
Fターム[3E033CA07]の内容
Fターム[3E033CA07]に分類される特許
41 - 60 / 273
熱成形容器
【課題】レトルト処理に耐えうる深絞りのポリプロピレン系熱成形容器を提供する。
【解決手段】下記の要件(i)〜(ii)を満たすプロピレン系樹脂組成物からなるポリプロピレン系シートを用いて固相圧空成形により成形した、容器の深さ/口径の比が1以上の深絞り構造を有することを特徴とする熱成形容器による。
要件(i):メルトフローレート(MFR)(温度230℃、荷重2.16kg)が0.2〜1.5g/10分
要件(ii):示差走査熱量計(DSC)で測定された融解ピーク温度が165℃以上
(もっと読む)
ICトレイ用ポリアミド樹脂組成物及びICトレイ
【課題】低吸水性でありながら、十分な高分子量化が達成され、融点と熱分解温度の差から見積もられる成形可能温度幅が広く、溶融成形性に優れ、かつ導電性に優れ、さらに、従来の脂肪族ポリアミド樹脂に比較して、耐熱性、耐薬品性、耐加水分解性などに優れたICトレイ用ポリアミド樹脂組成物を提供すること。
【解決手段】ジカルボン酸成分が蓚酸からなり、ジアミン成分が1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンの混合物(以下、「C9ジアミン混合物」という。)及び1,6−ヘキサンジアミン(以下、「C6ジアミン」という。)からなり、C9ジアミン混合物とC6ジアミンのモル比が1:99〜99:1であるポリアミド樹脂に、導電性付与剤を含むことを特徴とするICトレイ用ポリアミド樹脂組成物。
(もっと読む)
成形歪が抑制されたポリエステル樹脂製容器及びその製造方法
【課題】延伸倍率が高い場合にも賦形性に優れ、過剰延伸による白化が起きることなく、優れた耐熱性を有するポリエステル樹脂製容器を提供することである。
【解決手段】少なくとも、口部、胴部及び底部を有するポリエステル樹脂製容器であって、前記胴部の最大幅を有する位置において、結晶化度が28乃至42%の範囲にあり且つTMA測定による熱収縮が50μm未満であることを特徴とする。
(もっと読む)
真空に関連した力に反応する容器の底部構造

【課題】ホットパック充填によって発生する真空圧を調節することができ、かつ実質的な構造を持たない側壁を備えたガラス容器の外観を模倣して、滑らかなガラス様の外観を可能にする改良版のプラスチック容器を得る。
【解決手段】真空圧力吸収に適応した底部40を備えたプラスチック容器10である。底部40は、その表面で容器を支える接触リング34と、起立壁と、中心部とを備えている。起立壁は、接触リング34と隣り合い、接触リング34をほぼ取り囲んでいる。中心部は、中心上げ底部40と、中心上げ底部40をほぼ取り囲む反転リング42とによって少なくとも部分的に形成されている。中心上げ底部40および反転リング42は、容器内に発生した真空力を調節するために可動である。
(もっと読む)
成形用包装材
【課題】成形高さの深い深絞り成形や張り出し成形等の成形を行ってもピンホールや割れが発生することがない優れた成形性を備えた成形用包装材を提供する。
【解決手段】この発明の成形用包装材1は、外側層としての耐熱性樹脂層2と、内側層としての熱可塑性樹脂層3と、これら両層間に配設された金属箔層4とを含む成形用包装材であって、熱可塑性樹脂層3と金属箔層4との間に二軸延伸ポリプロピレンフィルム層5が積層配置されていることを特徴とする。
(もっと読む)
保存用嵌合容器部材
【課題】柔軟性、耐熱性、透明性、クリーン性を兼ね備えた保存用嵌合容器部材の提供。
