
Fターム[3E050AA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 合成樹脂フィルム (982)
Fターム[3E050AA02]の下位に属するFターム
Fターム[3E050AA02]に分類される特許
241 - 260 / 653
PTPシート製造装置
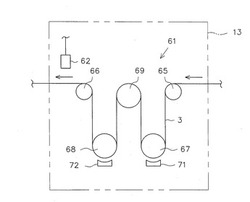
【課題】包装用フィルムに付された図柄の位置調整に付随する各種不具合の発生を抑制することのできるPTPシート製造装置を提供する。
【解決手段】PTPシート製造装置は、容器フィルム3にポケット部を成形するポケット部成形装置の上流側において、容器フィルム3に付された図柄の位置調整を行うための位置調整装置13を備えている。位置調整装置13は、容器フィルム3を延伸する延伸機構61と、容器フィルム3の位置ズレを検出するマークセンサ62とを備えている。延伸機構61は、クランプ用ローラ67,68と、これに対応して設けられた押え部材71,72と、延伸ローラ69とを備える。そして、容器フィルム3のズレ量が所定量以上の場合には、クランプ用ローラ67,68と押え部材71,72とによって容器フィルム3を把持し、延伸ローラ69によって延伸することにより、図柄の位置調整を行う。
(もっと読む)
製袋包装機

【課題】ヘム部を安定して形成する製袋包装機を提供する。
【解決手段】製袋包装機1は、製袋包装ユニット5と、フィルム供給ユニット2と、ヒーターブロック330と、折り込み板332と、接着補助部材334とを備える。製袋包装ユニット5は、被包装物を包装した袋を、フィルムを用いて製造する。フィルム供給ユニット2は、製袋包装ユニット5に対しフィルムを供給する。ヒーターブロック330は、フィルム供給ユニット2によって供給されたフィルムが製袋包装ユニット5に搬送される経路に配置され、フィルムの搬送方向上流から下流に伸びる溝を有する。折り込み板332は、ヒーターブロック330が有する溝に入り込み、ヒーターブロック330に沿って搬送されるフィルムを部分的にV字状に折り曲げる。接着補助部材334は、部分的にV字状に折り曲げられた包装材の部分である折り曲げ部を接着させてヘム部を形成する。
(もっと読む)
エンドシール装置および包装機
【課題】 幅方向の寸法が異なる製品(包装体)の製造を部品交換等の作業を伴わずに行えるエンドシール装置を提供すること
【解決手段】 筒状フィルムを挟んで上下に配置されるトップシーラ31,32のシール面31a,32aは、一端側が幅広に形成され、その幅広に形成された幅広シール部に、筒状フィルムの側縁をカットする切込み用カッター44を設ける。両トップシーラは、機枠35に支持され、その機枠は、ハンドル53の回転にともない横方向に往復移動する移動台50の上に設置されている。よって、包装体の幅に合わせて、トップシーラを筒状フィルムの進行方向横方向に適宜移動させ、筒状フィルムの側縁に切込み用カッターが位置するように調整可能とする。
(もっと読む)
深絞り型包装機および深絞り型包装システム
【課題】 上側フィルムと下側フィルムとの間に確実に間隙を形成し、摘み部分を形成すること
【解決手段】 硬質の下側フィルムにポケット部を成型し、ポケット部内に被包装物が挿入された状態の下側フィルムに軟質の上側フィルムを被覆し、両フィルムの所定部位をシールして密封するとともに一部を未シール部として摘み部分を形成し、横カッター手段にて両フィルムのシールされた部位を横方向にカットし、さらに搬送方向に沿ってカットして個々の包装体を製造する深絞り型包装機である。横カッター手段の下流側に摘み部分Tを折り曲げる折り曲げ装置20を設ける。折り曲げ装置は、抑え部材22と受け部材23とで上下からフィルム11,16を挟んだ状態で、付勢部材21が摘み部分を付勢することで、摘み部分を折り曲げる。付勢部材が離反すると、硬質の下側フィルムは曲がった状態を保持するため、摘み部分の両フィルム間に隙間が生じる。
(もっと読む)
製袋充填包装機および製袋充填包装方法
【課題】口栓を有し、かつフィルム部材のみによって構成された自立袋を製造する。
