
Fターム[3E050AA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 合成樹脂フィルム (982)
Fターム[3E050AA02]の下位に属するFターム
Fターム[3E050AA02]に分類される特許
281 - 300 / 653
製袋包装機の縦シール機構
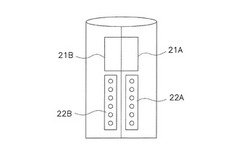
【課題】連続的に縦シールを行う製袋包装機において、シールの高品質を図ると共に、高速に縦シールを行うことが可能な縦シール機構を提供する。
【解決手段】縦シール機構2は、縦シール部材21と、搬送装置22とを備えている。ここで、縦シール部材21は、搬送装置22から離れたシール位置に配置され、筒状フィルムの重なり部分F2に対し加熱加圧を行うとともに筋目シールを形成する。
(もっと読む)
製袋包装機

【課題】横シール補助部材の高速での衝突を回避し、良好に製袋を行うことが可能な製袋包装機を提供する。
【解決手段】包材を搬送しながら筒状の包材を成形し、筒状の包材に被包装物を充填する製袋包装機であって、筒状の包材の両側から筒状の包材に対して当接し、筒状の包材をシールする一対の横シール部材と、一対の横シール部材に対して搬送方向上流または下流に位置し、一対の横シール部材よりも早く筒状の包材に当接することで、筒状の包材の被シール部分に被包装物が噛み込むことを抑える一対の横シール補助部材と、カム面を有し、カム面に沿った一対の横シール補助部材の水平移動を可能にするカムと、カム面に当接するカムフォロアと、カムフォロアと一対の横シール補助部材とを連結するリンク機構と、を備え、カム面は、一対の横シール補助部材が互いに接触する手前で水平移動が規制されるような形状である。
(もっと読む)
包装機
【課題】耐振動性にすぐれ、高い組立精度を有し、かつ製造コストを大幅に低減した包装機を提供する。
【解決手段】包装機1は、基礎底辺部21と、複数の機能部と、複数のフレーム41、42、43、44、45とを備えている。複数の機能部は、包装動作に関連する機能を有する。複数のフレーム41、42、43、44、45は、基礎底辺部21の上に設置されている。複数のフレーム41、42、43、44、45は、機能部を支持する。基礎底辺部21およびフレーム41、42、43、44、45は、鋳物で製造されている。基礎底辺部21およびフレーム41、42、43、44、45は、互いに組み合わされる。
(もっと読む)
製品搬送ユニット
製品(2)、特にブリスタパック(2)を搬送するユニット(1)は、第1のコンベア(4)及び第2のコンベア(5)を備える。ユニット(1)は、第1のコンベア(4)と第2のコンベア(5)との間に、軸(K)を中心として回転作動可能であり、製品(2)の第1のコンベア(4)から第2のコンベア(5)への搬送及び第1の進行方向(A1)から第2の進行方向(A2)への方向変更を実行する円盤(6)を備えると共に、第2のコンベア(5)に向かって回転円盤(6)上で移送中の製品(2)を位置合わせし案内する、製品(2)の少なくとも線形案内進行区画(L1)を識別するように円盤(6)上に位置決め可能な、製品(2)の案内手段(8、80)をさらに備える。 (もっと読む)
自動包装機
【課題】 被包装物の種類,大きさ,形状を問わず、自立させることのできる包装体を製造する自動包装機を提供すること
【解決手段】 連続して引き出される帯状フィルム11を筒状に形成する製袋器14と、その筒状に形成された筒状フィルムの重合端にシールを施すセンターシール装置と、そのセンターシール装置の下流側に配設され、筒状フィルムの幅方向にシール・カットを施すエンドシール装置とを備えた自動包装機において、製袋器の上流側に、帯状フィルムの進行方向と直交方向に折り目を付ける第2フィルム折り癖付け装置50を設ける。エンドシール装置では、この癖付け装置50で形成された折り目に沿って(所定距離をおいて)エンドシールされる。