【解決手段】メタロセン系触媒を用いて特定の2種類のプロピレン−エチレンランダム共重合体成分を逐次重合して得られ、Tmが110〜150℃、tanδ曲線が0℃以下に単一のピークを有するプロピレン−エチレンブロック共重合体(ア)50〜100重量部および、曲げ弾性率がプロピレン−エチレンブロック共重合体(ア)よりも低く、密度が0.860〜0.920g/cm3、MFRが1.0〜50g/10分の熱可塑性樹脂(イ)0〜50重量部を含有するプロピレン系樹脂組成物を成形してなることを特徴とする保存用嵌合容器部材。
(もっと読む)
多層容器
【課題】食品容器において、酸素バリヤー性を向上させて食品保存性を確保出来るとともに、耐熱性及び高透明性を確保する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
(もっと読む)
樹脂製容器およびその製造方法
【課題】容器本体の容器内層に薬剤低吸着性を持った熱可塑性樹脂を有し、溶着材を使用することなく容器内層とその他の層が接合し、容器透明性があり、低温落下衝撃強度が持ち、容器内のクリーン度を保つ。
【解決手段】本発明は、溶着材を使用することなく容器内層と容器外層が溶着しており、容器外層の肉厚が容器内層より厚く形成されており、容器本体は口部外周に形成されたフランジ部2を有し、フランジ部2は熱可塑性樹脂製の溶着補助部品4を介してゴム栓および外栓からなる栓体と溶着一体化し、溶着補助部品4は容器本体の外層と溶着され容器内のクリーン度を保った医療用容器およびその製造方法である。
(もっと読む)
2軸延伸ブロー成形容器
【課題】 容器内に陥没状に位置した底壁の「底落ち」変形の発生を防止して、安定した「座」機能を得ることを目的とする。
【解決手段】 2軸延伸ブロー成形された肉厚な容器1において、肉厚な底壁6の底下面7を三角円錐形状とすると共に、底壁流凹部9の肉厚を周囲部分よりも肉薄に成形することにより、蓄熱の影響により底壁6に働く力が、底壁中央部9で突き当たって相殺されると共に、蓄熱の熱影響そのものを小さくして、底壁6の「底落ち」発生を効果的に防止する。
(もっと読む)
合成樹脂製カップ状容器
【課題】 本発明は、目的に応じてフランジの所定部分を熱結晶化領域として必要な耐熱性、蓋材のシール性、外観性等を有したカップ状容器を提供することを課題とするものである。
【解決手段】 合成樹脂製カップ状容器において、フランジの、全厚さに亘る範囲や、上面側部分や、下面側部分や、中間部分を除いた上面側部分と下面側部分等の所定部分を熱板での予熱とその後のレーザー光照射による熱結晶化領域とする。
(もっと読む)
樹脂製容器
【課題】本発明の目的は、射出成形性に優れ薄肉化が可能で、コスト面や生産性に優れた容器であって、なおかつ、耐寒性にも優れた樹脂製容器を提供することにある。
【解決手段】本発明の樹脂製容器は、少なくとも、190℃におけるメルトフローレートが80〜120g/10分であるポリプロピレン系樹脂70〜95重量%、及び、190℃におけるメルトフローレートが30〜100g/10分であり、脆化温度が−45℃以下である高密度ポリエチレン系樹脂5〜30重量%を含有する樹脂組成物を射出成形して得られることを特徴としている。
(もっと読む)
樹脂製タンク
【課題】樹脂製タンクにおいて、耐候性を改善し、耐熱性を高める。
【解決手段】タンク本体2の液晶ポリエステルは、以下の式(1)、(2)および(3)で示される構造単位からなる。式(1)、(2)および(3)に含まれる2価の芳香族基Ar1 、Ar2 およびAr3 の合計を100モル%とするとき、2,6−ナフタレンジイル基が40モル%以上含まれている。また、流動開始温度が280℃以上である。
