
Fターム[3D114BA03]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 対象物 (978) | メインボディー (299) | サイドフレーム、フェンダ (38)
Fターム[3D114BA03]に分類される特許
21 - 38 / 38
樹脂シート貼着装置

【課題】自動車のボデーを構成するサイドメンバーに樹脂シートを自動的に貼り付ける樹脂シート貼着装置を提案する。
【解決手段】粘着剤8を介して樹脂シート2が接合されている離型紙Pを搬送ベルト4に担持して搬送し、その離型紙Pを折り曲げることにより、樹脂シート2を離型紙Pから剥離し、次いでシート支持体26上の樹脂シート2を、サイドメンバー上に搬送して、そのサイドメンバーに自動的に貼り付ける。
(もっと読む)
接合組立品の製造方法および接合組立品の製造装置

【課題】接着される部材の歪を抑制し、接合強度等を確保することのできる接合組立品の接合方法を提供する。
【解決手段】第1エネルギー付与部16において接着剤4の接着部材10の外側面14b側への露出を許容しつつ第2接着部14A2によって第2接着部14A2と第2被接着部24A2との間の接着剤4の接着部材10の外側面14b側への露出を規制するとともに、第2エネルギー付与部26において接着剤4の被接着部材20の外側面26b側への露出を許容しつつ、接着剤4を配置する硬化前工程と、接着部材10の外側面14bにエネルギー線を照射して各第1接着部14A1と各第1被接着部24A1との間の接着剤4を硬化させる第1硬化工程と、被接着部材20の外側面24bにエネルギー線を照射して第2接着部14A2と第2被接着部24A2との間に配置された接着剤4を硬化させる第2硬化工程とを実施する。
(もっと読む)
接合組立品の製造方法および接合組立品の製造装置
【課題】連鎖反応型の接着剤1の不随意なタイミングでの硬化反応を回避しつつ、連鎖反応型の接着剤1を用いて効率的に組立加工を施すこと。
【解決手段】前処理によって受熱した本体部品WBに接合されるべき被着部品PTに対し、連鎖反応型の接着剤1を配置する。この接着剤1は、外部から一部に付与されたトリガーとなるエネルギーによって硬化することにより反応熱を自己発生し、この反応熱が自己発生した部位に隣接する部分が当該反応熱によって硬化反応を起こすことにより連鎖的に硬化する連鎖反応型のものである。接着剤1が配置された被着部品PTを本体部品WBに組み付ける。被着部品PTの組み付け後にトリガーを接着剤1に付与する。
(もっと読む)
大型車両用のフレーム穴間隔測定装置
【課題】フレームの穴開け加工精度を確認する。
【解決手段】フレームを載置する定盤と、この定盤上を移動可能に設けられたカメラユニットと、このカメラユニットの定盤上の位置を特定するカメラ位置特定手段と、二つの穴のいずれか一方を基準穴とし、他方を測定穴としたときに、基準穴を撮影したときのカメラユニットの位置情報と測定穴を撮影したときのカメラユニットの位置情報とから基準穴と測定穴との間隔を演算によって求める穴間隔演算手段とを備える。また、穴間隔演算手段は、カメラユニットの画角内における基準穴および測定穴の画像の位置と予め定められた画角内の基準点の位置との位置関係に基づき基準穴および測定穴を撮影したときのカメラユニットの位置情報を補正する位置情報補正手段を備える。
(もっと読む)
車体の生産方法及び溶接設備
【課題】本発明は、複数の種類の製品を溶接可能にする車体の生産方法及び溶接設備において、溶接設備を有効に且つ柔軟に活用することができる技術を提供することを課題とする。
