
Fターム[3E050AA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 合成樹脂フィルム (982)
Fターム[3E050AA02]の下位に属するFターム
Fターム[3E050AA02]に分類される特許
481 - 500 / 653
横ピロー包装機
【課題】 簡単な構成でいわゆる麺カスなどの小さな異物や、被包装物の噛み込みを防止することができ横ピロー包装機を提供すること
【解決手段】 連続して供給される帯状フィルム15を筒状に形成する製袋器20と、筒状に形成された筒状フィルムの重合端15aにシールを施すセンターシール装置34と、センターシール装置の下流側に配置され、筒状フィルム21を挟んで上下に配置されるトップシーラ31,32にて、筒状フィルムの幅方向にシールするエンドシール装置30とを備える。トップシーラのシール面31a,32aは、進行方向の前後両側から中央部位に向けて上昇するように形成し、トップシーラが噛み合って筒状フィルムを挟み込んだ際に、中央部位が筒状フィルムを上方に押し上げるようにした。
(もっと読む)
エンドシール装置

【課題】 エンドシーラに設けられるカッター刃等を挿入するための溝部が広がることがなく、所望の位置を確実にカットすることができるエンドシール装置を提供すること
【解決手段】 一対の回転軸31,31′と、その一対の回転軸にそれぞれ接続されたエンドシーラ32,32′を備える。エンドシーラの先端のシール面32a,32a′の中央部位に、横方向に横断する溝部32b,32b′を設けるとともに、その溝部によりエンドシーラの先端側は、第1ブロック32c,32c′と第2ブロック32d,32d′に分離される。溝部内には、カッター刃35あるいは受け刃36が挿入される。第1ブロックから止めネジ41を挿入し、その止めネジの先端をカッター刃あるいは受け刃に接触させることで当該カッター刃あるいは受け刃が固定される。そして、第1ブロックと第2ブロックは、連結ボルト43により連結され、溝部が広がるのが抑制される。
(もっと読む)
横シーラー、ピロー包装装置及びシュリンク包装体
【課題】 シュリンク包装体の横シール端部に角部を発生させないようにした横シーラーを提供する。
【解決手段】 ピロー包装工程において、被包装品3を筒状に包んだフィルムを、前記被包装品3の前後でフィルムの送り方向に直交する方向に溶断シールするための横シーラー6であって、加熱可能な切断刃14と受刃15を備え、前記切断刃14は、一対の直線部14a,14aの両端に、横シール端部12を面取り状に溶断シールするための面取部14b,14bを、外方に向けて互いに末広がり状となるように連設するように形成している。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置
【課題】錠剤から生じる粉塵を効果的に除去可能で、ポケット部内への粉塵の混入を抑止可能な錠剤投入装置及びPTPシートの製造装置を提供する。
【解決手段】ボウルフィーダ31の直下に配置された集塵機構40は、略密閉状態で、コイルシュータ33の上部区間を収容している。そして、吸引口41aを介した空気の吸引により、コイルシュータ33の上部区間における集塵を実現する。一方、吹付け機構60では、流入口62bを介した空気の供給により、案内経路に沿って形成された複数の噴射孔61bから、コイルシュータ33を通過する錠剤5に対し、繰り返し、また、複数方向から空気を吹き付ける。そして、投入シュータ32の直上に配置された集塵機構50は、吸引口51aを介した空気の吸引により、吹付け機構60にて錠剤5表面から取り除かれて浮遊する粉塵の除去を主として、コイルシュータ33の下部空間における集塵を実現する。
(もっと読む)
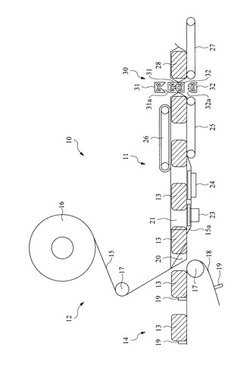
ウェブセンタリングシステム
【課題】成形−充填−密封包装機の無菌内部領域で材料ウェブをセンタリングするインラインウェブセンタリング装置(12)を提供する。
