
Fターム[3E050FB08]の内容
基本的包装技術−容器成形充填 (14,831) | 充填(方向) (1,711) | 包装材走行方向に対する方向 (842) | 交差方向 (157)
Fターム[3E050FB08]に分類される特許
81 - 100 / 157
無菌容器用閉口シート、前記シートを有する無菌容器および前記容器を取得するための方法
本発明は、無菌容器用の閉口シートと、前記シートを備える無菌容器と、前記容器を取得するための装置および方法に関する。閉口シートは、酸化エチレンを通過させるように構成された第一のシート(7)と不浸透性材料の第二のシート(8)を含む。第一のシート(7)は酸化エチレン浸透性材料のフィルムの第一のリール(7´)から得られ、第二のシート(8)は不浸透性材料のフィルムの第二のリール(8´)から得られる。第一のシート(7)は、シーリングライン(18)にわたって第二のシート(8)に長さ方向に密着され、1枚の閉口シート(10)を形成する。 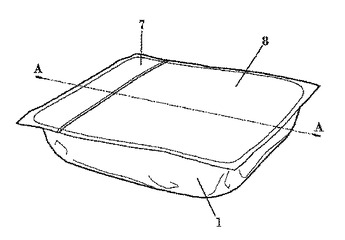 (もっと読む)
(もっと読む)
回転カッターユニット及び充填包装装置
【課題】包装連結帯の連結部に対するミシン目の切り込み処理及び切り離し処理の切換作業を従来よりも短時間で行うことが可能な回転カッターユニット及びそれを用いた充填包装装置を提供する。
【解決手段】刃受けローラ20と刃付きローラ10との間の相対的な回転位相が調整可能に構成されていて、複数の刃受け面23〜28は、それぞれ刃受けローラ20のローラ軸21方向に帯状に延びる平面若しくは多溝面の領域に区画されていて、回転位相の調整によって刃先13が接触する刃受け面23〜28の接触領域が平面及び多溝面のいずれかに切り換え自在に構成されている。
(もっと読む)
ヒートシール装置およびこれを備えた薬剤分包装置

【課題】 シール不良を防止するとともに、発熱体がヒートシールに必要な温度に達するまでの時間を短縮し得るヒートシール装置およびそれを用いた薬剤分包装置の提供。
【解決手段】 ヒータ台に対向してヒータ受台を設け、熱溶着性シートに通電によって加熱される薄板状の発熱体をヒータ台に露出して設け、発熱体の熱の放出を防止するための断熱層を熱溶着性シートに接触する面側とは反対の面側に配置し、ヒータ台とヒータ受台とで熱溶着性シートを挟圧加熱して熱溶着性シートどうしを熱溶させてヒートシール部を設けて該ヒートシールによって収容物を収容する区画した包装部を形成するようにし、発熱体を補強する強化部材を、発熱体と断熱材との間に設けたヒートシール装置およびこれを有する薬剤分包装置。
(もっと読む)
ポリエステル樹脂製プレススルーパック及びその製造方法
【課題】 折り分け易さの改善されたポリエステル樹脂製のプレススルーパック及びその製造方法を提供する。
【解決手段】 複数のブリスター部14と該ブリスター部と連続する平坦部とからなるポリエステル樹脂製シート12と、該ブリスター部内に収容される内容物16と、該ポリエステル樹脂製シート12の平坦部と密着した平板状の蓋板シート18とを備え、該内容物16を収容したブリスター部14が該蓋板シート18により密封されたポリエステル樹脂製プレススルーパック10において、該ポリエステル樹脂製シート12の平坦部の外表面又は蓋板シート側面に対して略垂直方向に溝22を形成し、該溝周辺部分におけるポリエステル樹脂の極限粘度が、該溝周辺部分以外のポリエステル樹脂の極限粘度よりも小さくすることとした。
(もっと読む)
ヒートシール装置およびこれを備えた薬剤分包装置
【課題】 薬剤分包装置の立上げから発熱体がヒートシールに必要な温度に達するまでの時間を短縮した上で、しかもシール不良を防止し得るヒートシール装置およびそれを用いた薬剤分包装置の提供。
