
Fターム[3E094CA10]の内容
基本的包装技術−容器の閉鎖 (6,223) | 閉鎖手段 (1,217) | ヒートシール (985) | 熱板によるもの (836) | 熱板の形状又は動作 (570) | ローラ型シーラ (71)
Fターム[3E094CA10]に分類される特許
1 - 20 / 71
溶着ユニット及び前記溶着ユニットを備えた包装装置
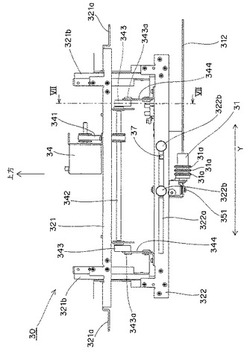
【課題】簡単な構成で、溶着部材が被溶着部材に一定の押圧力を付与できる溶着ユニットを提供する。
【解決手段】被溶着部材101を熱溶着させる溶着部材31と、溶着部材31を、弾性部材36を介して支持する、支持部材32と、溶着部材31が被溶着部材101に接触したことを検知する検知手段37と、溶着部材31が被溶着部材101に対して接離する方向に移動するよう、支持部材32を移動させる駆動手段34と、駆動手段の作動を制御する制御手段と、を備え、前記制御手段は、検知手段37が溶着部材31が被溶着部材101に接触したことを検知すると、被溶着部材101に向けて支持部材32を所定距離だけ移動させるように、駆動手段34を制御することを特徴とする。
(もっと読む)
横シール装置およびそれを具える充填包装装置

【課題】横シール部の形成の際にベースフィルム層が過度の加圧力によりダメージを受けるのを防止する。
【解決手段】横シール部を間欠的に形成する横シール装置において、対をなす横シールロールの各々の支持軸の両端部をそれぞれ支持する軸受け部を有し、それらの横シールロールを互いに平行にかつ互いに接近および離間可能に支持する支持機構と、対をなす横シールロールを互いに等速で互いに逆方向へ回転させる駆動機構と、対をなす横シールロールを互いの接近方向へ向けて付勢する付勢機構とを具え、付勢機構は、支持機構の軸受け部を横シールロール同士が互いに接近する方向へ、環状フランジ同士が当接する位置まで押圧する低加圧力用シリンダと、支持機構の軸受け部を横シールロール同士が互いに接近する方向へ、環状フランジ同士が当接する位置よりも所定距離だけ後方の位置まで押圧する高加圧力用シリンダと、を有する。
(もっと読む)
シール装置
【課題】シール装置に包装袋の開口部を差し込む際、安全に作業を行うことができるシール装置を提供する。
【解決手段】包装袋の上端部をシール機構に案内する案内機構6は、第1のベルト63aと、前記第1のベルトを駆動する複数のプーリ33a,61a,65aからなる第1のプーリ群と、第1のベルトに対向して配置され、第1のベルトとの間で前記包装袋の上端部を狭持する第2のベルト63bと、前記第2のベルトを駆動する複数のプーリ,33b,61b,65bからなる第2のプーリ群とを備え、前記第1のプーリ群のうち、包装袋の案内方向における最も上流側に配置された第1の上流側プーリ65aは、前記第2のプーリ群のうち、包装袋の案内方向における最も上流側に配置された第2の上流側プーリ65bに対して上流側に所定距離Lおいて配置されている。
(もっと読む)
包装機におけるシール用ロール圧着装置
【課題】包装材を圧着する圧力が調整可能で、且つ包装材のセンターシールの包装不良の検出を行うことを可能にする包装機におけるシール用ロール圧着装置を提供する。
【解決手段】包装材にシールを施すべき部分を挟んで二つの圧着ローラ31,32が対向配置される。サーボモータ33は、運動変換機構であるリンク57を介して、一方の圧着ローラ31を開閉駆動する。他方の圧着ローラ32は、第2ローラ支持体としての固定フレーム50に回転自在に支持されている。包装材の移送に伴って、圧着ローラ31,32は、制御部により駆動されるサーボモータ33によって開閉動作がされる。圧着ローラ31,32の閉じ動作中に、サーボモータ33における回転量の変動又はトルクの変動に基づいて、圧着ローラ31,32間の隙間が拡大することを検出することによって、圧着ローラ31,32間における異物の噛込み又は包装材の異常が検出される。
(もっと読む)
ロールタイプ自動包装機におけるポケットシールロール機構
【課題】
従来のロールタイプ自動包装機において発生していた粉舞い上がり現象を抑えることにより横シール動作時における粉噛み込み障害を防止できるロールタイプ自動包装機を提供する。