【解決手段】ウェブセンタリング装置は、支持部材(40)、トラッキングアセンブリ(36)および整列機構(38)を有し、各々は、この包装機の内部無菌領域に収容されている。支持部材(40)は、この成形−充填−密封包装機に一体的に固定されている。トラッキングアセンブリ(36)は、支持部材(40)に取り付けられ、そして支持部材の周りで旋回する。トラッキングアセンブリ(36)が旋回すると、そのトラッキングアセンブリは、支持部材(40)に対して一定角度で位置付けられ、その結果、整列機構(38)を起動したとき、このトラッキングアセンブリの角度が変えられ、それにより、この包装機での材料ウェブの流路を調整する。
(もっと読む)
ヘム付き袋製袋装置
【課題】繰り出し抵抗があっても精度良く包材を繰り出してヘムを形成する。
【解決手段】フィルムを製袋チューブ2に挿通させて角筒状フィルムに形成し、張り出しガイドを通過させて角筒状フィルムを拡幅させる。製袋チューブの各長側面2aと短側面2bに対向して第一ガイド板12及び第二ガイド板14を配置し、第二ガイド板の両側に先細の受け部15を昇降可能に配設する。第二ガイド板の先端突部は張り出しガイドに重なっていて、通過する角筒状フィルムの側面角部を突出させてヘムフラップh1,h2を形成する。第一及び第二ガイド板によって通過する角筒状フィルムの弛みを防ぐ。ヘムフラップを受け部とヘムシーラ13によって挟持して加熱シールする。ヘムシーラはモータで進退移動する。更にヘムフラップを挟持した状態でヘムシーラ13及び受け部15を製袋チューブ2に沿って移動させることでフィルムを所定長さ繰り出す。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を、効率的かつ適切に処理可能なPTPシートの製造装置及び、製造システムを提供する。
【解決手段】シート打抜装置26よりも上方に配置され、下方に十分なスペースが確保された裁断装置30にて、PTPシート1を打抜いた後のフィルム端材28を裁断する。これにより、スクラップ用ホッパ50の高さ(記号h)を十分に確保し、スクラップ用ホッパ50の交換頻度を低減させる。ここで、長手方向に連続する帯状のフィルム端材28を、搬送用ローラ41〜44に掛け渡し、裁断装置30へ至るまでは裁断することなく、PTPシート1が打ち抜かれた後の帯状を維持したまま、搬送するようにする。
(もっと読む)
製袋包装装置及び計量包装システム
【課題】適切な包装袋を形成する可能な製袋包装装置を提供する。
【解決手段】シールジョー対191及び192は、それぞれ、筒状のフィルムFLを挟み込んでシールしながら、筒状のフィルムFLに追随して運動する直線部分と、筒状のフィルムFLから離隔して運動する円弧部分とからなる軌跡GL及びGRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、直線部分から円弧部分への移行直前において、シールジョー対191及び192の速度の、筒状のフィルムFLの搬送方向の成分が、筒状のフィルムFLの搬送速度VFより速くなるように、シールジョー対191及び192を駆動する。
(もっと読む)
計量包装装置及び計量包装システム
【課題】計量包装装置の稼働率を向上させる。
【解決手段】計量包装装置10の組合せ計量部11は、複数の計量対象91の各々の重量に基づいて当該複数の計量対象91を組み合わせて包装対象92として排出する。製袋包装部12は、組合せ計量部11から排出された包装対象92を包装袋93へ袋詰する袋詰処理を繰り返し実行する。計量包装装置10は、過重量の包装対象が発生した場合に、排出処理及び袋詰処理を繰り返し実行することを継続しつつ、製袋包装部12は、過重量の包装対象の袋詰先の包装袋のサイズを、通常の包装対象の袋詰先の包装袋のサイズより大きくする。
(もっと読む)
製袋包装機及び該製袋包装機を備えた包装箱詰めシステム
【課題】 包装機の構造を徒に複雑化させることなく、袋厚みを調整可能な製袋包装機を提供する。
【解決手段】 シールジョー23,23を、包材移送方向への移動中、所定の間隔Wに保った後、対接させることにより筒状包材Faを幅方向に横シールして袋に成形させる場合に、各シールジョー23に、前記所定の間隔Wに保たれている間、該シールジョー23に対して一定の位置関係を保って袋を挟みつけることにより製袋する袋の厚みを調整する厚み調整部材58を取り付けると共に、シールジョー23の前記所定の間隔Wを調整可能とする。
(もっと読む)
PTPシートの製造装置