(もっと読む)
縦形製袋充填包装機
【課題】 包装袋の横シール部に製品の噛み込みを生じさせず、かつ包装フィルムにガセットを確実に形成することができる縦形製袋充填包装機の提供
【解決手段】 縦形製袋充填包装機は、製袋筒3の下端を角筒状に形成するとともに、筒状の包装フィルムFに対し、その両側部の厚さ方向中央位置をそれぞれ内側に折り込む一対のガセット折り込み部材10を備えている。各ガセット折り込み部材10は、筒状の包装フィルムFに対し、その一側部の厚さ方向中央位置を、上下方向に所定長さにわたって内側へ押し込む中央折り部11と、中央折り部11によって押し込まれる包装フィルムFの側部中央線Fcの上端に任意の仮想点を設定し、この仮想点と製袋筒の下端側面における厚さ方向の両角部とを結ぶ稜線部分を折り込む稜線折り部12と、を備えている。
(もっと読む)
包装機でブリスタフィルムウェブへ印刷する方法
【課題】ブリスタフィルムへの印刷位置の精度を乱す影響を減らす。
【解決手段】ブリスタ成形シェル(24)をブリスタフィルムでふさぐ包装機(22)で、ブリスタフィルムウェブ(26)へ印刷する方法が開示されている。この方法では、ブリスタフィルムウェブ(26)を第1の搬送システムによってシール装置(28)へ供給し、ブリスタ成形シェル(24)を第2の搬送システムによってシール装置(28)へ供給する。ブリスタ成形シェル(24)のうちの1つの位置を検出し、ブリスタ成形シェル(24)をふさぐシール装置(28)の作用時間と作用時間との間の1回または複数回のタイミングで、少なくとも1つの検出信号を生成する。この検出に応じて印刷装置(40)に対するトリガ信号を生成し、ブリスタフィルムウェブ(26)に沿ってシール装置(28)の前方の位置で、印刷装置(40)によってブリスタフィルムウェブ(26)へ視覚情報を塗布する。
(もっと読む)
縦型多列自動包装機の包装フィルム両端みみ取り機構
【課題】包装機運転に伴って常に発生していた原反フィルム両端みみ部分に対して、これを吸引して回収するみみ取り機構の駆動用エアーの根本的な消費抑制を実現出来る縦型多列自動包装機のみみ取り機構を提供する。
【解決手段】縦型多列自動包装機には、原反フィルムを複数条の包装フィルムにスリットする際に発生する原反フィルム両端みみ部分を回収するためのみみ取り機構が設置されており、こののみみ取り機構に供給される圧力エアーは、横シール機構から排気されるエアーを再利用して用いている。
(もっと読む)
包装装置及び包装方法
【課題】長尺体や包装材に損傷を与えることなく包装することが可能な包装装置及び包装方法を提供すること。
【解決手段】包装装置1は、長尺体60を保持する保持台31と、長尺体60を包装する筒状の包装材14と、包装材14により被覆可能で、長尺体60が挿入可能な内部空間を有する包装材成形箱12と、包装材成形箱12の内部空間へ長尺体60をその長手方向に相対的に移動させて挿入する移動手段11とを具備する。
(もっと読む)
液体包装袋およびその製造方法
【課題】上側横シール部の任意の位置から手指で簡単に開封できると共に、液体包装袋を利用する人が、自分の好みに合わせて注出口を形成することが可能であり、さらには、開封状態が良好で、被包装物注出の際の液だれや飛散を防止すること。
【解決手段】少なくともベースフィルム層とシーラント層とを具える積層フィルムを、該シーラント層が相互に対向するように幅方向に折り返した後、側縁どうしを縦にヒートシールすると共に、上端と下端とを横シールしてなる包装袋であって、上側の横シール部の、縦ヒートシールが施されていない、いずれか一方の折返し辺側縁部に、被包装物収納スペースに連通する狭幅の注出通路を設けてなる液体包装袋において、前記上側横シール部に、多数の疵痕を形成してなること。
(もっと読む)
縦型多列自動包装機の包装体排出装置
【課題】 比較的簡単かつ安価な構成でありながら、迅速かつ正確に縦型多列自動包装機から希望する数の包装体を排出することができる縦型多列自動包装機の包装体排出装置を提供する。
