
Fターム[3C269QC01]の内容
Fターム[3C269QC01]に分類される特許
141 - 160 / 335
カッティングプロッタ

【課題】キャリッジを移動可能に支持するガイドレール等に曲がりが発生していても、当該曲がりによる切削加工の品質劣化を防止できるカッティングプロッタを提供する。
【解決手段】シート状の被加工媒体を支持する加工テーブルと、加工テーブルに支持された被加工媒体の上方に設けられ被加工媒体の切削加工を行うエンドミルと、加工テーブルの上方に設けられ、エンドミルを前後、左右、または上下に移動可能に支持するガイドレール31、Yバー32及び切削駆動機構と、エンドミルを前後、左右、または上下に移動させて被加工媒体を切削加工するように制御するコントロールユニット50とを備えたカッティングプロッタにおいて、ガイドレール31及びYバー32の曲がりを検出するキャリッジ形状測定機構100を備え、検出されたガイドレール31及びYバー32の曲がりに基づいて加工具の移動方向を補正する制御が行われる。
(もっと読む)
スプレーロボットにおけるスプレー移動経路生成方法及びスプレー移動経路生成装置

【課題】スプレー塗布する位置等を基本条件として予め決定し、スプレー塗布の順序をこの基本条件に従って決定することで、入力する人によってスプレー塗布の動作経路にバラツキを発生することがなく、品質とサイクルタイムとにバラツキが発生することもない、最適なスプレー塗布の順序を決定するスプレー移動経路生成方法及びスプレー移動経路生成装置を提供する。
【解決手段】
任意のスプレー位置を選択するST15と、移動パターンを選択するST16と、移動パターンにおいて、送りピッチを設定するST19と、移動パターンの始端に対応するスプレー位置を最初のスプレー位置として選択するST20と、スプレー順序を決定するST21と、を実行することにある。
(もっと読む)
消費電力推定装置
【課題】実際に動作させずに、ロボットシステムの消費電力を正確に把握する。
【解決手段】消費電力推定装置(2)は、ロボット(1)の動作プログラムを実行する実行部と、ロボットの各軸モータの速度を算出する速度算出部(32)と、各軸モータのトルクを算出するトルク算出部(33)と、各軸モータの電流値を算出する電流値算出部(34)と、各軸モータの仕事量を算出する仕事量算出部(35)と、各軸モータの発熱量を算出するモータ発熱量算出部(36)と、各軸モータのアンプの発熱量を求めるアンプ発熱量算出部(37)と、ロボット制御装置の出力電力量を算出する出力電力量算出部(38)と、ロボット制御装置の発熱量を算出する制御装置発熱量算出部(39)と、各軸モータの仕事量、各軸モータの発熱量、アンプの発熱量、およびロボット制御装置の発熱量からロボットシステムの消費電力を算出する消費電力算出部(40)とを含む。
(もっと読む)
切断装置
【課題】CCDカメラによって切断可能領域を撮影して該切断可能領域に配置された被切断材の形状や寸法を略正確に認識した上で該被切断材から切断すべき図形を割り当てる。
【解決手段】切断装置Aは、切断トーチ2と、切断トーチを切断可能領域内に移動させる台車40と、台車の駆動を制御する台車駆動制御装置30と、切断可能領域の上方に配置されて撮影するCCDカメラ1と、切断可能領域の画像を処理して配置された被切断材の形状を認識する画像処理装置10と、形状が認識された被切断材に切断すべき部品25〜27を割り当てる割当制御装置20とを有し、画像処理装置10が、画像に生じたレンズ収差を補正するレンズ収差補正部11と、CCDカメラの傾きを補正する傾き補正部12と、切断可能領域の画像を複数の領域に分割すると共に分割した各領域毎に閾値を設定して二値化することで被切断材の形状を認識する形状認識部13とを有する。
(もっと読む)
データ処理装置及び制御方法及びプログラム
【課題】周期時間内にデータ処理を確実に完了させることとデータ処理結果の精度の向上を図ることを同時に達成する。
【解決手段】メインCPU200に、確実に周期時間内にデータ処理が完了するが、データ処理の精度は制御アルゴリズムBよりも劣る制御アルゴリズムAを割り当て、サブCPU300に、周期時間内にデータ処理が完了する保証はないが、データ処理の精度は制御アルゴリズムAよりも高い制御アルゴリズムBを割り当て、メインCPU200とサブCPU300が同時に制御アルゴリズムAと制御アルゴリズムBによりデータ処理を行い、周期時間内に完了したデータ処理結果のうち、精度が高いデータ処理結果を採用する。
(もっと読む)
ロボット制御装置及び方法
