイムテーブル作成部105では選択した作業を開始時刻及び終了時刻と共にタイムテーブルに割り付けていく。タイムテーブルに割り付けた作業を除く作業についても、順次、同様にしてタイムテーブルに割り付けていって生産計画を作成する。
(もっと読む)
生産管理実行支援システム、生産管理実行支援方法、生産管理実行支援プログラムおよび生産管理実行支援プログラム記録媒体
【課題】 複数製品を生産する混流生産工程におけるロットサイズと生産優先度の異なる複数の仕掛待ちロット集団の中での合理的に顧客の総待ち時間に係わる納期満足度を極大化しながら生産工程の着工順序決定を実現する、生産計画実行を支援する生産実行支援方法、生産実行支援装置、コンピュータプログラム、および記録媒体を提供する。
【解決手段】 製品の生産工程投入時期と投入時からの経過時間の両方、さらには工程の操業度により生産優先度情報を変動させて、ロットサイズと生産優先度情報の演算により、各工程での合理的な着工順番表を作成して、工程作業者に着工ロット情報を提供して、工程作業者がこの情報を参照しながら着工ロットを選択して作業を進める。
(もっと読む)
設備負荷計画作成装置、該方法、該プログラムおよび記録媒体
【課題】本発明は、負荷計算の結果の設備負荷計画に不具合が生じた場合にそれを発見し得る設備負荷計画作成装置、該方法、該プログラムおよび記録媒体を提供する。
【解決手段】本発明の設備負荷計画作成装置Sは、複数の製品の注文ごとに納期を基準に各製造工程を行う作業日時を決定し、この決定した作業日時を基準に負荷を仮想的に山積みする負荷山積み装置1と、当該設備の処理能力を超えている、各設備に仮想的に山積まれた負荷を処理能力以内とするべく時間の流れと逆方向の日時に仮想的な山崩しを行うバックワード負荷山崩し装置4と、負荷の移動後の、最早製造着手日時よりも前に山積まれた負荷を、時間の流れと順方向の日時に移動させる仮想的な山崩しを行うフォワード負荷山崩し装置6と、負荷の移動後の設備負荷計画に、設備負荷計画を実施する上でその実施を妨げる不具合が存在するか否かを判定する不具合判定装置7とを備える。
(もっと読む)
切断加工スケジューリング方法及び自動切断加工スケジューリング機能を組み込んだ立体型切断ネットワークシステム
【課題】 自動的に電子受注伝票を納期順、鋼種別、製品別に仕分けして最適な切断機に自動的に振り分けする切断加工スケジューリング方法を得る。
【解決手段】 事務所側に事務所端末7、事務所端末8及び親機9(サーバ)を配置してLANで立体倉庫付き切断システム1の管理パソコン5と回線を結び、親機9が自動的に加工予約データを入力して(S1)、納期順に並べ替えて(S2)、グループ化し(S3)、このグループ内で同一納入先、同一素材毎に分類すると共に製品長順に分類した切断加工スケジュールを得る(S4)。そして、バンドソー3a、3bに振り分けた後に(S5)、倉庫の素材を引当て(S6)、バンドソー3a、3bの加工所要時間を計算して(S7)、各バンドソーの稼働割り当て状況を一目で判断できるガンチャート表示すると共に(S8)、切断加工プログラムを管理パソコン5に転送する(S9)。
(もっと読む)
情報処理装置、情報処理方法、及びプログラム
【課題】スケジューラアプリケーションを用いた製造計画、及び資材計画を効率的に行うための情報処理装置、情報処理方法及びプログラムを提供すること。
【解決手段】計画作成時点から所定期間経過後の材料の在庫量を例えば無限大に調整する。このような調整を行うことにより、スケジューラアプリケーションによる一度の生産計画作成処理で、所定期間経過前の生産計画については、材料の在庫量を加味した適切な製造計画を、所定期間経過後は材料の制約を外した適切な資材計画を行うことが可能となる。
(もっと読む)
製造工期モデル作成装置、納期達成率予測装置、製造着手目標時期算出装置、製造工期モデル作成方法、納期達成率予測方法、製造着手目標時期算出方法、プログラム、及びコンピュータ読み取り可能な記憶媒体
【課題】生産計画立案の際に、製造実態を反映した適切な製造工期を設定し、仕掛を過度に増やすことなく目標の納期達成率を得る計画を立案するとともに、立案した生産計画の納期達成率を予測することで、生産計画の良否を事前に評価できるようにする。
【解決手段】生産した製品のサイズや納期などの製品注文情報、製造工期実績や処理工程実績などの過去の製造実績情報及び品種分類ロジックに基づいて、品種毎に製造工期モデルを作成する。また、生産計画の対象となる製品注文情報を品種分類ロジックに基づいて品種毎に分類し、注文の納期と製造着手予定時期との差である品種別工期余裕期間を算出し、品種別製造工期モデルと品種別工期余裕期間別注文量から品種別納期達成率を算出し、これを重みとして品種別納期達成率の重み付き線形和によって生産計画全体の納期達成率を算出する。
(もっと読む)
生産計画立案支援装置、方法、プログラム、及びコンピュータ読み取り可能な記憶媒体
【課題】多品種かつ小ロット製品を大量に生産する鉄鋼業の営業部門での受注業務を対象に、顧客と製造側両者の要求の整合性をとった受注計画及び生産計画を立案する。
【解決手段】品種別の需要予測情報、製造仕様情報、製造工期情報に基づいて、製造仕様毎の製造要求量を算出し、生産計画作成部5において製造要求量、生産計画立案指針、生産能力情報に基づいて生産計画を作成し、受注計画作成部7において生産計画、製造仕様情報、製造工期情報に基づいて受注計画を作成、評価、表示する。生産計画立案者は、生産計画表示修正部6や受注計画表示修正部8を介して計画を評価し、必要に応じて再立案することができる。
