
Fターム[3D114DA07]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | ワーク取扱装置 (1,047) | 搬送装置 (429) | コンベア (92)
Fターム[3D114DA07]に分類される特許
21 - 40 / 92
自動車組立設備
【課題】自動車組立設備における組付ライン及びサブラインの設計の自由度を高め、設備スペースを縮小する。
【解決手段】サブラインSEにおいて台車10を搬送するサブライン駆動手段と、組付ラインUにおいて台車10を搬送する組付ライン駆動手段(リフタ60)とを別個に設けたことにより、各ラインにおいて台車10の搬送速度や台車間のピッチ、あるいは各ラインのレイアウトを個別に設定することができるため、設備設計の自由度が高められる。
(もっと読む)
チェーンコンベヤ装置

【課題】直線走行速度の脈動がなく円滑に走行可能となるとともに、高さをコンパクトにし、簡単な構造のチェーンコンベヤ装置を提供すること。
【解決手段】所定の搬送路に沿って無端状にそれぞれ独立して平行に設けられた少なくとも2条のコンベヤチェーン110を有するチェーンコンベヤ装置100において、各コンベヤチェーン110搬送面の反対側に設けられた係合手段が、搬送方向の少なくとも1個所において同期して回転駆動されるスクリュー軸121と係合して駆動されること。
(もっと読む)
塗装システム
【課題】車体本体に対して揺動可能に連結されたドア等を容易に開状態とすることが可能であり、しかも、作業効率に優れる塗装システムを提供する。
【解決手段】塗装システム10は、塗装ロボット14a〜14dと、オープナーロボット16とを有する。塗装ロボット14a〜14dは、壁24、26に敷設された第1案内レール28に変位自在に係合された走行台車32を介して設けられ、一方、オープナーロボット16は、壁26に敷設された第2案内レール30に変位自在に係合された走行台車34を介して設けられる。このため、塗装ロボット14a〜14dとオープナーロボット16との間には、高低差が存在する。また、オープナーロボット16のアーム部40の先端には、柱状部の先端から互いに逆方向に分岐して延在する第1爪部及び第2爪部を有する略逆T字形状のフック48が設けられる。
(もっと読む)
塗装システム
【課題】例えば、車体本体に対して揺動可能に連結されたドア等を容易に開状態とすることが可能であり、しかも、作業効率に優れる塗装システムを提供する。
【解決手段】塗装システム10は、塗装ロボット14a〜14dと、オープナーロボット16とを有する。例えば、塗装ロボット14a〜14dは、壁24、26に敷設された第1案内レール28に変位自在に係合された走行台車32を介して設けられ、一方、オープナーロボット16は、壁26に敷設された第2案内レール30に変位自在に係合された走行台車34を介して設けられる。
(もっと読む)
ワーク取付け装置
【課題】ワークを車体に自動で取付けることができるワーク取付け装置を提供することを課題とする。
【解決手段】ワーク取付け装置10は、センサ180で検出した開口171の端部172とルーフガラス151の端部173との位置ずれ量、及びセンサ190で検出した開口171の端部181とルーフガラス151の端部182との位置ずれ量に基づき、制御手段200でルーフガラス151の位置及び姿勢を修正するために回転機構60及び移動機構110を制御する。
【効果】車体11の端部とルーフガラス151の端部との位置ずれが自動で解消された後、ルーフガラス151を車体11に取付ける。したがって、ルーフガラス151を車体11に自動で取付けることができるワーク取付け装置10を提供することができる。
(もっと読む)
車両用液体注入装置
【課題】生産ラインで車両搬送装置により搬送中の車両に対して、その搬送方向と同方向に同期して移送されるロボットに取り付けた注入ガンから注入口に液体を注入する場合において、注入口と注入ガンとの位置合わせが容易で、注入中の大きな位置変動に対しても柔軟に対応することのできる車両用液体注入装置を提供すること。
【解決手段】車両用液体注入装置10は、車両1を搬送する車両搬送装置20と、車両搬送装置20の搬送方向と同方向に同期して移送されるロボット40とを備え、車両1の搬送中に、ロボット40に取り付けた注入ガン50から車両1の注入口2に液体を注入する。注入ガン50のロボット40への取付管55と、先端のノズル57とを、内部が視認可能な樹脂製ホース56で連結してある。
(もっと読む)
車体の移載方法
【課題】検査または処理をした状態の車体を次工程に搬送して、次工程に搬送した場合に生じる不具合を防止する。