【解決手段】溶接設備10には、パネル部材を溶接するサブ溶接ライン12と、このサブ溶接ライン12が合流する主溶接ライン13とが設けられている。サブ溶接ライン12が主溶接ライン13と合流する合流部75で、骨格部材にパネル部材が合体され溶接される。主溶接ライン13は、溶接ロボット35L、35Rを備える複数個の溶接ステージ51、55〜59、61で構成され、サブ溶接ライン12の出口には、パネル部材を任意の溶接ステージに移載する移載機構70が設けられており、溶接作業の工程数に対応して合流部75が変更できるように構成されている。
(もっと読む)
車体部品の検査用治具
【課題】車体部品の検査用治具の一部を汎用化することで、この検査用治具の製作コストを低減すると共に設置スペースを縮小する。
【解決手段】相互に隣接するフードモデル3と右側のフェンダーモデル5の双方の取付け部31,51を、隣接するフードモデル3とフェンダーモデル5相互間の位置を規制するように相互に結合すると共に、同じく相互に隣接するフードモデル3と左側のフェンダーモデル4の双方の取付け部31,41を、隣接するフードモデル3とフェンダーモデル4相互間の位置を規制するように相互に結合する。上記取付け部31,51を相互に結合するのと同時に、取付け基準となるベース部材2の右側の取付け面23に右側のフェンダーモデル5を取付ける。また、取付け部31,41を相互に結合するのと同時に、取付け基準となるベース部材2の上側の取付け面21にフードモデル3を取付ける。
(もっと読む)
自動車用開閉体の建付精度評価方法
【課題】インラインでのサイドドアの全数検査が可能であって、ボデイに実際のサイドドアを組み付けることなく、組み立てられた実際のサイドドアの建付精度の評価に同じく実際に生産されたボデイ側のドア開口部の形状を反映させて、ドアの建付精度の評価結果の信頼性向上を図った方法を提供する。
【解決手段】組み立てられたサイドドアDrまたはDf単独の実測データと、同じく組み立てられたボデイ単独での実測データとを、データ処理装置23においてボデイ座標系のドアヒンジ取付穴を基準に互いに突き合わせて、サイドドアのパーティング部での建付精度を演算・解析する。
(もっと読む)
横方向下部構造部材と技術的フロントパネルの取付け方法
本発明は、少なくとも1つの横方向の車体下部構造部材(12)と、横方向に対向配置された2つのレール(20)、及び横方向に対向配置された2つの部品(22)、特に自動車ヘッドライトを保持するための枢着部材を有するフレーム構造部材(18)の縦方向端部(16)に取付けられる技術的フロントパネル(14)とを、自動車(10)に取付けるための方法に関し、この方法は、フレーム構造部材(18)の横方向で対向する部品(22)上の垂直位置に、技術的フロントパネルを配置する少なくとも1つのステップと、上記部品(22)上で技術的フロントパネル(14)を横方向に位置決めするステップとを有することを特徴とする。 (もっと読む)
樹脂成形型
【課題】成形後の変形を抑制し、ゲートの除去作業を不要にした成形品を成形する樹脂成形型を提供することにある。
【解決手段】互いに対向する複数の型31,35の間に形成されるキャビティ32内に樹脂材料を射出して、凹状の円弧部を有する樹脂成形品を得る樹脂成形型30であって、キャビティ32には前記円弧部に対応する円弧部キャビティ32aと、円弧部の外周側に隣接する部位に対応する隣接部キャビティ32bとが形成され、円弧部キャビティ32aは、隣接部キャビティ32bよりも、前記樹脂成形品の板厚が厚くなるように設定され、円弧部キャビティ32aに樹脂材料を射出し、充填した後に、隣接部キャビティ32b内に樹脂材料が充填されて樹脂成形品を成形するようにした。
(もっと読む)
自動車用部品の建て付けバラツキ予測方法
【課題】高精度での建て付け成立性の検証を行なうことができるように、部品剛性を考慮した自動車用部品の建て付けのバラツキを予測する方法を提供する。