【解決手段】 内容物が充填された一連の包装体を多数列同時に形成可能に構成された縦型多列自動包装機1から個別に切り離された包装体を排出する縦型多列自動包装機1の包装体排出装置100であって、切り離された多数列の包装体をそれぞれ通過させる滑り台110A〜110Gと、これらを通過する包装体を係止及び解放可能に通路を閉鎖及び開放する第1ストッパー装置111A〜111Gと、ストッパー部材112Aを閉鎖位置と開放位置とに切り換え動作させることにより滑り台110A〜110Gを通過した包装体をまとめて貯留及び排出可能に構成される第2ストッパー装置112と、を備えて構成される。
(もっと読む)
縦型製袋包装システム及びそのタイミング制御方法
【課題】計量機からの製品落下のタイミングと縦型製袋包装装置の横シールのような包装動作のタイミングとの調整を、客観的に且つ最適に制御することができる縦型製袋包装システム及びそのタイミング制御方法を提供する。
【解決手段】縦型製袋包装装置おいては、包装すべき製品Aの落下を計量機11からの製品の排出直後で検出するのではなく、横シール部8の上部直近で検出し、当該検出に基づいて横シール部8の作動タイミングに対する製品Aの落下タイミングを調整している。製品Aが充填筒3内を落下するのに要する時間にバラツキが生じる場合であっても、当該時間のバラツキが横シール部8の作動タイミングに影響することを回避することができる。また、製品Aの落下のタイミングを知ることで、製品Aを排出する計量機11での排出タイミングを補正することができ、製品Aの排出と横シール部8の作動タイミングを最適な状態で定めることができる。
(もっと読む)
無菌容器を成形するための装置
シート材料(2)から容器(35)を得るための装置は、前記シート材料(2)を加工するための作用ユニット(12,24)を備え、前記作用ユニット(12,24)は、前記シート材料(2)の上面(16)に相互作用する上側作用部(15,31)と、前記シート材料(2)の下面(18)に相互作用する下側作用部(17,32)と、を備えている。前記装置(1)はさらに、前記シート材料(2)の上方および下方に略無菌環境(59,159)を形成するよう、前記上側作用部(15,31)および前記下側作用部(17,32)に隣接する空間を殺菌する殺菌手段(67,68,167,168)を備えている。 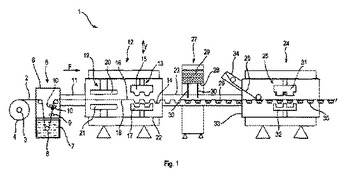 (もっと読む)
(もっと読む)
縦形製袋充填包装機
【課題】上部が扁平で且つ下部がガセット角底の袋を製造するに際し、ガセット折りを綺麗に形成することができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、筒状包材TFの両側部がガセット折り板24L,24Rによりガセット折りされる前に、対応する側の側部の凸縁Xに接触し、この凸縁Xを平坦面とする平坦化部材50L,50Rを備える。
(もっと読む)
製品を供給するためのユニット
包装機(M)のラインに沿って前進させ製品(2)をコンテナ要素(3、3A)に供給して挿入するためのユニットは、貫通スリット(10)を備えた平坦な要素(8)と、貫通孔(6)を提供するディスク(4)とを含む。ユニット(1)は、スリット(10)がコンテナ要素(3、3a)の上に配置されるように包装機(M)のラインに関して位置決め可能である。製品(2)は、製品(2)がコンテナ要素(3、3a)に挿入されるディスク(4)上へ供給され、各々の貫通孔(6)は、その内部で製品(2)を受容し収容することができるサイズである。ディスク(4)は、貫通孔(6)において収容される製品(2)が平坦な要素(8)上に載置されるように平坦な要素(8)の上に取付けられる。ディスク(4)はまた、製品(2)がコンテナ要素(3、3a)の直接内部に落下するように、スリット(10)下でのコンテナ要素(3、3a)の移動と同時に、製品(2)をスリット(10)上で貫通孔(6)において受け取られるようにするため、平坦な要素(8)に関して、および、ラインに沿って前進するコンテナ要素(3、3a)に関して回転するように作動可能である。 (もっと読む)
