
Fターム[3E050HA01]の内容
基本的包装技術−容器成形充填 (14,831) | 検知、制御(検知) (706) | 検知場所 (194)
Fターム[3E050HA01]に分類される特許
41 - 60 / 194
化粧品の製造方法
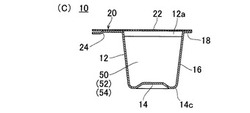
【課題】人体に有用な効果・効能が期待される原材料のみで構成して、防腐剤を用いない安全な化粧品の製造方法を提供すること。
【解決手段】この発明の化粧品は、酸素及び/又は水蒸気の透過度が少ないプラスチックで形成された、1回の使用量を充填するに足る容量の小型容器10に、無菌状態に保持された状態で、防腐剤を含有しない液状の化粧液が、無菌充填され、且つ小型容器10の開口部の周囲において、無菌状態に保持された蓋材102をシールされて、小型容器の開口部を密封されている。
(もっと読む)
噛み込み防止機能を備えた横ピロー包装機

【課題】不透明の包装フィルムを使用する横ピロー包装においても、エンドシール位置における内容物の噛み込みを防止する。
【解決手段】横ピロー包装機は、「内容物がライン上の所定位置にきたことを検知する位置センサ10」と「予め記憶した上記所定位置からエンドシール機構までの距離を含むパラメータに基づいて、内容物がエンドシール機構を通過する際に当該エンドシール機構に噛み込まれないように、エンドシール機構の動作制御を行う制御装置」とを備えている。位置センサ10は、センターシールされて筒状となった包装材の内側へ延在するよう搬送ラインに沿って配置されている。内容物の位置を検知する位置センサ10が包装材21の内側に入り込んでいるので、たとえ包装材が不透明であっても、位置検出精度が高く、したがって、この検出信号を利用した噛み込み防止制御も精度の高いものとなる。
(もっと読む)
縦形製袋充填機のフィルム送り装置
【課題】縦形製袋充填機におけるサーボモータ駆動のフィルム搬送手段についてフィルムの搬送休止中に筒状フィルムに過度な張力をかけないフィルム送り装置を提供する。
【解決手段】筒状フィルムを吸着保持して下方に搬送するフィルム搬送手段の送りベルトによるフィルムの間欠搬送休止後に、送りベルトを駆動するサーボモータのトルク制御値を制限する制御手段を備えた。
(もっと読む)
多列スティックタイプ自動包装機の横シール機構における噛み込み検知装置
【課題】噛み込み検知動作における検知不可要因並びに検知変動要因を除去して正確な噛み込み検知を行うことのできる多列スティックタイプ自動包装機の噛み込み検知装置を提供する。
【解決手段】横シール機構8の奥側横ヒートシールバー固定部材22の右端上側部分にはブラケット60を介して金属部材40が付設され、右端下側部分にはブラケット64を介して渦電流変位センサー52が付設されている。前側横ヒートシールバー固定部材21の右端上側部分にはブラケット62を介して渦電流変位センサー42が付設され、右端下側部分にはブラケット66を介して金属部材50が付設されている。これらの渦電流変位センサーと金属部材を互いに近接対向状態に配置して横ヒートシールバー間の隙間距離を測定できるようにした結果、噛み込み発生時における隙間距離の測定値を拡大することができる。
(もっと読む)
パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージを製造するためのパッケージング方法及びユニット
注ぐことができる食品用のシールされたパッケージ(3)を製造する方法であって、パッケージング材料のチューブ(2)を軸線(A)に沿って給送するステップと、軸線(A)に対し平行なシーリング経路(G、G’)に沿って及び再配置経路(H、H’)に沿って、一対の第1ジョー(8)及び一対の第2ジョー(8’)を周期的に及び交互に動かすステップと、それらがシーリング経路(G、G’)に沿って閉位置に移動する際に第1ジョー及び第2ジョー(8、8’)を動かすステップであって、それぞれの第1及び第2シーリング部材(16、17、16’、17’)がチューブ(2)をグリップし、異なる時点で、チューブ(2)をシーリングしパッケージ(3)のそれぞれの両側の端部を画定する第1及び第2シール(9a、9b)をそれぞれ形成するステップと、それらがそれぞれの再配置経路(H、H’)に沿って開位置に移動する際に第1ジョー及び第2ジョー(8、8’)を動かすステップであって、それらがチューブ(2)から引き離されるステップと、を含み、この方法はまた、パッケージ(3)の重量に関係する量の所望の値(Y)を収集するステップと、第1シール(9a)から値(Y)の関数である距離(L)に第2シール(9b)を形成するステップと、を含む。この方法と同様にシールされたパッケージを製造するためのパッケージング・ユニット。 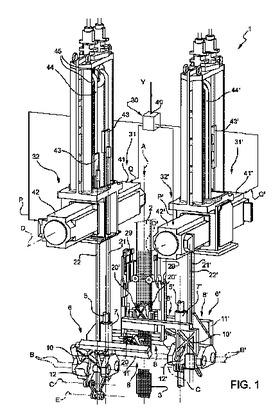 (もっと読む)