(1)−O−Ar1 −CO−
(2)−CO−Ar2 −CO−
(3)−O−Ar3 −O−
(式中、Ar1 は、2,6−ナフタレンジイル基、1,4−フェニレン基および4,4’−ビフェニレン基からなる群から選ばれる1種以上の基を表す。Ar2 、Ar3 は、それぞれ独立に、2,6−ナフタレンジイル基、1,4−フェニレン基、1,3−フェニレン基および4,4’−ビフェニレン基からなる群から選ばれる1種以上の基を表す。)
(もっと読む)
大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型
【課題】厚肉となる部分の欠点を解消して、耐熱性と透明性とのバランスが取れた大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーンが分割されたブロー型を提供する。
【解決手段】大型リターナブル容器の成形方法は、厚肉のポリエステル樹脂製プリフォーム、またはプリフォームからブロー成形された一次ブロー成形品を、加熱下でブロー成形して、ブロー成形時の歪を除去した中間成形品を得る熱処理工程と、収縮された中間成形品を加熱下でブロー成形して、大型リターナブル容器を得る最終ブロー成形工程と、を有する。熱処理工程は、プリフォームまたは一次ブロー成形品を熱処理型204内に配置し、プリフォームまたは一次ブロー成形品内に高圧エアーを導入して加圧して、ブロー成形された肩部22及び胴部24を熱処理型のキャビティ面204Aに密着させて熱処理し、かつ、ブロー成形された肩部22を胴部24よりも低い温度で加熱する。
(もっと読む)
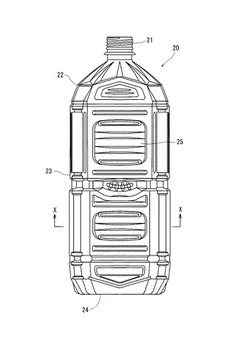
ボトル
【課題】底部に窪み部が形成され、その窪み部の外周に接地部が形成されたボトルにおいて、底部における耐熱性、耐荷重性、及び成形性を向上させ、窪み部や接地部の変形を確実に抑制することを目的とする。
【解決手段】筒状の胴部の下端に設けられた底部3の下面の中央部分に窪み部6が形成されていると共に窪み部6の外周に環状の接地部7が周設されている有底筒状のボトルであって、窪み部6と接地部7との間には、平面視略多角形状の稜線部71が形成されており、窪み部6には、平面視においてボトル軸線Oを中心にして放射状に配列されていると共に稜線部71の角部70に向けて径方向にそれぞれ延在された複数の谷線部61と、谷線部61を介して周方向に連設された複数の平面部60と、が備えられている。
(もっと読む)
現像剤補給容器
【課題】現像剤収容部の少なくとも一部が延伸ブロー成形法によって成形された現像剤補給容器であっても、画像形成装置本体内における昇温に対して高い寸法安定性を有し、補給口の開閉及び現像剤の補給と言った機械的機能を正常に果す現像剤補給容器を提供する。
【解決手段】補給口封止部材と、現像剤収容部との両方が画像形成装置本体とそれぞれ係合し、補給口封止部材と現像剤収容部とが相対移動することによって補給口の開閉を行う現像剤補給容器であって、現像剤収容部は、少なくともその一部が射出成型により成形されたプリフォームを延伸ブロー成形することで製造されたものであり、現像剤補給容器は、ポリエチレンテレフタレート樹脂とポリエチレンナフタレート樹脂との混合物からなり、混合物中におけるポリエチレンナフタレート樹脂の含有量が7.5〜25質量%であることを特徴とする現像剤補給容器。
(もっと読む)
成形品の製造方法及びこのように製造された成形品