【解決手段】 ヒータ台と、ヒータ台に対向して設けられたヒータ受台とが設けられ、熱溶着性シートに通電によって加熱される薄板状の発熱体がヒータ台に露出して設けられ、ヒータ台とヒータ受台とで熱溶着性シートを挟圧加熱することで熱溶着性シートどうしを熱溶させてヒートシール部を設けて、該ヒートシールによって収容物を収容する区画した包装部を形成するようにしたヒートシール装置であって、発熱体の熱溶着性シートに接触する面またはその反対側の面の少なくとも一方に、該発熱体に比べて硬質の保護層が設けられた構成。
(もっと読む)
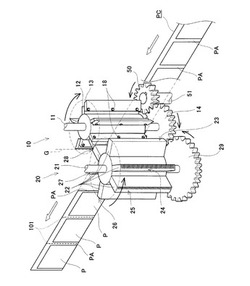
ロータリー式自動包装機における連包タイプのカッター装置
【課題】でき上がった連続した包装袋に対して直線カットとミシン目カットを自由に選択して任意の袋数の連包タイプの包装体を作ることができるロータリー式自動包装機のカッター装置を提供する。
【解決手段】本発明に係るロータリー式自動包装機のカッター装置21,22は、ミシン目カットを形成する手段と直線カットを形成する手段とを隣接して並列設置し、本体のロータリー式自動包装機によって作られる連続した包装袋に対して、この包装袋を切り離さない場合には、直線カットを形成する手段を停止すると共にミシン目カットを形成する手段を選択して駆動し、この包装袋を切り離す場合には、ミシン目カットを形成する手段を停止すると共に直線カットを形成する手段を選択して駆動する。この結果、任意の連包タイプの包装体を作ることができる。
(もっと読む)
充填包装機
【課題】幅方向シール位置の調整を容易に行うことができる充填包装機を提供する。
【解決手段】回転体16の周りに所定の間隔をあけて複数のシーリングバー13と複数の充填シュート101が配置されており、隣接するシーリングバーに支持されると共に充填シュートの筒状下部111が挿入された袋部115内に上記充填シュートから充填物を落下充填する充填包装機において、袋部内に挿入される充填シュートの筒状下部に、充填物の充填時に袋部内に位置し且つ袋部に加わる張力に応じて外側から内側に向けて変形可能な変形部121を設けた。
(もっと読む)
商品の包装方法
【課題】商品の箱詰めの自動化を可能とする商品の包装方法の提供。
【解決手段】フィルムロール5から幅方向に二つ折りされた熱収縮性フィルムFをテーブル上に引き出し、上下フィルムF1、F2間に台紙を挿入し、台紙ごとフィルムFを引っ張って、包装用テーブル2より下方に位置する搬送コンベヤ10a上に引き出し、搬送コンベヤ10a上において上下2枚のフィルムF1、F2の側縁間に形成される開口部から台紙上に商品を載置する。その後上下2枚のフィルムF1、F2の互いに重なり合う側縁部の長さ方向と、側縁から折曲げ部に至る幅方向とを平面L形に熱溶着すると共に、その熱溶着部幅の略中央位置で溶断して商品が包装されたフィルム袋を形成し、そのフィルム袋を搬送コンベヤ10cによりシュリンク装置11内を通過するよう搬送して熱収縮させ、商品包装体を形成する。
(もっと読む)
ブリスター包装機
【課題】チェーンクリップコンベアにて包装用フィルムを搬送するブリスター包装機において、金型の交換作業に要する時間の短縮化を図り、作業効率の飛躍的向上を図る。
【解決手段】容器フィルムはチェーンクリップコンベア11によりその長手方向に沿って搬送される。ブリスター包装機10は、容器フィルムの搬送経路に沿ってポケット部形成手段、充填手段、シール手段及び打抜手段15を備える。チェーンクリップコンベア11の手前側と奥側とには、壁状のフレーム18,19が固設されている。打抜手段15は、ブリスターフィルム16をパック単位で打抜くべく、上型31及び下型32を備える。上型31には打抜刃33が設けられ、下型32には開口34が形成されている。手前側のフレーム18は、主としてブリスター包装機10の正面壁を構成する。そのフレーム18の上面18aは、打抜手段15が停止した状態での下型32の下面よりも下側に位置する。
(もっと読む)
発泡ポリマー製の容器を成形、充填及び密封する装置
【課題】簡易な構成かつ安全な操作で上記従来の装置における欠点を解消することが可能な装置を提供すること。