【解決手段】
上記ロールタイプ自動包装機のシールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮し、粉末原料落下動作に伴う粉舞い上がり現象を抑止している。
(もっと読む)
超音波しごき装置の冷却機構
【課題】
超音波駆動器の超音波振動子に対して二種類のエアー冷却機構を設けたことにより、ホット充填動作を行う際に発生する超音波振動子の熱破壊現象を防止できる超音波しごき装置を提供する。
【解決手段】
自動包装機のしごき装置は、筒状包装袋の横幅全体を押圧できる超音波ホーンを取り付けた超音波振動装置と、筒状包装袋を挟み込みつつ、この超音波ホーンと相対する位置に配置された受け板(アンビル)と、この超音波ホーンと受け板をお互いに押圧するように作動させる駆動装置を備え、この超音波振動装置は、超音波を発振する超音波振動子と、発振した超音波を効率良く励振する超音波ホーンと、超音波振動子の発熱を抑える冷却装置で構成され、この冷却装置には、超音波振動子の外側を冷やす第一のエアー冷却機構と、超音波振動子の中心部を冷やす第二のエアー冷却機構が配備されている。
(もっと読む)
四方シール包装体の製造装置
【課題】開封摘み部を設けて四方シールした包装体を効率的に大量生産することができるようにした四方シール包装体の製造装置を提供する。
【解決手段】この装置は、長さ方向に搬送されながら重ね合わされる包材原反201と包材原反202との間に次々と挟まれた被包装物(製剤1)を囲むように四方シールするシール手段10と、一端側に開封起点となる開封摘み部211,221を設けるように両包材原反201,202を打ち抜くことによって包装体Aを連続して製造するフルカット手段30とを備えている。シール手段10は、製剤1が幅方向に複数列に並べられる幅の2本の包材原反201,202を、製剤1ごとに四方シールする。フルカット手段30は、製剤1ごとに開封摘み部211,221を設け、かつ、開封摘み部211,221を設けない三方でシールされた2枚の包材原反201,202を完全に打ち抜く。
(もっと読む)
ヒータブロックの清掃容易な横型包装機
【課題】簡易な構成で、渡り装置の排出側搬送コンベアとエンドシール装置のヒータブロックとの連動の固定、解除が可能で、ヒーターシール面の清掃が容易になるエンドシール装置を備えた横型包装機を提供する。
【解決手段】横型包装機において、エンドシール装置の下側ヒータブロックの昇降台に溝カムを設けた連動装置を固定し、該溝カムに渡り装置の排出側搬送コンベアの連動レバーに設けたカムフォロアを係合させることでエンドシール装置の開閉と渡り装置の進退を連動させる構造で、溝カムの上部を切り欠くことで開放し、カムフォロアの配設された連動レバーが上方に旋回可能にする。
(もっと読む)
横型製袋包装機における上押さえコンベア装置
【課題】センターシールユニットの上方が完全に開放され、センターシールユニットの清掃やメンテナンスを容易に行うことができる製品上押さえコンベアを提供する。
【解決手段】上押さえコンベア6は、センタープレート9との間に製品を挟んで且つ押圧しながら補助送りをする作動位置から、ハンドル8を操作して、回動軸3の回りにシャフトホルダ4や支持シャフト5と共に上方に撥ね上げられて後、シャフトホルダ4に対して支持シャフト5の長手方向にスライドされて補助送りと交差する方向に後退した退避位置へと移動される。この退避位置では、上押さえコンベア6は、センタープレート9の上方スペースを大きく開放することができる。したがって、センターシールユニットの清掃やメンテナンス等も容易に行うことができる。
(もっと読む)
ヒートシール方法および製袋充填方法
【課題】生産性が高く、樹脂だまりや夾雑物等によるヒートシール不良の抑制及び/または安定したヒートシール条件を可能とするヒートシール方法及びこれを用いた製袋充填方法を提供する。