(もっと読む)
包装装置およびモータ制御装置
【課題】 包装装置におけるエンドシーラ軸に定常外乱が存在する場合においても、包装フィルム噛み込み検出のための専用となるセンサ類を配設せずに、包装フィルム噛み込みによる、定常外乱よりも小振幅の外乱または振動周期が遅い変化を伴う外乱を確実に検出でき、装置の低価格化および小型化並びに信頼性の向上を図ることができる包装装置およびモータ制御装置を提供する。
【解決手段】 制御装置が、トルク指令とモータ速度とに基づいてモータ1に対する外乱推定値を演算する外乱オブザーバ部2と、前記外乱推定値に基づいて前記エンドシーラ軸における噛み込み状態を検出する噛み込み検出部3,4と、を備える。
(もっと読む)
製袋包装機
【課題】構造が簡単であり、フィルムの蛇行を調整する機能を備えている製袋包装機を提供する。
【解決手段】包装機100は、第一フィルム搬送部材2はフォーマー部3の上流に設けられ、第1駆動源22により駆動される第一フィルム搬送部材2と、フォーマー部3の下流に設けられ、第2駆動源により駆動される第二フィルム搬送部材4とを備えている。また、蛇行検知部7により検知された蛇行量と蛇行方向に基づいて、制御部8は第一フィルム搬送部材2の取付機構24の取付位置を一定量左右方向に回転させ、フィルムの蛇行を修正する。
(もっと読む)
包装機でブリスタフィルムウェブへ印刷する方法
【課題】ブリスタフィルムへの印刷位置の精度を乱す影響を減らす。
【解決手段】ブリスタ成形シェル(24)をブリスタフィルムでふさぐ包装機(22)で、ブリスタフィルムウェブ(26)へ印刷する方法が開示されている。この方法では、ブリスタフィルムウェブ(26)を第1の搬送システムによってシール装置(28)へ供給し、ブリスタ成形シェル(24)を第2の搬送システムによってシール装置(28)へ供給する。ブリスタ成形シェル(24)のうちの1つの位置を検出し、ブリスタ成形シェル(24)をふさぐシール装置(28)の作用時間と作用時間との間の1回または複数回のタイミングで、少なくとも1つの検出信号を生成する。この検出に応じて印刷装置(40)に対するトリガ信号を生成し、ブリスタフィルムウェブ(26)に沿ってシール装置(28)の前方の位置で、印刷装置(40)によってブリスタフィルムウェブ(26)へ視覚情報を塗布する。
(もっと読む)
縦型多列自動包装機の包装体排出装置
【課題】 比較的簡単かつ安価な構成でありながら、迅速かつ正確に縦型多列自動包装機から希望する数の包装体を排出することができる縦型多列自動包装機の包装体排出装置を提供する。
【解決手段】 内容物が充填された一連の包装体を多数列同時に形成可能に構成された縦型多列自動包装機1から個別に切り離された包装体を排出する縦型多列自動包装機1の包装体排出装置100であって、切り離された多数列の包装体をそれぞれ通過させる滑り台110A〜110Gと、これらを通過する包装体を係止及び解放可能に通路を閉鎖及び開放する第1ストッパー装置111A〜111Gと、ストッパー部材112Aを閉鎖位置と開放位置とに切り換え動作させることにより滑り台110A〜110Gを通過した包装体をまとめて貯留及び排出可能に構成される第2ストッパー装置112と、を備えて構成される。
(もっと読む)
縦型製袋包装システム及びそのタイミング制御方法
【課題】計量機からの製品落下のタイミングと縦型製袋包装装置の横シールのような包装動作のタイミングとの調整を、客観的に且つ最適に制御することができる縦型製袋包装システム及びそのタイミング制御方法を提供する。