【解決手段】発泡ポリマーウェブ4用の第1の繰出し機1と、発泡ポリマーウェブ4を予熱するための予熱ステーション3と、熱成形ステーション5と、成形された容器を密封するためのフィルム9用の第2の繰出し機7と、密封ステーション10と、切断ステーション11と、発泡ポリマーウェブ4を各ステーション間で搬送するための搬送システム12とを備えて成る。また、予熱ステーション3を、垂直方向に重ねて配置された2つの同形状の引き出しで構成するとともに、これら2つの引き出しのそれぞれ対向する面に加熱手段を設け、駆動シリンダによってこれら2つの引き出しの間隔を調整できるように構成し、さらに、前記密封ステーションを、容器内を真空にし、かつ、容器に所定の不活性ガスを充填する手段を備える構成とした。  (もっと読む)
(もっと読む)
梱包機、具体的には、深絞り装置を含む梱包機
本発明は、梱包される品物を梱包するための梱包機1に関し、梱包機1は、具体的には、型、及び/又は密封ツールを有する密封装置を含んでいる。梱包機は、型及び/又は密封ツールのための洗浄装置が設けられているという点で区別される。さらに、本発明は、深絞り装置と密封装置とにも関する。  (もっと読む)
(もっと読む)
個包装体及びその製造方法
【課題】アプリケータ付タンポンの取り扱いを容易にした個包装体を提供する。
【解決手段】個包装体は、外筒及び内筒を有するアプリケータとこのアプリケータから押し出し可能に収納される吸収体とからなるタンポンと、所定のシート状部材により形成される略縦長状の略扁平袋体と、を備える。略扁平袋体は、略扁平状における一方側にタンポンを取り出し可能に形成される開封部と、略扁平袋体の長手方向に開閉可能な蓋部と、を備える。そして、蓋部は、開封部を覆うように設けられる。
(もっと読む)
包装体の製造方法および包装装置
【課題】 包装装置が高速化あるいは広幅化した場合や、蓋材および底材を薄肉化した場合でも、包装体の蓋材と底材をシールした部分に歪みや折れ目等が入りにくい製造方法および製造装置を提供すること。
【解決手段】 底材を準備する準備工程と、前記底材の両端を掴み移送する移送工程と、前記底材を形成する成形工程と、前記底材を成形した部分に被包装物を挿入する挿入工程と、蓋材と前記底材とをシールして包装体フィルムを作製するシール工程と、前記包装体フィルムをカットし包装体を得るカット工程と、を含む包装体の製造方法であって、前記カット工程の前にたわみ防止手段と冷却手段を有することを特徴とする包装体の製造方法である。
(もっと読む)
金属フィルム成形装置及びPTPシートの製造装置
【課題】金属フィルムを十分にクランプした状態でポケット部を成形することができる金属フィルム成形装置、及び、当該金属フィルム成形装置を具備するPTPシートの製造装置を提供する。
【解決手段】下型41の挟持面を、薄板材61で構成する。薄板材61は、ステンレス製の金属薄板であり、可撓性を有すると共に面方向への伸張をほとんど生じない部材となっている。この薄板材61の金属フィルム3との接触面61a(すなわち下型41の挟持面)は、ショットブラストやエッチング処理等により、梨地のごとくざらついた粗面となっている。また、薄板材61の下層には、弾性材62が積層されている。弾性材62は、エラストマで構成された弾性体であり、下型41の凹部41aに、一部を収容された状態で取着固定されている。上記薄板材61は、この弾性材62に接着剤等で固定されている。
(もっと読む)
ロータリー式自動包装機の充填シュートの昇降カム機構
【課題】内容物の飛散によって自動包装機本体や工場環境が汚染されるのを防止することができるロータリー式自動包装機を提供することを目的とする。