【解決手段】上下動可能な一対のヒートシールロールがヒートシール部材間に筒状フィルムを挟持して下降しつつ、筒状フィルムを横方向にヒートシールするヒートシール方法であって、ヒートシール部材の外周面における周速度とヒートシールロールの下降速度との和が筒状フィルムの下降速度となるように正確に制御して、ヒートシールロールとその回転駆動源を一緒に移動させ、前記駆動源を含む一対のヒートシールロールと実質的に同じ重さの重りを、ヒートシールロールと同期させて正反対の方向に移動させるとともに、筒状フィルムがヒートシール部材に挟持される期間のうち、初期及び終期は、中間期に比べて、ヒートシールロールの回転速度を遅くし、かつ移動速度を速くする。
(もっと読む)
ロールタイプ自動包装機における可動縦シールロール機構
【課題】縦シール位置の変更を容易に実施でき、当初の性能を長期間維持できる縦シールロール機構を提供する。
【解決手段】縦シールロール機構の縦ヒートシール部61、610は包装フィルムに対して縦ヒートシールを施す縦ヒートシール刃62、620と、縦ヒートシール刃と一体成型され、この縦ヒートシール部を縦ヒートシールロール軸本体に取り付ける固定ボス部63、630とから成り、上記縦ヒートシール刃と固定ボス部の間には、縦ヒートシールロール軸本体と直行する方向に第三のスリットS3が付設けられ、固定ボス部には、第三のスリットが設けられた位置の反対側に縦ヒートシールロール軸方向に沿った第一のスリットS1と、第三のスリットが設けられた位置に縦ヒートシールロール軸方向に沿った第二のスリットが付設されると共に、当該第二のスリットを挟んで締付ボルトを挿入するボルト挿入孔と締付ボルトを螺入するボルト螺入孔が付設されている。
(もっと読む)
製袋充填機におけるシール温度制御装置
【課題】シール体の温度を目標シール温度付近で安定させるための設定を、極めて簡単に自動設定する。
【解決手段】製袋充填機は、シール体24,30による目標シール温度を包装品種ごとに設定する設定手段40と、シール体24,30の温度を検出する温度検出手段28,36と、シール体24,30の温度が、温度検出手段28,36により検出された温度に基づき、適正シール温度内になるように、ヒータ26,34で該シール体24,30を加熱する温度調節手段38を備えている。制御手段42は、フィルム14の搬送状況に応じて、温度調節手段38によって、温度検出手段28,36で検出しサンプリングした温度が包装品種ごとに設定された目標シール温度に対応した適正シール温度の範囲内になるように温度制御信号を生成して、シール体24,30を加熱する温度補正運転モードを備えている。
(もっと読む)
確実に横シール部を形成可能な自動包装機械
【課題】第1横シール装置が横シール部を一層確実に隙間なく形成するための技術を提供する。
【解決手段】自動包装機械1は、フィルム折り返し部5と、縦シールユニット7と、第1横シールユニット8と、第2横シールユニット9と、第3横シールユニット10と、充填ユニット6と、を備えている。そして、自動包装機械1は、第1横シールユニット8よりも包装フィルム15の走行方向Aの上流側に配置され、第1横シールユニット8によって形成される横シール部18に相当する位置で包装フィルム15を部分的にヒートシールする第3横シールユニット10を更に備えている。
(もっと読む)
自動包装機の超音波しごき機構
【課題】横ヒートシール予定部分の内部に付着している内容物を除去し、確実に内容物噛み込みによる横シール不良を防止できる超音波しごき機構を提供する。
【解決手段】自動包装機のしごき機構14には、個別包装体の横幅に相当する先端部分を有する超音波ホーン102と、この超音波ホーン先端部分110に相対する受け板100と、この超音波ホーン先端部分110と受け板100が互いに押圧するように駆動するエアーシリンダ104とを備えられており、このエアーシリンダ104は、超音波ホーン先端部分110と受け板100の隙間に挟まれている筒状包装袋の横ヒートシール予定部分のみに対して、押圧駆動するように制御され、この横ヒートシール予定部分の内部に付着している内容物が超音波ホーン先端部分110から発する超音波振動で確実に除去される。
(もっと読む)
液体収容器の溶着装置および溶着方法
【課題】2枚のシート状部材同士の溶着と、2枚のシート状部材とその間に挿入された挿入物との溶着とを行う際に、過溶着や溶着不足などの不具合が発生するのを低減する。