【解決手段】縦型製袋包装装置おいては、包装すべき製品Aの落下を計量機11からの製品の排出直後で検出するのではなく、横シール部8の上部直近で検出し、当該検出に基づいて横シール部8の作動タイミングに対する製品Aの落下タイミングを調整している。製品Aが充填筒3内を落下するのに要する時間にバラツキが生じる場合であっても、当該時間のバラツキが横シール部8の作動タイミングに影響することを回避することができる。また、製品Aの落下のタイミングを知ることで、製品Aを排出する計量機11での排出タイミングを補正することができ、製品Aの排出と横シール部8の作動タイミングを最適な状態で定めることができる。
(もっと読む)
包装充填装置
【課題】破壊検査によらず、ヒートシールされたポリエチレンなどの熱可塑性材料の状態を、連続的にモニタリングすることにより、インラインで、運転中に即座にシール最適条件に設定変更できる包装充填装置を提供する。
【解決手段】帯状包装材料1の一方の縁部1aにストリップ2をヒートシールし、筒状に成形された帯状包装積層材料の縦シール部の端面をストリップで保護し、内容物を充填して横シールして容器に包装充填する装置であって、ヒートシールされたストリップに、近紫外線を照射する照射手段30と、反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置31と、画像データを受信し、ヒートシールの良否を判定して制御信号を送信する制御手段32とを有するを特徴とする。
(もっと読む)
テーピング装置
【課題】キャリアテープの凹部内に電子部品を挿入する際に該電子部品に表面傷やクラック等のダメージを与えることを防止できるテーピング装置を提供する。
【解決手段】テーピング装置は、(1)底板部14aと、該底板部14aを囲む側板部14bと、底板部14aに形成されたテープ走行溝14cとを有し、テープ走行溝14cに収容されたキャリアテープ21をその上面が底板部14aの上面から突出しない状態のままテープ走行溝14cに沿って走行し得る挿入トレイ14と、(2)挿入トレイ14に2次元的或いは3次元的な振動を付与する振動機15と、を備えた電子部品挿入手段を具備する。
(もっと読む)
製袋包装機
【課題】段取り替えの際のフィルムのロスを少なくし、フィルムコストを低下させることができる製袋包装機を提供する。
【解決手段】製袋包装機は、フィルムの搬送路の所定位置に設けられ、該所定位置においてフィルムを切断し、その切断したフィルム端部に別のフィルムの先端部を継ぎ合わせることができるスプライサ部を備えており、袋長に基づいて、前記所定位置から下流側の搬送路中に残留する残留フィルムを用いた場合の製袋可能数を算出する。そして製袋機構によって生成された袋の生産数を管理し、残り生産数が製袋可能数に達した場合に、搬送機構および製袋機構を一時停止させると共に、スプライサ部においてフィルムを切り替えるための継ぎ合わせ処理を行わせ、その継ぎ合わせ処理が終了した後に搬送機構および製袋機構の動作を再開させて残留フィルムにより製袋可能数分の袋を生成させる構成である。
(もっと読む)
包装充填装置及び包装充填方法
【課題】縦シールの制御パラメータである予熱手段による縦シール部分の表面温度を、間接的に連続的正確にモニタリングすることにより、検査員のサンプリングの手間を省き、運転中に即座にシール最適条件に設定変更できる包装充填装置及び方法を提供する。
【解決手段】帯状包装積層材料1の縁部1aを、予熱手段8によって予熱し、裏面温度計30を予熱表面の外側裏面1cを臨ませ、裏面の温度を測定し、校正時に、非接触赤外線放射型温度計31を予熱表面1aに臨ませ、予熱表面温度を測定し、制御手段32が予熱表面の温度を予測判定して制御信号を送信する。
(もっと読む)
袋包装体整形装置
【課題】包装機が製造した袋包装体に対して、搬出装置における搬出中に、簡単な構造でありながら十分な折り癖を付ける時間的な余裕を与えて、確実な整形を行うことができる袋包装体整形装置を提供する。
【解決手段】横型の逆ピロー包装機1が製造した袋包装体Pは、排出側において搬出コンベア13によって搬出される。搬出コンベア13から搬出された袋包装体Pは、搬出コンベア13とは段差Eを以て下方に配設された加熱コンベアとしての回転コンベア20に移載される。袋包装体Pは、ガゼットが折り込まれた端部を底部として回転コンベア20にされ、搬送中に回転コンベア20から加熱されてガゼット折り込みの折り癖が付けられるので、ガゼット折り込みがされた底部の整形を行う時間を十分確保することができる。