【課題】補正された位置姿勢値を一意の各軸値に逆変換できない特異点において、ロボットの位置決め精度を向上する。
【解決手段】
コントローラ2は、補正された位置姿勢指令値をロボット7の各関節駆動軸の回転量を表す各補正軸指令値に逆変換できるか否かを判断し、逆変換できるときに、補正位置姿勢指令値を各補正軸指令値に逆変換し、各補正軸指令値から補正前の各軸指令値を減算することにより各関節駆動軸の補正値を算出してメモリ3に格納する一方、逆変換できないときに、制御タイミングの直前の少なくとも1つの制御タイミングにおいてメモリ3に格納された各補正値に基づいて各関節駆動軸の推測補正値を算出し、各推測補正値を補正前の各軸指令値に加算することにより各補正軸指令値を算出するとともに、各推測補正値を各補正値としてメモリ3に格納する。
(もっと読む)
加工ユニットの動作を表示し、ユーザ入力から処理データを生成する仮想工作機械
作業スペース(30)及びこの作業スペースに配置された加工ユニット(36)を有する工作機械の制御システムの処理を容易にするため、制御システムは、処理データ及び記憶された機械モデル(48)に基づき、少なくとも作業スペース(30)の領域内において、可視化要素(G,FF)によって可視化ユニット(50)上で、仮想作業スペース(54)内に設けられた仮想加工ユニット(56)を有する仮想工作機械として実際の工作機械(12)を表示すると共に、仮想加工ユニットの機能を仮想機能として表示する可視化コントローラ(36)を備える。マニュアル対話処理を可能とする対話処理ユニット(80)は可視化ユニット(50)と関連付けされ、マニュアル対話処理によって工作機械の機能の関連性を可能とする機能選択ユニット(90)が可視化ユニット(50)と関連付けされ、関連した機能を考慮しながら、マニュアル対話処理に対応する処理データ(ML,MST)を生成すると共に、可視化要素(G,FF)を使用しながら、可視化ユニット(50)上で、マニュアル対話処理によって特定された機能を表示するために、処理データ(ML,MST)を可視化コントローラ(40)に対して転送する処理データ(ML,MST)を生成する機能データ生成ユニット(92)を備える。 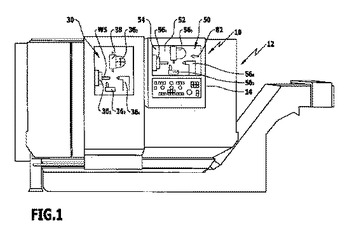 (もっと読む)
(もっと読む)
スポット溶接の打点位置電子化装置、スポット溶接の打点位置電子化方法、及びスポット溶接の打点位置電子化プログラム
【課題】
部品の設計図面に記載された打点の座標を記憶手段に記録する際の手間、読取り誤認、数値の誤入力を解消することができるスポット溶接の打点位置電子化装置、スポット溶接の打点位置電子化方法、及びスポット溶接の打点位置電子化プログラムを提供する。
【解決手段】
S4で部品画像を表示装置で表示し、S8,S12において、表示された部品画像の異なる2つの基準点をマウスにより指定する。S16,S18においてマウスにて指定された部品画像における各基準点の実際の二次元の座標値をキーボードにより入力する。S20では部品画像上の打点をマウスにより指定する。S22ではマウスにて指定された打点の実際の二次元の座標値を、前記指定された2つの基準点と、キーボードにて入力された基準点の実際の座標値に基づいてCPUが演算する。S26では演算された打点の実際の二次元の座標値を記憶装置により記憶する。
(もっと読む)
4軸加工機用数値制御装置
【課題】従来の5軸加工機用のプログラム指令によって5軸加工機で行っていた加工を4軸加工機で加工する。
【解決手段】4軸加工機用数値制御装置100は、指令解析部10で補間用データを作成し、各軸のサーボ12X,・・・12Cを駆動する。仮想角度判断手段15は、許容値16と仮想角度設定手段14によって設定されている仮想角度13とを参照し、演算回転軸位置と演算仮想軸位置の2組の解について、一致解があるかどうか判断する。回転軸指令みなし手段17は、一致解があると判断した場合、前記一致解の前記演算回転軸位置と前記仮想角度を回転軸と仮想軸に対するプログラム指令とみなす。回転軸指令みなし手段17において仮想軸のプログラム指令を仮想角度とみなすとは、仮想軸に対して仮想角度のプログラム指令があったことを想定した補間用データを作成し補間を行うことである。ただし、実際の補間は行われない。
(もっと読む)
数値制御プログラム作成装置、数値制御プログラム作成方法、及び、数値制御プログラム作成プログラム
【課題】加工効率の良い数値制御プログラムを作成することができる数値制御プログラム作成装置、数値制御プログラム作成方法及び数値制御プログラム作成プログラムを提供する。