【課題】密封用フィルムにコードが付されるPTPシートを製造するにあたり、被包装物である錠剤と密封用フィルムに付されたコードとが対応しているか否かを容易に確認可能なPTPシートの製造装置を提供する。
【解決手段】バーコードリーダ45によって密封用フィルム4に付されたバーコード7が読み取られる。そして、変換手段47にて作業者が認識可能な情報へ変換され、モニタ48に表示される。また、品種特定手段41が、カメラ17a,23aから出力される画像から、錠剤データベース42を参照して錠剤5の品種を特定し、品種情報取得手段43は、品種情報データベース44を参照し、錠剤5の品種及び関連情報からなる品種情報を出力する。比較出力手段46は、この品種情報とバーコードリーダ45の読取結果とを比較し、両情報が対応していない場合には、アラーム等による報知を行う。
(もっと読む)
包装体
【課題】合掌重合せ部を封筒状に形成し、折返し部が安定して得られる包装体を提供することを目的とする。
【解決手段】 フィルムの両側縁で合掌重合せ部を形成して該合掌重合せ部にて縦シールし、内容物の充填後に所定間隔で横シールされると共に切断されて得る包装体において、合掌重合せ部が包装体フイルム面へ倒して接面されて内側耳部F2及び外側耳部F3を形成し、縦シール15よりもシール後の剥離強度の小さい仮シール11によって内側耳部は包装体フイルム面とのみシールされ、縦シール15は該仮シール11の位置と内側耳部F2の折返し線F2Aとの間の位置で、内側耳部F2と外側耳部F3とを包装体フィルム面に対してシールしていることを特徴とする包装体。
(もっと読む)
PTPシートの製造装置
【課題】カバーフィルムとしての密封用フィルムにコードが付されるPTPシートを製造するにあたり、生産スケジュールが変わっても適切にコードを付すことが可能なPTPシートの製造装置を提供する。
【解決手段】PTPシートの製造工程において、印刷手段40にて、文字情報と共にバーコードを密封用フィルム4に印刷する。具体的に、印刷手段40では、印刷用センサ42にて密封用フィルム4のマークを検出し、当該検出タイミングに基づいて、印刷機構41によって、シート単位で「ABC」という文字情報8を印刷すると共に、ペア小片の単位でバーコード9を印刷する。一方、位置調整手段22では、延伸用センサ51にて検出される密封用フィルム4のマークに基づき、延伸ローラ62にて密封用フィルム4の延伸を行い、シール手段18による密封用フィルム4の取着位置を調整する。
(もっと読む)
供給装置、縦型製袋包装機、および計量包装システム
【課題】容易に供給ローラのロール径を演算することができる供給装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】角度変位検出部81は、エンコーダ51によって検知された供給ローラ50の回転量(検知結果)に基づいて、供給ローラ50の角度変位を検出する。移動変位検出部84は、変位検知部60の検知結果に基づいてダンサーローラバー45の移動変位を検出する。ロール径演算部85は、包材TFの供給が停止した状態において、供給ローラ50を逆回転させて包材TFを供給ローラ50に巻き取った場合に検出される供給ローラ50の角度変位とダンサーローラバー45の移動変位と、に基づいて供給ローラ50のロール径RDを演算する。
(もっと読む)
PTPシートの製造装置
【課題】落下などによる衝撃が加わったとしても破損しにくいPTPシートを製造可能なPTPシートの製造装置を提供する。
【解決手段】フィルム受けロール19の両端部に凹部31を設け、凹部31に対応する部分が、加熱ロール20に接触はするものの、圧力がほぼ0の状態で接触するようにし、加熱ロール20からの熱がほとんど伝達されないようにする。そのため、加熱ロール20の熱によるシーラントの融解は生じず、この部分は、シール目の形成されない非取着部分となる。このような非取着部分を有するPTPフィルムから、打抜き装置による打ち抜きを行い、PTPシートを製造する。PTPシートは、4角に略L字型でシール目が形成されていない非取着部分を有するものとなる。
(もっと読む)
製品抑えベルト装置並びにそれを用いた包装機
【課題】 2本の分離された筒状フィルムが並列して搬送され、エンドシール処理が施される包装機において、その筒状フィルムに対して確実に熱シールし、所望位置をカットすることができる製品抑えベルト装置を提供すること