【解決手段】製袋充填包装機は、内袋を形成する内袋フィルム2と、内袋を覆う外袋フィルム1とを互いに重ねた状態で下方に送りつつ製袋して製品を充填する。製袋充填包装機は、製袋ガイド11及び折り込みガイド14を通って搬送されたフィルム1,2の折り込み部を熱シールするボトムシール機構30と、筒状に製袋された内袋フィルムの両側端部に口栓形成部を形成するカッタを備え、かつ内袋フィルム2の両側端部を熱シールする内袋トップシール機構20と、筒状に製袋された外袋フィルム1の両側端部を熱シールする外袋トップシール機構40と、を備えている。これらのシール機構の下方には、フィルム1,2を横方向に熱シールする側シール機構50設けられている。
(もっと読む)
製袋包装機および横シール機構
【課題】ガセットがきれいに形成される製袋包装機を提供する。
【解決手段】製袋包装機は、横シール機構と、ガセット形成機構とを備える。横シール機構は、旋回移動し角筒状フィルムFmをシール処理するシールジョーと、ストリッパ部材155とを有する。ガセット形成機構の折り込み部材は、シール処理前に、角筒状フィルムFmの両側部にガセットを形成する。ストリッパ部材155は、シールジョーよりも先に角筒状フィルムFmに当接し、シール処理の前に角筒状フィルムFmよりも早い速度で下方に移動するものであって、角筒状フィルムFmの当接部分の内側の空間のうち、ガセットが形成された角筒状フィルムFmの両側部の内側の第1空間S11よりも、角筒状フィルムFmの中央部の内側の第2空間S12のほうが、大きくなるような形状である。
(もっと読む)
包装機及び包装方法
【課題】包装シートを挟圧することなく予熱する包装機を提供する。
【解決手段】包装機(100)は、一対の予熱部材(11,12)の少なくとも一方に、シート開口縁に向けて開放された少なくとも一つのノズル(19)を有し、そのノズル(19)を介してシートの開口縁に加熱気体を吹き付けて該開口縁を予熱する。したがって、シート(102)と予熱部材(11,12)との接触抵抗が極めて小さく、シートは破損することがない。
(もっと読む)
自立包装袋およびその製造方法
【課題】前後の積層フィルムとは別体になる底面用積層フィルムを用いることに起因する問題点をことごとく解決して、破袋強度を大きく向上させた自立包装袋提供する。
【解決手段】ベースフィルム層およびシーラント層を具える積層フィルム1を、シーラント層を向き合わせて折返すとともに、U字状をなす折返し端部分を折返しフィルムの内側へW字状に押込み変形させた姿勢で、その押込み変形部分のシーラント層を、構成される包装袋の幅方向に間隔をおいて山形状にヒートシールするとともに、各山形状ヒートシール部3に隣接する位置で、包装袋のそれぞれの側部を特定するヒートシールを施してなる。
(もっと読む)
化粧品の製造方法
【課題】人体に有用な効果・効能が期待される原材料のみで構成して、防腐剤を用いない安全な化粧品の製造方法を提供すること。
【解決手段】この発明の化粧品は、酸素及び/又は水蒸気の透過度が少ないプラスチックで形成された、1回の使用量を充填するに足る容量の小型容器10に、無菌状態に保持された状態で、防腐剤を含有しない液状の化粧液が、無菌充填され、且つ小型容器10の開口部の周囲において、無菌状態に保持された蓋材102をシールされて、小型容器の開口部を密封されている。
(もっと読む)
製袋包装機
【課題】安定してガセット型の袋を形成することができる製袋包装機を提供する。
【解決手段】製袋包装機1は、
成形機構50と、ヘム部形成機構33と、シール機構15,17と、はがし部544とを備える。成形機構は、被包装物を包装する包装材をシート状から筒状に成形する。ヘム部形成機構は、成形機構に対し、包装材の搬送方向上流に配置され、包装材に本体部とヘム部とを形成する。シール機構は、成形機構に対し、包装材の搬送方向下流に配置される。また、シール機構は、成形機構によって筒状に成形された包装材をシールする。はがし部は、ヘム部形成機構からシール機構までの包装材が搬送される経路において、ヘム部を本体部からはがす。
(もっと読む)
熱硬化性樹脂組成物パッケージの製造方法
