
Fターム[3E050AA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 合成樹脂フィルム (982)
Fターム[3E050AA02]の下位に属するFターム
Fターム[3E050AA02]に分類される特許
621 - 640 / 653
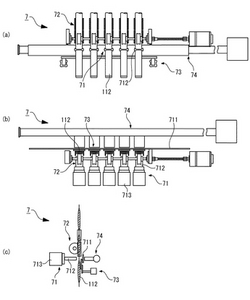
縦型多列自動充填包装機におけるカッター装置の引き剥がし機構
【課題】
液体原料が充填された包装袋を円滑に製造することができる縦型多列自動充填包装機を提供することを目的とする。
【解決手段】
本発明に係る縦型多列自動充填包装機は、複数枚の包装フィルムそれぞれを包装袋1個分ずつ引き出しながら同期的に縦シール及び横シールして形成された包装袋に液体原料を充填する縦型多列自動充填包装機であって、当該液体原料が充填された複数の包装袋の横シール部分を、抜き型711と押し型712とが互いに嵌合することによって打ち抜いてRカットし、包装袋ごとに分包するカッター装置7を備えたものである。そして、このカッター装置7は、抜き型711と包装袋との間に配置された引き剥がし板731と、当該引き剥がし板731に連結され、抜き型711から離れる方向に引き剥がし板731を動かすエアーシリンダ713とを有する引き剥がし機構73を備える。
(もっと読む)
2列式自動包装機用包装フィルム供給機構

【課題】包装フィルムにおける横方向のずれ若しくは皺の発生を防ぎつつ価格を安くして、しかも設置スペースの大型化を招くことなく2列式スティック自動包装機内に容易に搭載可能の包装フィルム供給機構を提供する。
【解決手段】一度に2本の液体スティック包装袋を連続的にシール成形できる自動包装機の包装フィルム供給機構において、スリットされた包装フィルムF’をΣ板12の下側に掛け渡し、Σ板12の二等辺三角形状の切り込み部において上方に切り開きながら折り曲げ、その後三角板13の二等辺三角形状の切り出し部で包材送り方向に折り曲げる。この結果、スリットされた包装フィルムF’は以前の搬送方向と同一の方向に整えられると共に互いの包装フィルム間に隙間間隔が発生することになる。
(もっと読む)
縦型多列自動充填包装機におけるカッター装置のガイド機構
【課題】
液体原料が充填された包装袋を円滑に製造することができる縦型多列自動充填包装機を提供することを目的とする。
【解決手段】
本発明に係る縦型多列自動充填包装機は、複数枚の包装フィルムそれぞれを包装袋1個分ずつ引き出しながら同期的に縦シール及び横シールして形成された包装袋に液体原料を充填する縦型多列自動充填包装機であって、当該液体原料が充填された複数の包装袋の横シール部分を打ち抜いてRカットし、包装袋ごとに分包するカッター装置7を備えたものである。そして、このカッター装置7は、包装袋に左右から当接して包装袋の左右方向の位置を規定するとともに、包装袋に前後から当接して包装袋を送るガイド機構73を備える。
(もっと読む)
ヒートシール方法および製袋充填方法
【課題】 ポリ溜まり等のヒートシール不良の発生が抑制される上、安定したヒートシールが可能なヒートシール方法およびこれを用いた製袋充填方法を提供する。
【解決手段】 回転軸21を中心として回転可能な回転体22と、その外周面23から突設された少なくとも1つのヒートシール部材24とを有するヒートシールロール25を2本、回転軸21が互いに平行となるように配置し、ヒートシールロール25をフィルム3の送り方向に沿って移動可能に配設し、2本のヒートシールロール25を互いに反対方向に回転させ、ヒートシール部材24の外周面26間でフィルム3を挟持して横方向にヒートシールする方法であって、フィルム3がヒートシール部材24の外周面26間に挟持される期間の初期及び終期には、該期間の中間期に比べて、前記ヒートシールロール25の回転速度を遅く、且つフィルム3の送り方向に沿った移動速度を速くする。
(もっと読む)
自動包装機
【課題】 包装シートを案内する複数の部材の高さ調整を容易にする。
【解決手段】 帯状シート14からなる包装材料を該包装材料の長手方向中央部18で折り曲げて該中央部の両側に位置する一対の半片を重ね合わせると共に、折曲部を下に開放端部を上に向けた状態で略水平方向に連続的に案内する自動包装機10において、
上下方向に向けて配置された昇降レール78と、折曲部を案内する複数の下部案内部50〜56と、複数の下部案内部を昇降レールに沿って一体的に昇降させる下部昇降機構96と、開放端部を案内しながら加熱する加熱部84と、加熱部を昇降レールに沿って昇降させる上部昇降機構98を有する。