包装袋及び縦形製袋充填包装機
【課題】 合掌シール部を横断して意図した方向へ円滑に開封することのできる包装袋を提供する。
【解決手段】 フィルムを合掌貼りして合掌シール部2を形成するとともに、当該合掌シール部2を横断して開封する構成の袋状本体1を備える。超音波シール装置110と受け部112は、合掌シール部2の基部2bを溶融押圧して渡り部10を形成する。この渡り部10は、合掌シール部2の基部2bにおけるフィルムの両端部Fa、Fbの境界部分2aを平坦にしたものである。袋状本体1の側縁部には開封用の切れ目5が形成されており、この切れ目5から直線状に切り進めて形成される開封ラインが、合掌シール部2を横断する。渡り部10は、開封ラインが横断する部位に形成されている。
(もっと読む)
自動包装機のホッパー内攪拌機構
【課題】自動包装機のホッパー内に収容された解し難い粉末原料に対して確実に攪拌を行い、ホッパー下部に粉末原料が固着する事態を回避し、以って次工程である原料計量機構に対して必要量の粉末原料を確実に落下させるホッパー内攪拌機構を提供する。
【解決手段】自動包装機のホッパー内攪拌機構は、ホッパー2底部に貫通状態に配設した攪拌棒21が正面視左右方向に移動可能に延在しており、この攪拌棒21には、複数の押し込み板22と固定金具23が取り付けられている。そして、この攪拌棒21に連結されているエアーシリンダ20に対して自動包装機からエアーを送り込み、複数の押し込み板22を正面視右方向若しくは左方向に押し引くように動かして攪拌している。
(もっと読む)
縦形製袋充填機における添付品の貼着方法および装置
【課題】包装体のフィルムの内側に添付品をずらすことなく貼り付ける。
【解決手段】縦形製袋充填機10による包装体の形成に合わせて、一側面が粘着処理された添付品を、その粘着処理面を外側に向けてフィルムガイド筒14の外周部14aに下方に向けて延在する通路34内に導いて落下させる。通路34に供給された添付品を、通路34内を着させることなく、所定位置まで案内して該所定位置に位置決めする。位置決めされた添付品に対し、フィルムを外側から押し付けてフィルムガイド筒14の外周部14aに臨むフィルムfの内側に粘着処理面を貼着する。
(もっと読む)
包装麺の整形装置、及びその整形方法
【課題】縦型包装装置によって包装された麺線を人手によらず整形できる包装麺の整形装置、及びその整形方法を提供する。
【解決手段】包装麺の整形装置1は、縦型包装装置2の下方に配置された袋案内手段3と、袋案内手段3の下端に牽体4を接近させたコンベヤ5と、四角形の包装袋6の幅よりも狭幅の押圧ローラ7と、押圧ローラ7を矢印α方向へ回転させる回転駆動手段8と、押圧ローラ7をコンベヤ5の牽体4の上方に支持する支持手段9とを備える。押圧ローラ7は、回転軸71に円板72を取付け、円板72の周縁に、ウレタンゴムから成る弾性輪材73を取付けている。
(もっと読む)
縦形製袋充填包装機
【課題】横シール部に内容物を残留させることなく高精度な横シールを行う。
【解決手段】縦形製袋充填包装機の横シーラのヒータブロック9a,9bを支持するヒータブラケット25,29には一対の遮断板15とストッパ44を対向させてプレート43にそれぞれ連結する。遮断板15とストッパ44はヒータブロック9a,9bより突出し、ストッパ44同士が当接した状態で遮断板15の先端面は筒状フィルムf1を挟んで階段状の間隙を形成する。ヒータブロックは、ストッパ44と遮断板15に所定時間遅れて筒状フィルムf1を挟持して横シールする。一対の遮断板15は上面を同一平面に形成し、ストッパ44同士が当接するまで、各遮断板15と対応するヒータブロックとの間隔はコイルスプリングの弾性力により一定に維持される。
(もっと読む)
281 - 300 / 653
[ Back to top ]