【課題】繊維強化複合材料の成形に使用される中間基材であるプリプレグの製造に関して、そのマトリックス樹脂となる樹脂組成物に関するものであり、更に詳しくは、調製後の樹脂組成物パッケージ体、および樹脂組成物パッケージの製造方法に関して、調製後の樹脂組成物を効率よく抜き出し、パッケージ体とする、樹脂組成物パッケージの製造方法を提供する。
【解決手段】熱硬化性樹脂組成物2を底部に抜き出し口3を具備した混練槽1で調製し、前記抜き出し口から前記熱硬化性樹脂組成物を包装材の中に抜き出し、包装する熱硬化性樹脂組成物パッケージの製造方法であって、前記包装材が熱可塑性樹脂フィルムのチューブ5であり、前記チューブを前記抜き出し口の周囲に貯留し、前記チューブ内に前記熱硬化性樹脂組成物を抜き出すと共に、抜き出し量に応じ貯留したチューブを繰り出すことを特徴とする熱硬化性樹脂組成物パッケージの製造方法。
(もっと読む)
製袋包装機
【課題】連続動作によって袋の底折りを確実に行なうことが可能な製袋包装機を提供することにある。
【解決手段】製袋包装機3は、搬送部6と、横シール機構17と、底部加熱手段21と、を備えている。搬送部6は、筒状の包材を連続的に搬送する。横シール機構17は、筒状の包材を横方向にシールするとともに、シールによって形成された袋を後続の包材から切り離す。底部加熱手段21は、横シール機構17の下方に配置される。底部加熱手段21は、横シール機構17によって包材から切り離されて落下する袋の底部に当接し、袋の底部を加熱する。
(もっと読む)
製袋包装機
【課題】ヘム部を安定して形成する製袋包装機を提供する。
【解決手段】製袋包装機は、製袋包装部と、包装材供給部と、溝形成部材330と、板状部材と、接着補助部材334とを備える。溝形成部材は、包装材供給部によって供給された包装材が製袋包装部に搬送される経路に配置される。また、溝形成部材は、包装材の搬送方向上流から下流に伸びる溝を有する。板状部材は、溝に入り込み、溝形成部材に沿って搬送される包装材を部分的にV字状に折り曲げる。接着補助部材は、折り曲げ部を接着させてヘム部を形成する。折り曲げ部は、部分的にV字状に折り曲げられた包装材の部分である。また、溝形成部材は、ヒーターブロックである。溝形成部材は、溝の表面に接する折り曲げ部に熱を与える。接着補助部材は、摺動面を有する。摺動面は、折り曲げ部の幅方向両側に位置する。接着補助部材は、摺動面の間を通過する折り曲げ部を接着させる。
(もっと読む)
緩衝材製造装置
【課題】単一又は任意個数の緩衝材を空気封入量が多い場合でも、破袋現象やジャム現象を発生させることなく簡単な機構で確実に装置外へ排出できるようにする。
【解決手段】溶着先端部が形成された筒状フィルムを空気供給手段によって膨らませた後、全幅にわたり溶着した溶着部により後端が封止された緩衝材(Fc)を形成する第二溶着手段と、前記溶着部の中間位置を幅方向に切断し、緩衝材の溶着後端部と次の溶着先端部を形成する切断手段と、切断された前記緩衝材を排出する排出手段(70)と、を備えた緩衝材製造装置において、前記排出手段が、前記切断手段より下流側に配設された、排出方向に進退動可能な削ぎ板(7a)と、該削ぎ板を排出方向に移動させる駆動手段(62、63、7g、7j、7m)とを備えた。
(もっと読む)
縦型多列自動包装機における排出機構の改良
【課題】手操作によって行われていたすべり台とベルトコンベア間の上下位置合わせを自動化して作業効率の良い縦型多列自動包装機の排出機構を提供する。
【解決手段】すべり台10にはアングル部材22がネジ等で固定的に取り付けられており、このアングル部材22の図示左端にはすべり台側接続部材23が取り付けられている。ベルト部材20の右端にはベルトコンベア側接続部材24が付設されており、このベルトコンベア側接続部材24と上記すべり台側接続部材23の間に連結部材21が取り付けられている。この結果、カッター装置に連動して上昇したすべり台10に対して追従するようにベルトコンベア11が円弧状に回転し、すべり台10とベルトコンベア11の間の隙間が増えることなく自動的にベルトコンベア11の上下位置合わせが完了する。
(もっと読む)
分包装置の紙つかみユニット
【課題】分包紙の熱シール部への薬剤の噛み込みによる製品不良を少なくすることのできる分包装置の紙つかみユニットを提供する。