(もっと読む)
生産計画装置、生産計画方法、及び、プログラム
【課題】ある製品の生産中に他の製品が副産物として生産される場合に、それぞれの製品について簡単な操作で効率的に生産計画をたてるための仕組みを提供すること。
【解決手段】日付ごとの生産計画を管理する生産計画装置において、第1の製品と第2の製品に対する、日付ごとの生産予定数、出荷予定数、在庫予定数を表示出力するための生産出荷在庫データを読み出して、第1の製品と第2の製品に対する、日付ごとの生産予定数、出荷予定数、在庫予定数を表示させ、該第1の製品に対する補充の生産予定数を受け付けると、受け付けた第1の製品に対する補充の生産予定数に対する第2の製品が副産物として生産される生産予定数を生産ランクテーブルに基づいて算出して、第1の製品に対する生産予定数と、第2の製品の生産予定数を更新して、日付ごとの生産予定数、出荷予定数、在庫予定数を表示させる。
(もっと読む)
最適生産計画システム
【課題】市場連動優先型であり、複数の生産計画案を作成・用意でき、生産ラインの要件を最適に満たすことのできる最適生産計画システムを提供する。
【解決手段】最適生産計画システムは、ホストコンピュータに登録された注文情報15等に基づき、機種情報、生産注文情報、重点管理項目情報を利用し(ステップS101〜S105)、機種情報に基づいて機種のグレードに関する機種グレード情報を作成し(ステップS204,S203)、登録された機種・グレード対応情報に対して引き当て順番情報を付加した情報を、順番付加情報として、複数のパターン設定する(ステップS303,S304)。その後、複数のパターンの順番付加情報に基づき、機種別の製造要件に合致したロットに係る情報を取り出し、ロットごとに通し番号を付加するステップS305を有する。これにより複数の生産計画案を作成し、それらから日別の組立タイプ、色替え数、グレード数ごとにその平均値を算出して最も評価の高いものを選択する。
(もっと読む)
生産順決定支援方法、生産順決定支援装置、およびコンピュータプログラム
【課題】製品の属性の個数が多い場合であっても製品の好適な生産順を従来よりも簡単に求める。
【解決手段】コンピュータに、複数の製品の仕様のパターンを判別する処理と(#6)、複数の製品をいずれのパターンの仕様を有するものから優先的に生産するのかをユーザに指定させるために、パターンの優先順を指定するための画面を表示する処理と(#7)、ユーザが指定した優先順を優先順記憶手段に記憶させる処理と(#9)、複数の製品を、優先順記憶手段に記憶されている優先順の上位のパターンの仕様のものから順に並べることによって、生産順を決定する処理(#10)と、決定した複数の製品の生産順を表示する処理と、を実行させる。
(もっと読む)
インラインコンフィグ管理システム
【課題】インラインコンフィグの変更に要する作業工数を低減し、かつ矛盾なく修正する。
【解決手段】生産順序表に対してインラインコンフィグ対象の機器の設定を行い、意志入れの行われた生産順序表から部分的な生産ロットを作成し、部分的な生産ロットに基づき既存の生産ロットを用いて作業用の生産ロットを作成し、作業用の生産ロットに基づき作業用の生産計画を作成し、作業用の生産ロットに基づき作業用の生産順序表を作成し、作業用の生産順序表に基づき作業用の組付SEQを作成し、作業用の組付SEQを既存の組付SEQと比較照合することで更新の可否を判断し、更新可である場合に既存の組付SEQを更新し、更新可である場合に前記作業用の生産順序表、前記作業用の生産計画および前記作業用の生産ロットに基づき既存の生産順序表、生産計画および生産ロットを更新する。
(もっと読む)
縫製装置及び縫製システム
【課題】無線タグを情報の媒介として活用することにより、顧客の注文内容に沿った縫製対象への刺繍を確実かつ効率的に実行でき、また、縫製対象の選定から縫製対象への刺繍までを一括して一元的に管理することができる縫製装置及び縫製システムを提供する。
【解決手段】縫製対象となるTシャツFに設けられたTシャツ用無線タグTfと無線通信を行うためのミシンアンテナ23を有し、このミシンアンテナ23を介し、Tシャツ用無線タグTfに記憶された縫製パラメータ情報を取得し、この取得した縫製パラメータ情報に沿った縫製パラメータを用いて、TシャツFへ所定の刺繍を行う。
(もっと読む)
供給計画作成装置、プログラム及び合成方法
【課題】複数の評価指標の優先順位に基づいて、複数の評価指標が最適となるような供給計画を容易に作成することのできる技術を提供すること。
【解決手段】 評価式作成部122は、評価指標記憶領域117に記憶されている評価指標の数が予め定められた閾値よりも大きな場合には、評価指標記憶領域117に記憶されている評価指標を二つ特定し、重み係数を用いて、特定した評価指標を合成する処理を、評価指標の数が予め定められた閾値以下となるまで繰り返し行う。
(もっと読む)
生産計画支援装置、生産計画支援プログラム、生産計画支援方法
【課題】実施される法律またはその他の規制により生じるビジネス機会の損失を考慮した生産計画立案を支援する技術を提供する。
【解決手段】生産計画支援装置100は、規制情報と、製品仕様と、に基づいて規制の影響を受ける製品を特定し、規制の影響を受ける製品の販売計画に基づいて、規制後の所定の期間の販売予定額を予想損失額として算出する。また、規制に耐えうるよう製品仕様を変更する計画の概要を算出する。
(もっと読む)
81 - 100 / 310
[ Back to top ]