【解決手段】本発明に係るロータリー式自動包装機は、略水平に回転移送しながら二つ折りの包装フィルム121にサイドシール124を施し、サイドシール124間の包装袋122に内容物を充填して多数の包装体を連続的に作る自動包装機1であって、内容物を落下させる中間シュート71と、中間シュート71から受け取った内容物を包装袋122に充填する充填シュート61とを備える。そして、この充填シュート61は、包装袋122に内容物を充填するために包装袋122に差し込まれ、包装袋122に内容物を充填するときに中間シュート71に向かって上昇する。
(もっと読む)
ポケット形成機構及びPTPシートの製造装置
【課題】包装用フィルムの伸長や当該伸長に起因する不具合を抑制できるポケット形成機構、及び、当該ポケット形成機構を具備するPTPシートの製造装置を提供する。
【解決手段】コントローラ70は、第1及び第2サーボモータ52,62を駆動制御し、包装用フィルム3を間欠的に搬送する。包装用フィルム3の搬送時において、コントローラ70は、送りローラ15によるフィルム送り量に対する供給ローラ14によるフィルム送り量の比率が1よりも小さくなるように、第1及び第2サーボモータ52,62を駆動制御する。一方、包装用フィルム3の停止時(搬送動作のインターバル)において、コントローラ70は、第2サーボモータ62を所定角度だけ逆方向へ回転駆動し、両ローラ14,15間における包装用フィルム3の弛みを取り除く。
(もっと読む)
光学フィルム重畳体の包装方法
【課題】より簡単で、光学フィルム重畳体の型崩れを起こすことなく、更にはホコリなどの異物が混入したり、接着層が包装フィルムに付着して接着層が欠けたり、光学フィルムの表面に接着剤が付着するというという不具合を起こさない光学フィルム重畳体の包装方法を提供する。
【解決手段】本発明の光学フィルムを複数枚積み重ねた光学フィルム重畳体を包装フィルムで包装する方法は、上下2枚の包装フィルム間に、上下に保護シートを配置した光学フィルム重畳体を挿入する工程、該光学フィルム重畳体の周囲をヒートシールすると共に溶断してフィルム包装体とする工程および該フィルム包装体を加熱して表面の包装フィルムを熱収縮させる工程を有することを特徴とする。
(もっと読む)
充填包装装置及び充填包装方法
【課題】袋に無駄なく流体を充填し、流体が充填された袋の開口をシールする充填包装装置を提供する。
【解決手段】本発明の充填包装装置は、袋22を所定の軌道に従って開口20が上方に向いた状態で搬送する袋搬送機構と、袋搬送機構によって上記所定の軌道に従って搬送されている袋22に挿入され、挿入された状態で袋22とともに移動し、後に袋22から離脱されるノズル54と、袋22に挿入されているノズル54を介して該袋22に流体を充填する流体充填機構と、流体が充填された袋22の開口20をシールするシール機構48a〜48cを有する。
(もっと読む)
ブリスター包装の方法
【課題】製品9をブリスター包装するための方法を提供する。
【解決手段】この方法は、ブリスターウェブ1、またはブリスターシート2に製品9を包装する工程、およびブリスターウェブまたはブリスターシートを中間的に保管する工程12を含む。中間的な保管の後、いくつかのブリスターパック4は、ブリスターウェブ1、またはブリスターシート2から形成される。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置
【課題】複数の錠剤を収容可能なポケット部への錠剤の投入においてポケット部内での錠剤の重なり合いや干渉を抑制でき、もって、ポケット部に対する適切な錠剤の収容を可能とする。
【解決手段】各錠剤5が最初は起立状態でポケット部2へ投入され、その後、各錠剤5がフィルム幅方向において外側へ倒されてポケット部2内へ収容される。具体的には、ガイド50の具備する内側ガイド部51が、錠剤5の間に介在して錠剤5の上部位置に内側から当接する。この内側ガイド部51は下流側へ行くほど幅広となっているため、各錠剤5は徐々に外側へ傾斜させられる。そして、ガイド50から外れた位置まで錠剤5が搬送されると、錠剤5はそれぞれ、外側方向に完全に倒れてポケット部2に収容される。
(もっと読む)
81 - 100 / 157
[ Back to top ]