【解決手段】各部品の図面データに基づいて公差解析によって各部品のバラツキ値を取得する第一の段階S2と、第一の段階S2によって得られた各部品のバラツキ値を部品データとして、バラツキを持った各部品の有限要素解析モデルを作成し、これらの有限要素解析モデルを相互に組み付けるようにFEM解析を行い、FEM解析によって変形を考慮したバラツキ値を取得する第二の段階S3と、を含む。
(もっと読む)
発泡充填具
【課題】中空構造体に対する発泡充填具の配置後においても貫通孔を使用することができるとともに、貫通孔が形成されている部位を発泡体によって効率的に充填するに際して、貫通孔から発泡体が膨出する現象を抑制することができる発泡充填具を提供する。
【解決手段】発泡充填具11には、発泡体を形成する基体12が備えられ、貫通孔33aを有する中空構造体31の内部に配置される。基体12には、貫通孔33aの開口よりも広い開口面積を有して貫通孔33aを取り囲むように配置される開口部12aが形成されている。発泡充填具11には、加熱の際に基体12の流動又は熱膨張に追従する上壁13が備えられ、上壁13はその追従により貫通孔33aの開口の少なくとも一部を閉塞することで基体12の貫通孔33aへの侵入を抑制する。上壁13は、開口部12aの周縁部に設けられるとともに貫通孔33aの周囲に配置される。
(もっと読む)
自動車用フロントフェンダの組付装置
【課題】車体に対するフロントフェンダの位置や車体のサイドパネルとフロントフェンダとの間の隙間を適確に決定し、且つ容易に取付けることができると共に、フロントフェンダの撓みを防止することができる自動車用フロントフェンダの組付装置を提供する。
【解決手段】車体のエンジンルームのフレームに整合するフレームに整合するフレーム16に、エンジンルームのフレームの前面側に形成された一対の孔を基準として挿通する基準ピン22と、フロントフェンダを位置決めするための位置決めブロック34や位置決め部40と、フェンダステイを挟持して位置決めする第一位置決め治具28と、フロントフェンダの一部を支持して位置決めする第二位置決め治具28と、フロントフェンダとサイドパネルとの段差及び隙間を決定するための第三位置決め治具30とを備えた。
(もっと読む)
自動車に下部要素を搭載する方法
本発明は、下部要素と、側面部材(12)を具備する車両のフロント構造要素(10)の一端(20)に搭載されるように設計されたテクニカルフロントエンド(22)とを、自動車に搭載する方法に関する。本発明は、第一のステップで、テクニカルフロントエンド(22)を下部要素の一つに配置すること、第二のステップで、テクニカルフロントエンド(22)を、横方向に延びている位置から前方に傾いている位置へと横軸(A)を中心に回転させること、第三のステップで、下部要素と回転させたテクニカルフロントエンド(22)とを、車両まで垂直に移動させること、並びに第四のステップで、テクニカルフロントエンド(22)を、傾いている位置から、車両の構造要素(10)と相対するその正規の位置へと角度を戻すことを特徴とする。 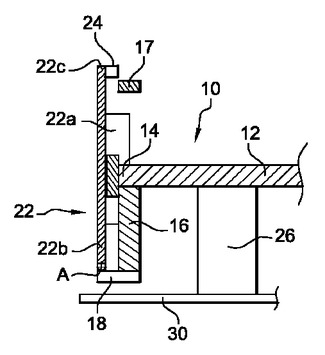 (もっと読む)
(もっと読む)
ワーク位置決め支持装置
【課題】複数の位置決め手段47の中からワークWに対応した位置決め手段47への選択切換を容易に行うことができるワーク位置決め支持装置30を提供する。
【解決手段】溶接ガン10の一対のガンアーム12、13による係止部と往復移動部とを挟持する挟持動作により往復移動部51を往復移動方向一方側へ移動させ、運動変換手段61を介して回転部41を正転させる。そして、回転部41に放射状に突設された複数の位置決め手段47の中からワークWの種類に応じた位置決め手段47を回転部41から上方に向かって突出する位置に配置する。
(もっと読む)
組付け精度計測システム