【解決手段】数値制御プログラムを作成する数値制御プログラム作成装置において、各加工工程で加工を行う形状として定義された加工形状(3次元加工形状62)から、その前の加工工程までに加工を行う領域(3次元加工形状61)を減算することで、各加工工程で実際に加工を行う加工領域形状(3次元加工領域形状63)を設定する加工領域設定部と、この加工領域設定部により設定された加工領域形状(3次元加工領域形状63)を基に数値制御プログラムを演算する数値制御プログラム作成部と、を備える構成とする。
(もっと読む)
4軸加工機用数値制御装置
【課題】5軸加工機用のプログラム指令によって5軸加工機で行っていた加工を、4軸加工機で加工する。
【解決手段】4軸加工機用数値制御装置100は、指令解析部10でプログラム指令を解析して補間用データを作成し、補間部11で補間用データによって補間を行い各軸のサーボ12X,・・・12Cを駆動する。仮想角度判断手段15は、許容値16と仮想角度設定手段14によって設定されている仮想角度13とを参照しながら、B軸(仮想軸)指令が仮想角度13と一致するかどうか判断し、一致すると判断した場合に仮想軸のプログラム指令は仮想角度13であるとみなす。仮想軸のプログラム指令は仮想角度13であるとみなすとは、仮想軸に対して仮想角度13のプログラム指令があったことを想定した補間用データを作成し補間を行うことである。ただし、毎ブロック同じ位置(仮想角度)が指令されるとみなすことになるので、実際の補間は行われない。
(もっと読む)
加工誤差予測のためのコンピュータプログラム、加工誤差予測装置およびその予測結果に基づいて工具経路を修正する装置
【課題】工具の形状誤差や撓みに起因する加工誤差を高速に予測可能な装置などを提供する。
【解決手段】コンピュータ装置1の3次元グラフィックス機能を利用し、加工誤差を予測する位置における工具M(切刃の通過軌跡)、この位置の直前および直後を含む所定範囲の工具掃引体T1,T2、および被削物形状Wを、それぞれ下方からの視野範囲Vにおいて描画する。描画された画像において工具Mが手前に表示されている画素領域を、加工終了後に残る加工面の領域として検出し、この加工面の代表点(創成点C)における工具の形状誤差や撓み量から加工誤差を予測する。予測した加工誤差に基づいて工具経路を修正すれば、成形後の手修正に要する工数、時間を大幅に削減できる。
(もっと読む)
数値制御式工作機械及びその熱変位補正方法
【課題】 数値制御式工作機械及びその熱変位補正方法において、数値制御式工作機械の稼働後、温度上昇が安定化するまでの過渡的状態での、補正量をボールネジシャフトの実際の伸び量に近似させることができ、且つ長時間にわたって機械加工を行う場合に高精度の機械加工を行うことができること。
【解決手段】 メモリ運転モード又はMDI運転モードである場合(S3;Yes)、加工プログラムの1ブロック読み込みを行う(S4)。次に、読み込んだブロックがG0指令であるか否かを判断し、G0指令である場合(S5;Yes)、RAM53を参照し未処理の補正量があるか否かを判断する。今回の補正量演算タイミング経過後に補正処理を実行していないため、未処理の補正量がある場合(S6;Yes)、補正処理を実行する(S7)。G0指令による位置決め動作を実行した後(S8)、S1へリターンする。
(もっと読む)
工作機械の数値制御装置
【課題】手動で所望の送り機構を操作して工具を移動させたときに、手動操作した送り機構の加工位置を確実に画面表示できる工作機械の数値制御装置を提供すること。
【解決手段】作業者が手動パルス発生器の送り機構選択スイッチにより送り機構を選択すると、現在位置表示検出手段により、現在情報記憶領域が記憶している送り機構の種別情報に作業者が選択した送り機構の選択情報が含まれているか否か判断する(ステップS40)。作業者が選択した送り機構が含まれていない場合、送り機構の加工位置の座標をディスプレイに表示するとともに送り機構の選択情報及びディスプレイの表示データを現在情報記憶領域に記憶する(ステップS45)。
(もっと読む)
数値制御式工作機械及びその熱変位補正方法
【課題】 熱変位補正による機械加工のサイクルタイムの増加を抑制し、且つ高精度の機械加工を行うことができる数値制御式工作機械及びその熱変位補正方法を提供する。
【解決手段】 Z軸モータ73により主軸ヘッド8がZ軸原点からATC原点に移動するZ軸上昇早送りBを開始する。補正量をRAM53から読み出して、X軸ボールネジシャフト81とY軸ボールネジシャフトに対する補正処理を実行した後(S53)、X,Y軸モータ71,72によりX,Y,A,B軸方向の位置決めを開始する。(S54)。主軸ヘッド8がATC原点に移動完了した場合(S55;Yes)、主軸ヘッド8の上昇を停止させてから(S56)、マガジンモータ75により工具マガジン31を回転させるマガジン回転Cを開始して工具交換を行う。このとき、補正量をRAM53から読み出して、Z軸ボールネジシャフトに対する補正処理を実行する(S57)。