本発明は、流体を収容又は送出又は貯蔵するための成形品に関する。この成形品は、壁部によって囲まれている空胴と、この空胴に対して流体を送る乃至は排出するための少なくとも1つの装置とを有している。この本発明による成形品は、壁部が架橋されたポリエチレンを含むという特徴を有している。 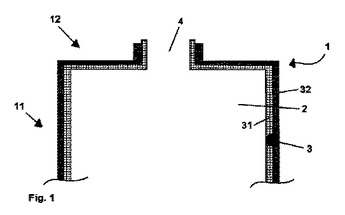 (もっと読む)
(もっと読む)
合成樹脂製角形壜体
【課題】 本発明は、二軸延伸ブロー成形による角形壜体の底部の接地部におけるヒケの発生を抑制するための底部形状の創出を技術的な課題とする。
【解決手段】 2軸延伸ブロー成形された合成樹脂製角形壜体において、底部の底面の、周縁部には環状の接地部を配設し、中央部には陥没凹部を配設し、陥没凹部には、陥没壁を外部方向に膨出させて放射線状に放射状リブを複数延設し、この放射状リブの延設範囲を陥没凹部の頂部の周縁から接地部の内周縁近傍に至る範囲とし、陥没凹部には、陥没凹部の陥没壁を外部方向に膨出させ、陥没凹部の頂部の周縁から放射線状に接地部の内周縁近傍に至る範囲に放射状リブを複数延設し、隣接する放射状リブのうち、側壁の左右中心方向に近い方向に延設される放射状リブの延設長さを、角壁方向に近い方向に延設される放射状リブの延設長さより短くなるように構成する。
(もっと読む)
合成樹脂製壜体
【課題】 底面壁の陥没状の変形により減圧吸収機能を発揮するようにした壜体において、減圧吸収機能を十分発揮させると共に、自立性が十分確保され、さらに折れ目の発生が効果的に抑制された底面壁構造を創出することを課題とする。
【解決手段】 2軸延伸ブロー成形された合成樹脂製壜体において、底部の底面の、周縁部の内側には、底面壁を周縁部より下方に突出させて形成した接地部としての機能を発揮する突条を配設し、中央部にはこの突条の内側を基端として底面壁を上方、内部方向に陥没させて形成した陥没凹部を配設し、内部の減圧状態の進行に伴い、突条から陥没凹部にかけての底面壁の陥没状の上方変位により減圧吸収機能が発揮されると共に、突条の替わりに周縁部が接地部としての機能を発揮する構成とする。
(もっと読む)
ブレンド用ポリエステル樹脂
【課題】結晶化速度の遅いポリエステル樹脂にブレンドすることにより、適度な結晶化速度を有し、耐熱性容器等の成形に好適に使用可能なポリエステルブレンド物を提供可能なブレンド用ポリエステル樹脂を提供する
【解決手段】液相重合及び固相重合により固有粘度が0.80乃至1.0dL/gの範囲のポリエステル樹脂を調製し、次いで該ポリエステル樹脂の固有粘度を0.3乃至0.75dL/gに低下させた、末端カルボキシル基濃度が20乃至50eq/tonの範囲にあるポリエステル樹脂である。
(もっと読む)
ポリエチレン系樹脂発泡成形体、発泡シート、並びに食品包装容器、及びその製造方法
【課題】加工性、発泡状態が良好で、柔軟性、機械的特性、耐熱安定性、断熱保温性に優れ、独立気泡率が高く、気泡の均一性、表面の外観性が良好な、無架橋発泡用ポリエチレン系樹脂組成物を含む発泡成形体、食品包装容器を提供する。
【解決手段】無架橋発泡用ポリエチレン系樹脂組成物を含んでなり、見掛け密度が350g/L超、800g/L以下、独立気泡率が70%以上のポリエチレン系樹脂発泡成形体であって、該組成物が、エチレン単独重合体又はエチレンと特定のα−オレフィンとの共重合体であって、密度、メルトフローレート、Mw/Mn、吸熱曲線の融点ピーク数、及び結晶化温度が特定の要件を満たす直鎖状ポリエチレン(α)、並びに密度、及びメルトフローレートが特定の要件を満たす分岐状高圧法低密度ポリエチレン(β)を特定の割合で含み、かつ190℃における溶融張力が10〜40mNである。
(もっと読む)
41 - 60 / 273
[ Back to top ]