【課題】 生産ラインにおいて組付けがおこなわれる中間完成品の全数に対して、効率的かつ高精度に隣接部品間の組付け精度を計測することのできる組付け精度計測システムを提供する。
【解決手段】 生産ライン10を構成するコンベア5を跨ぐように各部品組付け場に設置された門型架構2,2,…にそれぞれレーザーセンサ3a,3b,3cが設置されており、さらに、中間完成品aの所望の計測部位を確実にセンシングするために所定地点から計測部位までの所要時間がタイマー制御され、該タイマーのスタートはリミットスイッチ4b、4c、4dを押出すことによって開始される。門型架構にはモニター23が設置され、各部品組付け場における計測部位の計測結果が随時確認できる構成となっている。コンベア5上をランダムに搬送される車種は、コンピュータ6に伝送された車種情報に基づいて確認でき、車種に応じてタイマー制御のタイマー調整がおこなわれる。
(もっと読む)
自動車の車体部材接合方法
【課題】 車体部材の接合部に適量の接着剤を塗布して所期の高い接合強度を得つつ、重ね合わせ挟持加圧した両接合部間から接着剤が接合部の外方側にはみ出すことを確実に抑制できる、自動車の車体部材接合方法を提供する。
【解決手段】 接着剤塗布工程において、一方の車体部材10の接合部11に熱硬化型の接着剤15を塗布し、接着剤塗布工程と並行して行うエア吹付工程において、接合部11に塗布された接着剤15に冷却用エア16を接合部11の外方側から吹き付けて、接着剤15の粘度を高めると共に接着剤15の層厚が接合部11の外方側部分に比べて内方側部分の方が厚くなるように接着剤15を偏在させ、その後、接合工程において、一方の車体部材10の接合部11に他方の車体部材20の接合部21を重ね合わせ、これら接合部11,21を溶接用電極により挟持加圧して溶接する。
(もっと読む)
リブ材貼付装置およびリブ材貼付方法
【課題】 リブ材の粘着性が高くなってもリブ材の貼付作業性の低下を防ぐことができるリブ材貼付装置およびリブ材貼付方法を提供する。
【解決手段】 リブ材貼付装置1は、載置部72に載置された離型紙3を除去する際にまずエアーシリンダ91のシリンダチューブ内に空気を注入してロッドを後方から前方へ向けて斜め下方へ所定量移動させる。これによりチャック93が斜め下方へ所定量移動して両挟持部931、931が離型紙3の一端側を挟持した状態で斜め下方へ所定量移動する。これに伴い下側の挟持部931の当接部933がブラケット742の下方延出部742bに当接して移動テーブル本体741を離型紙3の剥離方向Cへ押していき、下方延出部742bがストッパー本体744に当たって移動テーブル本体741が停止することによりリブ材2から離型紙3が所定量剥離される。
(もっと読む)
車体パネルとクリンチ・ナット・アタッチメントのためのプログラム可能な装置および方法
クリンチ・ナットのパネルへの取付けのためにパネル上に取付パッドを形成するための方法と装置。パネルは、形成ダイと固定アンビルの間に形成され、予め決められた正味基準位置を占有する。フェイス・プレートが、パネルを同時に「検出」し、新規な力付加器機を使用して定位置に機械的にロックする。フェイス・プレートが、形成ダイの周りの表面金属の位置を維持し、それによって、予め決められた正味基準位置に盛り上がったパッドを形成する。新規な力付加手段は、直列に配置された内蔵型ピストン・モジュールを備える。各モジュールが、空隙および空隙内に装着されたピストンを有するハウジングを備える。ピストンは、従動および駆動面を備え、流体圧力が、ピストンの駆動面が、蓄積作用のために別のピストンと当接するように、進行方向にピストンを動かすために従動面に作用する。 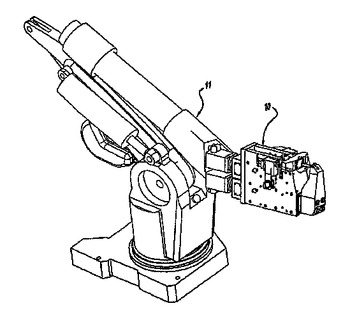 (もっと読む)
(もっと読む)
21 - 38 / 38
[ Back to top ]