(もっと読む)
フィルム・ストリップからフィルム・チューブを作成する装置
【課題】フィルムが厳しい折り畳みによる損傷を受けないフィルム・チューブ作成装置を提供する。
【解決手段】充填機構に接続されることができる充填チューブ32と、フィルム・ストリップ12をフィルム・チューブ30に変形させるために、充填チューブ32を包囲している変形機構と、変形操作のすぐ後にフィルム・ストリップ12の長手状エッジをシールするために、充填物放出方向における変形機構の下流側に配されているシール機構34と、フィルム・チューブ30のための前進駆動手段40と、シール機構34を備えているフィルム・チューブ作成装置において、シール機構34によってフィルム・チューブ供給物46へと送られるフィルム・チューブ30の長さを検出する第1のセンサ28と、フィルム・チューブ供給物46から充填物放出方向36に引き出されるフィルム・チューブ30の長さを検出する第2のセンサ48からなる測定機構を設けた。
(もっと読む)
製袋充填包装装置
【課題】 角底袋の角底に可及的に接近した状態で製品の積み下ろしすることにより、製品の充填時における製品の変形や損傷を回避して包装体としての商品価値の低下を防止すると共に、装置の小型化を図ることができる製袋充填包装装置を提供する。
【解決手段】 筒状包装材Ftは充填筒3の外側を案内され、充填筒3の下方に配置されている横シール機構4による横断方向のシールで角底袋Bに形成される。製品Aは金属テープ43,43の下端に設けられた製品受け44,44で支持され、金属テープ43,43が充填筒3内でテープガイド50,50によって案内されつつ下降する。巻取り部から下方に向かって繰り出される各金属テープ43の先端がテープガイド50の枠屈曲部56を移動するときに製品受け44は開き動作を行い、製品Aは、角底袋Bの角底に可及的に接近した状態で、角底袋B内に投入される。
(もっと読む)
包装ラインおよび別個の製品を連続的に包装するための方法
【課題】雑誌、CD、DVDあるいはこれらの組み合わせ等の別個の製品を連続的に包装するための包装ラインおよび包装方法を提供する。
【解決手段】第1のコンベヤ3とコンベヤに沿って設けられた多数のフィーダ4とを有する製品集合パス2と、包装チューブを連続包装ウェブから形成するための折り曲げ手段と包装品を横切る方向に切離するためのクロス切離装置10とを有する包装モジュール5と、とりわけ、包装される製品毎に少なくとも3つの横切るシールが形成され、これにより、製品の端部縁からわずかに離間して配置された第1および第2の横切るシールと、第2の横切るシールからいくらか離間して配置され包装品にフラップを形成する第3の横切るシールと、によって特徴付けられる包装された製品が得られるよう、制御部がシール手段とクロス切離装置とを駆動する包装ライン。
(もっと読む)
包材繰出し制御装置
【課題】 1サイクルの包材繰出し時間を一定にして、包材繰出し制御の容易化を図る。
【解決手段】 補正量演算手段24が、包材に付された基準マークを基準マーク検出センサー22が検出してから所定のタイミングまでの間に繰り出すべき包材の繰出し量理論値(La)と、所定の演算タイミングで測長器22により測長された繰出し量実測値(Lb)と、に基づき繰出し補正量(D1)を演算するとともに、当該繰出し補正量(D1)をあらかじめ設定してある演算タイミング回数分割して単位繰出し補正量(d1)を演算する。そして、繰出し量演算26が、手段繰出し量理論値(La)と単位繰出し補正量(d1)とに基づき、各演算タイミング毎に包材繰出し量の適正値(L)を演算し、当該適正値(L)をもって繰出し手段の繰出し制御を実行する。
(もっと読む)
水溶解性パウチを作成する方法
流体含有水溶解性パウチを作成するための真空補助付きの方法が、a)弾性フィルム材料の第一のシートを空洞及びフランジを有する水平の型の上に置く工程と、b)フィルム材料を張力下に維持しながら、真空の助けで空洞内に引き込んで、開放パウチを形成する段階と、c)開放パウチに充填する工程と、d)開放パウチをフィルム材料の第二のシートで閉止及び封着する工程と、e)パウチにかけられた真空を解放する工程とを含む。本発明の方法により得られるパウチは、空気混入量を減少する。洗濯及び食器洗い用の洗剤組成物が含まれるパウチの使用も開示される。  (もっと読む)
(もっと読む)
液体スティック自動包装機における充填ノズル
【課題】液だれ防止を図りつつ価格を安くして、しかも維持メンテナンスにおいても容易に対応できる充填ノズルを提供する。