【解決手段】車体Wをフロアコンベア1の搬送台車10からオーバーヘッドコンベア2の搬送ハンガー20、またはオーバーヘッドコンベア2の搬送ハンガー20からフロアコンベア(1,3)の搬送台車(10,30)に移載するための車体の移載方法であって、多関節ロボット5,6で車体Wを支持した状態で揺動させて、車体Wを検査、その他車体Wに対する処理を行なう揺動ステップと、多関節ロボット5,6で支持した状態で車体Wを搬送ハンガー20または搬送台車(10,30)に移載する移載ステップと、を含む。
(もっと読む)
組立搬送設備
【課題】部品の組付位置が大幅に変更された場合でも容易に対応可能な組立搬送設備を提供する。
【解決手段】下側搬送装置20にリフタ間距離変更機構70を設けた。これにより、部品の組付位置が変更された場合であっても、複数のリフタ23・24間の距離を容易に変更することができるため、リフタを取り外して移動させるような手間の係る作業を要することなく、迅速に対応することができる。
(もっと読む)
組立搬送設備
【課題】組立搬送設備を小型化して設備スペースを縮小する。
【解決手段】リフタ24に、幅方向外側に突出可能な可動部(回転アーム70)を設け、この可動部に部品を搭載する。リフタ24から幅方向外側に可動部を突出させることにより、リフタ24の幅方向寸法を超える支持幅で部品を支持することができるため、リフタ24の幅方向寸法を最大の支持幅よりも小さくすることができ、設備の小型化が図られる。
(もっと読む)
車両の塗装方法
【課題】金属鋼板と、金属鋼板に装着される樹脂部材との色調や仕上がりの差異を、低コストかつ容易に低減できる車両の塗装方法を提供すること。
【解決手段】自動車ボデー2と、自動車ボデー2に装着されるバンパー3とを備える車両1の塗装方法において、自動車ボデー2を、金属塗装ゾーン12、金属乾燥ゾーン13および金属焼付ゾーン15を備える金属鋼板用塗装ライン11において、金属塗装ゾーン12で金属鋼板用に処方された金属鋼板用塗料を用いて塗装し、金属乾燥ゾーン13で乾燥させ、金属焼付ゾーン15で焼き付け、バンパー3を、樹脂塗装ゾーン19、金属乾燥ゾーン13よりも短い樹脂乾燥ゾーン20、および、樹脂焼付ゾーン22を備える樹脂部材用塗装ライン18において、樹脂塗装ゾーン19で金属鋼板用塗料を用いて塗装し、樹脂乾燥ゾーン20で強制乾燥装置としての熱風噴付装置24によって強制乾燥させ、樹脂焼付ゾーン22で焼き付ける。
(もっと読む)
自動車ボディ搬送装置
【課題】省スペース化、搬送精度の向上、作業性の向上、装置の小型化・簡素化・軽量化を実現する自動車ボディ搬送装置を提供する。
【解決手段】搬送経路に沿って平行に敷設された二本のパワーレール130とパワーレール130上を対峙して自走し自動車ボディBを積み込みステーション110から降ろしステーション140に向けて搬送する自動搬送電車180とを備えた自動車ボディ搬送装置において、降ろしステーション140で空になった自動搬送電車180を積み込みステーション110に戻す返送レール190が、パワーレール130の真上に敷設されていることよって前記の課題を解決する。
(もっと読む)
搬送装置
【課題】十分な防水機能を備えると共に、異なる処理工程間でのワークの移載が不要な搬送装置を提供する。
【解決手段】搬送装置10は、搬送台車1に支持されたワークBを連続的に搬送する。搬送装置10は、搬送台車1から上方に延びてワークBを支持する支柱2と、搬送台車1の外側かつ両側に対向するように配置された一対の第1防水カバー7・7と、を備える。一対の第1防水カバー7・7を開閉自在に動作させると共に、支柱2を一対の第1防水カバー7・7で両側から挟み込むことにより、ワークBを所定位置に支持する嵌合部7r・7rを一対の第1防水カバー7・7に設けている。
(もっと読む)
車両のドアハンドリング治具および車両のドアハンドリング方法
【課題】本発明は、1つの治具で、ドアをドア搬送装置から車体の所定位置に搬送することを可能にする車両のドアハンドリング技術を提供することを課題とする。
【解決手段】車両のドアハンドリング治具20は、治具本体31に傾動自在に設けられドアの下端部36を受ける第1ワーク受け部40と、治具本体31からドアの下方へ挿入可能に設けられ、第1ワーク受け部40が待機位置へ移動されたときに第1ワーク受け部40に代わってドア13を受ける第2ワーク受け部43と、治具本体31に傾動自在に設けられ、ドアの車両長手方向の位置決めをなす長手位置決め部46と、ドアの側部37を車両の幅方向で挟むドアクランプ部51と、ドア13を吸着保持する吸着パッド52と、を備えている。
(もっと読む)
車体のドア閉まり検査装置及び検査方法
【課題】ドア閉まり検査装置を容易かつ正確に設置可能とし、かつその設置スペースを抑え、さらには車体の位置ズレに起因するドア閉止不良の発生を抑えると共に、ドアとドア閉まり検査装置との干渉時にもこれらの損傷を抑え、しかも実際のドア閉まり速度を正確に保証する。