(もっと読む)
ロボットのオフライン教示装置、ロボットのオフライン教示方法、及びロボットシステム
【課題】マニピュレータ、周辺装置、ワークに重力たわみが発生してもオフライン教示段階で事前に補正する。
【解決手段】本発明に係るロボットのオフライン教示装置20は、与えられた全教示点Piについて、ロボットマニピュレータ11、周辺装置13,14、ワーク15の重力たわみを考慮した補正教示点P'(i)を算出するステップと、補正後の移動経路を計算するステップと、補正後の移動経路における重力たわみ量を算出して、経路途中で重力たわみ量が予め定められた許容値を超えた場合に、経路途中に新たな教示点を挿入するステップとを含む、教示点挿入処理を実行する。
(もっと読む)
ロボット制御命令入力装置
【課題】反射的な操作が制限され、表示手段の大きさに関わらず入力される動作命令の確認が促されるロボット制御命令入力装置を提供する。
【解決手段】確認項目53への回答として選択項目54および選択項目55が用意されているとき、一方の選択項目55を選択しても、この選択項目55を決定するためのOKボタン62はすぐに操作することができない。すなわち、選択項目55を選択するタッチ操作をしてから遅延時間が経過するまで、操作者はOKボタン62を操作しても入力が受け付けられない。そのため、操作者は、反射的な一連の操作ができず、表示部21の表示内容に注意を向けやすくなる。その結果、表示部21の表示内容への注意の喚起が図られ、また遅延時間に相当する時間を付与することにより、例えば操作者が熟練者であっても、選択した選択項目55の確認が促される。
(もっと読む)
処理装置、処理方法、及び、プログラム
【課題】加工時間を長引かせることなく、ブロック間停止をより確実に回避すること。
【解決手段】工具の移動軌跡を規定する、連続した複数のブロックを含む数値制御プログラムを処理する処理装置であって、各々の前記ブロックを実行した場合の工具の移動量を演算する演算手段と、前記演算手段が演算した前記移動量が規定移動量未満の場合に、そのブロックを含んで連続する複数の前記ブロックであって、それらの前記移動量の合計量が前記規定移動量以上である複数の前記ブロックを、これらのブロックが規定する工具の移動軌跡を近似した移動軌跡を規定する新たな1つのブロックに変換する変換手段と、を備えたことを特徴とする。
(もっと読む)
工具折損検出機能を有する工作機械を制御する数値制御装置
【課題】ワークの形状に合わせて工具が折損した場合に即座に折損が判断できる機械を制御する数値制御装置を提供すること。
【解決手段】少なくとも素材形状情報および切り込み量を指定した加工プログラムに基づいて工具パスを生成し主軸および可動軸を有する工作機械を制御する数値制御装置10において、サーボモータ19またはスピンドルモータ22の負荷を検出する電流検出器24,26と、サーボモータ19の位置を検出する位置・速度検出器25と、電流検出器24,26により検出された負荷電流値が無負荷状態であるか否か判断し、負荷電流値が無負荷状態と判断されたとき、実行中の工具パス指令を読み込み、前記素材形状情報、前記工具パス指令、およびサーボモータ19の位置情報に基づき、工具位置が素材形状の内側か外側かを求め、内側であると判別された場合に工具折損と判断する工具折損検出機能を有する工作機械の数値制御装置。
(もっと読む)
NCデータの修正方法及び装置
【課題】ワーク形状のCADデータを参照しなくても、NCデータのみからワーク形状の曲面を復元し、当該曲面からNCデータを修正するNCデータの修正方法及び装置を提供する。
【解決手段】工作機械の加工パス用に作成されたワーク形状のNCデータを、当該ワーク形状のCADデータを用いずに修正するNCデータの修正方法及び装置において、NCデータを全て読み込んで、加工パス毎に分解し(ステップS1、S2)、隣接する加工パス同士からなる隣接パステーブルを作成し(ステップS3、S4)、1つの隣接パステーブルに属する全ての加工パスのNCデータを用いて、1つの曲面として復元することにより、全ての隣接パステーブルについての曲面を復元し(ステップS15)、復元した曲面上にNCデータの位置を補正する(ステップS16)。
(もっと読む)
141 - 160 / 335
[ Back to top ]