【解決手段】一度に複数本の液体スティック包装袋を連続的にシール成形できる自動包装機の充填ノズルにおいて、粘度を有する液体被包装材料(内容物)の供給口22と自動包装機本体からの充填タイミングに合わせて供給開始若しくは供給停止の制御を行う電磁弁21と液体被包装材料(内容物)を通す充填ノズルパイプ23と充填ノズル先端部分に吐出口機構24とが備えられており、この吐出口機構24にはノズルパイプ内径より小さな穴28が設けられている。
(もっと読む)
容器成形装置
【課題】フラップを十分に折り込んで容器面に良好に接着することができ、予備成形体の位置のずれ、フラップの形状の変形などがあっても、良好な成形形状を得ることができる、シンプルで廉価かつ小型の容器成形装置を提供する。
【解決手段】ウェブ状包装材料をチューブ状に成形し、チューブ状包装材料内に食品を充填し、横シールし、チューブ状包装材料を切断して得られた枕状予備成形体に対して、フラップを折畳んで容器に成形する成形装置に関し、フラップを底面側に折り曲げるプッシャー48と、プッシャー48と連動し、側面に当椄する側面押圧ブロック41と、プッシャー48がフラップを折り曲げ、フラップの接着面が接着可能に加熱されている間に、フラップを容器底面に押して接着するボトムブロックとを備え、ボトムブロックの先端面42aに、フラップを折り曲げているプッシャー48の先端部分を収容する溝43を有する。
(もっと読む)
製袋包装機
【課題】 縦シール機構の角度調整のような熟練の技能を必要とすることなく長期間にわたって良好な縦シールを行うことが可能な製袋包装機を提供する。
【解決手段】 製袋包装機1は、製袋部10と、制御部と、フィルムロール保持部と、を備えている。製袋部10は、成形機構13と、プルダウンベルト機構14と、縦シール機構15と、横シール機構17とを有している。ヒータベルト16aの対向面に相当する成形機構13のチューブ13b上の面の一部には、2つの面ファスナー13c,13dが備えられている。
(もっと読む)
紛粒体の充填包装装置
【課題】 紛粒体を短時間に長尺フィルム内に充填することができるようにした紛粒体の充填包装装置を提供する。
【解決手段】 本紛粒体の充填包装装置は、周方向に回転しながら紛粒体Fをストックするとともに排出する回転体10を備えている。回転体10は、環状に配列された多数の桝状容器11と、この各桝状容器11の側方に突設されたノズル12とを備えている。前記桝状容器11は、同心に配置される内側円筒13および外側円筒14と、両円筒13,14間を周方向で等間隔に仕切る多数の仕切り板15,15…と、両円筒13,14および仕切り板15,15…の底側を塞ぐ円盤とによって形成されている。また、前記ノズル12の先端部が扁平状袋部3内に挿入されたときのみ、桝状容器11とノズル12とを連通させるシャッターが備えられている。
(もっと読む)
伸縮可能な熱可塑性フィルムによって製品を包装する方法および装置
チューブ形成および長手方向の溶接手段(1,18)を介して形成する段階の間、包装が製品を横切る方向に密着するよう長手方向に伸ばされ、この状態は、チューブ状包装をチューブ状包装を支持するとともに、チューブ状包装を前方へ進行させる顎部(19,119)の間の所定の速度差を発生させる手段と、フィルムをチューブ形成手段(1)に供給し、チューブ状包装が適切な後方の閉鎖顎部(19,119)によって後方から把持される次の段階の間も、適切に活動し続けている前記手段(15,115,17)とによって確実に行われ、このような手段の全てにおいて、包装するときに局部的にしか見えなくなる欠点を防止し、かつ続いて連続的に作動することができる長手方向の溶接手段(18)の操作を補助するよう、包装フィルムを前記チューブ形成手段上でほぼ連続的に移動させる手段が設けられている。  (もっと読む)
(もっと読む)
平たい物体を包装する方法および設備
半エンドレスの包装材ウェブを用いて平たい物体(1)を包装するために、包装材ウェブは物体(1)の列(4)の周囲に配置され、これらの物体は順々にそして間隔を取った形で搬送され、そこで縦方向継ぎ目が包装材ウェブに作成され、横方向継ぎ目が物体(1)の間に作成され、それにより包装された物体を相互に分離する。包装材ウェブが供給される前に列が形成される包装方法の従来技術とは異なり、本発明は、列が直接包装材ウェブ(2)上に形成され、その間に物体が加速により、それらが相互に重なりながら供給される供給流れ(3)から分離し、包装材ウェブ(2)上に直接位置付けられ、もしくはそれを押すことを提供する。包装材ウェブ(2)の上に列(4)を直接形成することはさらなる搬送ステップを除去し、それにより全体の要求されるコンベヤ線を短くし、搬送中の物体(1)を安定化させる安定化手段を不要とし、したがって大変コンパクトでシンプルな包装装置につながる。包装方法はとりわけ、数多くのスタックされた印刷物もしくはその他の平たい品物から成る物体を包装するのに適している。  (もっと読む)