(もっと読む)
包装充填方法及び包装充填装置
【課題】包装充填装置内におけるウェブ状包装積層材料内部に充填された液体食品の泡立ちをモニターし、縦シールの不都合を未然に防止することができる包装充填方法及び包装充填装置を提供する。
【解決手段】ウェブ状包装材料がチューブ状に成形され、包装材料が縦線方向に縦シールされ、チューブ状包装材料内に液体食品が充填され、包装材料が液面下で横シールされ、横シール帯域で切断されて枕状予備成形体が得られ、折り畳むことにより形成された包装容器を得る、包装充填する。近赤外線光源15から、液面及びその上方に対応するチューブ状包装材料1の側面に、近赤外線を照射し、チューブ状包装材料を透過した近赤外線を受光手段16で受光し、受光手段からの測定値に基づいて、被検査領域の泡立ちの有無を判定手段17で判定する。
(もっと読む)
包装充填装置及び包装充填方法
【課題】良好な縦シールの全体的条件を崩すこと無く、予熱手段の加熱温度を制御することができる包装充填装置及び方法を提供する。
【解決手段】帯状包装積層材料の縁部の縦シール部面に、帯状包装積層材料が筒状に成形され帯状包装積層材料1の他方の縁部を合せて接合し、内容物を充填して横シールし、帯状包装積層材料を切断分離して容器に包装充填する装置であって、無菌室40と、ホットエアーを噴出するノズルを備え、包装材料の縁部を縦シールのために予熱する予熱手段8と、予熱手段へ供給されるホットエアーの流路22に設けられ、ホットエアーの一部若しくは全部を、制御信号Aにより、無菌室40内に放出するエアー調節手段24とを有する。
(もっと読む)
自動充填包装装置
【課題】フィルム幅の変更に簡単に対応でき、横シールのタイミング調整を殆んど必要としない自動充填包装装置を提供する。
【解決手段】帯状フィルムF1の走行方向を下方に向ける変向ローラ18と、変向ローラの下方でフィルムを幅方向に二つ折りとする折込装置11と、二つ折りにされたフィルムの開放側側縁同士を縦シールする縦シール装置12と、縦シールされた扁平な筒状フィルムF3内へ内容物を充填するノズル装置13と、ノズル装置より下方で筒状フィルムを横シールする横シール装置20とを有し、定間隔の帯状フィルムのマークMを検出する検出装置17と、変向ローラ18を、帯状フィルムF1のフィルム幅に対応して予め定められた複数の高さ位置のうちの一つに選択的に位置設定可能な位置設定手段とを有し、設定された変向ローラ18の高さ位置に応じて、横シール装置はマーク検出時に連動して該横シール装置20の作動タイミングを調整可能である。
(もっと読む)
包装充填装置
【課題】包装容器の外観表面を傷つけることがなく、高速でかつ強く両側から圧迫する成形/横シールであっても、液面レベルが変動若しくは振動することが少なく、液面制御が容易である包装充填装置を提供する。
【解決手段】包装充填装置は、包装材料をチューブ状に成形し、包装材料の両端部でチューブ1の縦線方向に縦シールし、チューブ状包装材料内に充填パイプ7aから液体食品を液面レベルまで充填し、チューブ横断方向に液面下で横シールし、切断して包装容器を製造する包装充填装置であって、チューブ状包装材料内の液面下であって横シール位置上方に設けられた、中空筒状本体と上端圧力緩衝部21とからなるプレシャーフランジ20を有する。
(もっと読む)
包装充填装置及び包装充填方法
【課題】縦シールの制御パラメータである予熱手段による縦シール部分の表面温度を、連続的にモニタリングすることにより、検査員のサンプリングの手間を省き、運転中に即座にシール最適条件に設定変更できる包装充填装置及び方法を提供する。
【解決手段】包装充填装置の予熱手段8は、帯状包装積層材料の一方若しくは両方の縁部を、縦シールのために予熱し、装置は、予熱された縁部の表面を臨み、表面の表面温度を測定して測定値信号を送信する非接触赤外線放射型温度計50と、測定値信号を受信し、予熱された縁部の表面温度を判定して制御信号を送信する制御手段51とを有する。
(もっと読む)
41 - 60 / 194
[ Back to top ]