【解決手段】枠体1Aに支持されて車体方向に押圧力を作用させる電動アクチュエータ23と、前記電動アクチュエータ23の作動タイミングを検出するレーザ距離センサ31と、ドアの閉止速度を検出するレーザ距離センサ52と、ドアの閉止状態を検出するレーザ変位センサ36とを備える。
(もっと読む)
組立搬送設備
【課題】組立用搬送経路の設備スペースの縮小、サイクルタイムの短縮、及び低コスト化を図る。
【解決手段】下側搬送装置20を往復移動させることで、従来の閉ループ経路のように戻り経路や複数の駆動手段が不要となる。また、部品を搭載した台車30・40の下方にリフタ23・24を配置し、この状態でリフタ23・24を上昇させることにより、前記部品をリフタ23・24に搭載すれば、リフタ23・24の上昇動作のみで台車30・40上の部品をリフタ23・24に搭載することができる。
(もっと読む)
ドア搬送設備
【課題】塗装済み車体から取り外したドアを艤装ラインに送り込み、仕上げられたドアを再び元の車体の左右両側に組み付ける際に活用できるドア搬送設備を提供する。
【解決手段】昇降装置7A,7Bは、補助コンベヤ8A,8Bとの間でドアハンガー9R,9Lを移載する上側の第一ドアハンガー移載位置L2と床側のドア積み/下ろし位置L1との間で前記ドアハンガーを昇降させ、補助コンベヤ8A,8Bは、第一ドアハンガー移載位置L2と第二ドアハンガー移載位置L3との間で前記ドアハンガーを搬送し、第一ドアハンガー移載位置L2には、昇降装置7A,7Bと補助コンベヤ8A,8Bとの間で前記ドアハンガーを移載する第一移載手段が併設され、第二ドアハンガー移載位置L3には、補助コンベヤ8A,8Bとドア搬送用走行体40のドアハンガー支持部48a,48bとの間で前記ドアハンガーを移載するドア搬送用走行体昇降装置76が併設される成。
(もっと読む)
ドア搬送装置
【課題】各種部品を取り付ける艤装作業エリアにおけるドアの搬送手段として活用できるドア搬送装置を提供する。
【解決手段】ドアハンガー9R,9Lには、その上部にのみ被支持部15a,15bが設けられ、ドア搬送用走行体40には、その左右両側に、ドアハンガー9R,9Lの被支持部15a,15bのみを支持するドアハンガー支持部48a,48bが設けられ、この左右両側のドアハンガー支持部48a,48bにそれぞれドアハンガー9R,9Lが支持されたとき、上側が前記ドア搬送用走行体40で閉じられると共に左右両側がドア搬送用走行体40から垂下するドアハンガー9R,9Lで閉じられて、両ドアハンガー9R,9Lの間に、下側とドア搬送用走行体40の走行方向前後両側が開放された空間Sが形成され、各ドアハンガー9R,9Lには、前記空間Sに隣接する側とは反対の外側でドアDR,DLを支持するドア支持具11,12が設けられた構成。
(もっと読む)
車両の組立ライン
【課題】各車体に対する足回り部品の組み付け作業を効率的に行うことが可能な車両の組立ラインを提供する。
【解決手段】車体2を支持した状態でラインに沿って搬送するフロアフリクション台車10を複数備え、前記複数のフロアフリクション台車10・10・・・に支持される車体2・2・・・に対して足回り部品が組み付けられる車両の組立ライン1であって、前記複数のフロアフリクション台車10・10・・・は、車体2・2・・・を、車体2・2・・・の前後方向が車体2・2・・・の搬送方向に直交する姿勢に支持する。
(もっと読む)
バッテリ搭載装置
【課題】 車両の傾斜に係らずバッテリを着脱可能なバッテリ搭載装置を提供すること。
【解決手段】 バッテリを載置して固定するバッテリ固定手段の傾斜状態を調整し、この調整された傾斜状態で車両の下面からバッテリを取り付けることとした。
(もっと読む)
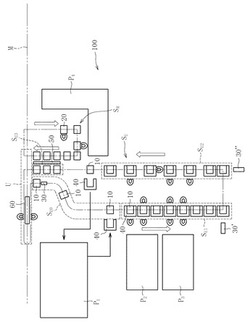
生産ライン
【課題】部品搬送ラインの総長さを短くすることができる生産ラインを提供することを課題とする。
【解決手段】(a)に示す比較例では、ワーク搬送コンベア111に沿って口字形状の部品搬送ライン112が設けられ、この部品搬送ライン112の途中に、部品供給センター113が設けられている。空の部品箱114は、図中、L2で示す距離だけ搬送される。加えて、部品搬送ライン112の総長さは大きい。一方、(b)に示す実施例では、ワーク搬送コンベア12に沿って部品搬送ライン16が設けられているが、この部品搬送ライン16の両端に、部品供給センター23、26が設けられている。結果、空のKITボックス15は、図中、L3で示す距離だけ搬送される。このL3は、(a)に示すL2より格段に小さい。そのため、部品搬送ライン16の総長さも小さくなる。
(もっと読む)
21 - 40 / 92
[ Back to top ]