【解決手段】
製品抑えベルト装置30は、包装機のエンドシール装置の上流側であって、2本の筒状フィルム21が並列して搬送される搬送面(エンドレスベルト26)の上方に配置される。具体的には、筒状フィルムの上方に接触し、上方への移動するエンドレスベルト32と、そのエンドレスベルトを回転駆動させる機構を備える。そして、エンドレスベルトのベルト面が、幅方向で中央に行くほど突出する部位を備えるようにした。すなわち、係るベルト面は、両側に傾斜面32aを備えると共に、中央部位はその両傾斜面を連携する水平な平坦面32bとした。
(もっと読む)
縦型製袋包装機および計量包装システム
【課題】 横シール部の原点サーチを良好に実行できる縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 センサの状態に基づいてシールジョーの回動位置を確認する(S101)。シールジョーの回動位置が禁止領域内となる場合には、包材から離反するように、架台が逆回転方向に回転させられる(S102)。架台は、シールジョー35aの回動位置が禁止領域外となった時点から(S103)、さらに所定角度回転させられる(S104)。続いて、架台の回転方向が反転させられて架台が正回転方向に回転させられるとともに(S105)、センサの監視処理が実行される(S106)。そして、センサが「オフ」状態から「オン」状態に遷移すると、架台はその遷移した位置からさらに所定角度だけ回転させられる(S107)。これにより、シールジョーの回動位置が原点位置となり、原点サーチ処理が終了する。
(もっと読む)
一対のシール装置、縦型製袋包装機、および計量包装システム
【課題】 包材を良好にシールすることができる一対のシール装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 固定機構60は、ナイフ40の長手方向両端部に複数設けられており、主として、静止部61と、可動部62と、を有する。可動部62は、静止部61と押圧部材67との間に配置されており、押圧部材67からの押圧力によって静止部61の第1傾斜面61aを摺動可能に設けられる。これにより、可動部62が押圧部材67から押圧方向AR3の押圧力を受けると、可動部62は、静止部61の第1傾斜面61aに沿って傾斜方向AR4に摺動し、突起部63はナイフ40の切欠部41と嵌合して押圧する。そのため、ナイフ40は、押圧方向AR3だけでなくナイフ40長手方向にも押圧され、支持部50の溝部に安定して固定される。
(もっと読む)
包装体および包装装置
【課題】平坦形状の被包装物を1枚の樹脂フィルムシートで包み、樹脂フィルムシートの側端同士が重なった折り合わせ部を熱溶着した包装体において、型崩れや被包装物の離脱の心配がなく開封も容易な包装体を得るとともに、このような包装体を作成可能な、構成が簡単で耐久性も高い小型の包装装置を提供する。
【解決手段】折り合わせ部3eにおいて少なくとも1ヵ所熱溶着された縦シール部3gを有し、この縦シール部3gの前後に熱溶着されていない非シール部3hを有する包装体1とすることにより、型崩れや離脱を防ぎ、かつ非シール部3hを手がかりに開封が容易である。縦シール部3gを形成するヒータは小型で済み、かつこれを少なくとも1回樹脂フィルムシート3に押付けるだけで良いので、装置を小型に構成できる。
(もっと読む)
縦型自動充填包装機の充填シュート
【課題】
簡易な構成で、スティック状包装袋への充填効率の悪化を改善することができる縦型自動充填包装機の充填シュートを提供することを目的とする。
【解決手段】
本発明に係る縦型自動充填包装機の充填シュートは、包装フィルムを誘導しスティック状包装袋をフォーミングするとともにスティック状包装袋内に粉状原料を充填するための縦型自動充填包装機の充填シュート10であって、粉状原料をスティック状包装袋の内部へと送るシュート部12と、当該シュート部12に連結され、粉状原料の投入口となる入口部11と、当該入口部11に取付けられ、投入された粉状原料をシュート部12の内側面近傍へと案内する案内部14とを備えたものである。
(もっと読む)
481 - 500 / 653
[ Back to top ]