(もっと読む)
形成・充填・密封プロセス
リザーバ・パッチを作製するための一段階プロセスは、第1の組の密封ローラに、そしてそこから、直接に第2の組の型抜きローラに、そして好ましくは直接にパッケージング・ステップにウェブを供給することを含み、それによって、大部分のオペレータ関連の誤りを回避するとともに、全体的な無菌および再現性を大幅に向上させる。 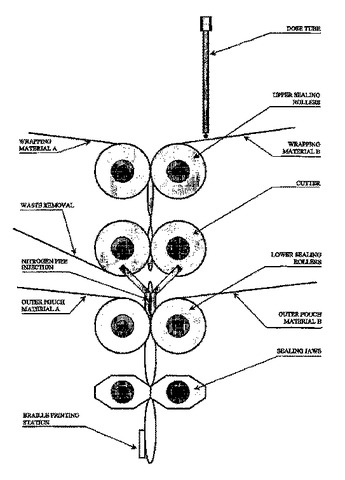 (もっと読む)
(もっと読む)
ブリスタパック製造用ブリスタ包装機
ブリスタパック(B1)を生成するための製造ラインを有するブリスタ製造機(M1)で
あって、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);製品(104)を供給し、ブリスタ・バンド(102)を満たすためのステーション(105);ブリスタ・バンド(102)の上に第2のバンド(107)を供給する第2のバンド(107)の供給ステーション(106);2つの対向するローラ(112、113)を含む閉鎖ステーション(108);および、ブリスタパック・バンドがそれぞれのブリスタパック(B1)に切断される切断ステーション(R1)を連続的に含むブリスタ製造機。
張力手段(114)は、少なくとも第1のバンド(102)上で選択された張力を実行するため、閉鎖ステーション(108)のローラ(112、113)と協働するように、閉鎖ステーション(108)の上流に位置する。
(もっと読む)
ブリスタパック製造用ブリスタ包装機
ブリスタパック(B1)を生成するためのブリスタ包装機(M1)は、一連に配置された、生産物(104)を含むブリスタでブリスタバンド(102)を定義するため、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);生産物(104)を供給し、ブリスタバンド(102)を後者で満たすステーション(105);ブリスタバンド(1つのバンド(NB1)上に第2のバンド(107)を連続的に供給する第2のバンド(107)の供給ステーション(106);第1のブリスタ15バンド(102)がブリスタパックを得るために第2のバンド(107)によって封止される閉鎖ステーション(108);ブリスタパック・バンド(NB1)を処理するためのステーション(200);および、ブリスタパック・バンドが生産物(104)で満たされるそれぞれのブリスタパック(B1、02)に切断される切断ステーション(R1)を含む生産ラインを有する。
生産ラインは、生産物供給ステーション(105)から少なくとも開始し、本質的に水平な連続的な供給経路(A1)に沿って、延長する。
経路(A1)に沿った処理ステーション(200)は、ブリスタパック・バンド(NB1)の方へ近づいたり、離れたりするように連続的に移動し、経路(A1)に沿ってブリスタパック・バンド(NB1)に続く印刷/隆起除去手段(135、136)を含むブリスタパック・バンド(NB1)の少なくとも1つの印刷/隆起除去ステーション(109、110)によって定義される。
(もっと読む)
ブリスターバンドの切断によるブリスターパック製造方法および装置
ブリスターバンド(4)の切断によるブリスターパック(7)の製造方法と関連装置(1)であって、これによると、製品が収納されるブリスター(2)付きのバンド(4)が、次のステーション、バンド(4)検証ステーション、ブリスターバンドがカバーバンドで閉鎖される閉鎖ステーションを通って閉鎖ブリスターバンド(4)の切断用の切断ステーション(5)まで、選定された供給方向(A)に供給される。該切断ステーション(5)において、閉鎖ブリスターバンド(4)は、少なくとも1つの細長片(9a,9b)あるいはブリスターバンド(4)の断片長手方向縁から関連ブリスターパック(7)が漸進的剪断によって切断され、分離されて得られる。不満足と見なされたブリスターバンド(4)の部分が管理ステーションで検知される場合、欠陥と見なされると同時に拒絶に向けられる対応するブリスターパック(8)のバンド(4)の細長片(9a,9b)からの分離が防止されるよう、次の剪断は部分的あるいは不完全に実行される。 (もっと読む)
621 - 640 / 653
[ Back to top ]