【解決手段】この紙つかみユニット1は、長尺の分包紙4を幅方向中央で二つ折りにして、熱シールユニット3でT字型の熱シール部41を形成し、該熱シール部41の直ぐ上流の上部開放側から挿入されたホッパー2を通じて供給されてきた薬剤を前記分包紙4内に投入する際に、該分包紙4をつかんで前記ホッパー2回りを閉じるアーム15,15を備えており、前記アーム15,15の先端部に干渉部材18,18を設けるとともに、この干渉部材18,18の先端側を、分包紙4の前記熱シールユニット3による熱シール部41とホッパー2との隙間を塞ぐようにL字状に形成してなっている。
(もっと読む)
複合エアー・発泡体保護梱包材
複合エアー・発泡体保護梱包材製品30は、断面において、少なくとも3つのプラスチックフィルム層6、8、10と、3つのプラスチックフィルム層の第1層6と第2層8との間における発泡体14aと、3つのプラスチックフィルム層の第2層8と第3層10との間におけるエアー16aとを有する梱包クッション32を備える。 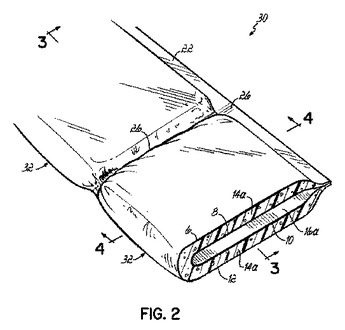 (もっと読む)
(もっと読む)
縦形製袋充填機のフィルム送り装置
【課題】縦形製袋充填機におけるサーボモータ駆動のフィルム搬送手段についてフィルムの搬送休止中に筒状フィルムに過度な張力をかけないフィルム送り装置を提供する。
【解決手段】筒状フィルムを吸着保持して下方に搬送するフィルム搬送手段の送りベルトによるフィルムの間欠搬送休止後に、送りベルトを駆動するサーボモータのトルク制御値を制限する制御手段を備えた。
(もっと読む)
多列スティックタイプ自動包装機の横シール機構における噛み込み検知装置
【課題】噛み込み検知動作における検知不可要因並びに検知変動要因を除去して正確な噛み込み検知を行うことのできる多列スティックタイプ自動包装機の噛み込み検知装置を提供する。
【解決手段】横シール機構8の奥側横ヒートシールバー固定部材22の右端上側部分にはブラケット60を介して金属部材40が付設され、右端下側部分にはブラケット64を介して渦電流変位センサー52が付設されている。前側横ヒートシールバー固定部材21の右端上側部分にはブラケット62を介して渦電流変位センサー42が付設され、右端下側部分にはブラケット66を介して金属部材50が付設されている。これらの渦電流変位センサーと金属部材を互いに近接対向状態に配置して横ヒートシールバー間の隙間距離を測定できるようにした結果、噛み込み発生時における隙間距離の測定値を拡大することができる。
(もっと読む)
パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージを製造するためのパッケージング方法及びユニット
注ぐことができる食品用のシールされたパッケージ(3)を製造する方法であって、パッケージング材料のチューブ(2)を軸線(A)に沿って給送するステップと、軸線(A)に対し平行なシーリング経路(G、G’)に沿って及び再配置経路(H、H’)に沿って、一対の第1ジョー(8)及び一対の第2ジョー(8’)を周期的に及び交互に動かすステップと、それらがシーリング経路(G、G’)に沿って閉位置に移動する際に第1ジョー及び第2ジョー(8、8’)を動かすステップであって、それぞれの第1及び第2シーリング部材(16、17、16’、17’)がチューブ(2)をグリップし、異なる時点で、チューブ(2)をシーリングしパッケージ(3)のそれぞれの両側の端部を画定する第1及び第2シール(9a、9b)をそれぞれ形成するステップと、それらがそれぞれの再配置経路(H、H’)に沿って開位置に移動する際に第1ジョー及び第2ジョー(8、8’)を動かすステップであって、それらがチューブ(2)から引き離されるステップと、を含み、この方法はまた、パッケージ(3)の重量に関係する量の所望の値(Y)を収集するステップと、第1シール(9a)から値(Y)の関数である距離(L)に第2シール(9b)を形成するステップと、を含む。この方法と同様にシールされたパッケージを製造するためのパッケージング・ユニット。 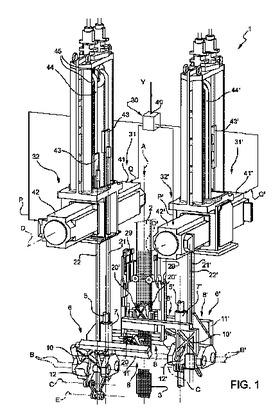 (もっと読む)
(もっと読む)
241 - 260 / 653
[ Back to top ]