【解決手段】互いに重なり合う2枚の熱溶着可能なシートと、シート状部材100a,100b及びシート状部材の間に挿入される挿入物200,300とを、一対の回転体1,2の周面の間に送り込む。回転体1,2の周面には、2枚の熱溶着可能なシート状部材同士を溶着する第1の溶着部aと、シート状部材及び挿入物を収容しつつ溶着する第2の溶着部b,cが設けられ、第1の溶着部には第1の発熱手段が、第2の溶着部には第2の発熱手段が設けられている。第1の発熱手段と、第2の発熱手段の発熱量は、それぞれ独立に制御され、溶着箇所によって異なる熱量を与えて溶着を行う。
(もっと読む)
横形製袋充填機の縦シール装置
【課題】縦シール装置の清掃等の保守作業を容易に行なう。
【解決手段】背面機枠16の手前側に回動可能に枢支された可動枠36に、送りローラ12,12およびシールローラ14,14を備えるシールユニット42が配設される。シールユニット42は、可動枠36がシール位置Pに保持された状態で、送りローラおよびシールローラ14,14とによって搬送ベッド10,10のすき間Sから下方に延出するフィルムFの重合部fを挟持し得るよう位置設定される。切換機構70により係止手段の係合を解除して可動枠36を保守位置Mに向けて傾動することでシールユニット42は、送りローラ12,12およびシールローラ14,14の上面が傾斜して手前側に向く保守作業が容易な姿勢となる。
(もっと読む)
包装充填装置
【課題】縦シール部分で継ぎ目を十分にシールすることができる包装充填装置を提供する。
【解決手段】帯状包装積層材料と次の別の帯状包装積層材料との継ぎ目を形成して継ぎ、包装容器を製造する包装充填装置であって、縦シール装置が、縦シールすべき箇所の両端部を加熱する予熱手段8と、該継ぎ目部分を検知して該継ぎ目部分であって、予熱された前記両端部を加熱する追加予熱手段20、21と、加熱された縦シールすべき箇所の該両端部を押圧してシールする押圧手段とからなる、包装充填装置。
(もっと読む)
自動包装装置の縦シール装置
【課題】簡易かつ安価な構成でありながらも縦シールの位置を効率的に変更可能な自動包装装置の縦シール装置を提供する。
【解決手段】縦シールユニット300は、第1位置および第2位置でヒートシールする第1縦シール機構400と、前記第3位置でヒートシールする第2縦シール機構500と、を備える。第1縦シール機構400は、両端が回転可能に支承された第1回転軸部410と、第1回転軸部410に固定的に設けられ前記第1位置をヒートシールする第1シールロールと、第1回転軸部410にスライド可能に設けられ第2位置をヒートシールする第2シールロール430と、を備える。第2縦シール機構500は、第1回転軸部410とは異なる高さに設けられており、両端が回転可能に支承された第2回転軸部510と、第2回転軸部510にスライド移動可能に設けられ第3位置をヒートシールする第3シールロールと、を備える。
(もっと読む)
ヒートシールロール用ヒートシール刃およびそれを用いたヒートシールロール
【課題】対をなすヒートシール刃の相互の近接変位に当っての、ヒートシール刃から被包装物およびシーラント層への熱伝達を有効に抑制してシール部分での発泡を抑えることにより、被包装物の充填が可能なシール温度幅を広げると共に、被包装物の高速充填下での安定した確実な融着接合を可能にする。
【解決手段】相互に近接させて平行に対向配置され互いに逆方向に回転駆動される一対のロールのそれぞれに、その軸線方向に延在するように取付けられるものであって、表面が該ロールの周方向に沿って弧状をなすと共に、対向するこれらの相互間に包装用積層フィルムを挟持してその積層フィルムを融着接合させる、ヒートシールロール用ヒートシール刃であって、前記対向するヒートシール刃の少なくとも一方の表面のうち、シールに当って回転方向に先行する側の端部および後行する側の端部を除く中央部分のみを、微細凹凸粗面部とし、該凹凸粗面部の凹部深さを、1〜30μmの範囲としてなる。
(もっと読む)
シール装置及びシール方法
【課題】比較的簡単な構成で、ヒートシール加工において高いシール品質が得られるシール装置及びシール方法を提供すること。
【解決手段】本発明のシール装置1は、被加工物90の搬送路10に互いに向き合って配置されて回転駆動される2本の加工ロール20,30を備え、被加工物90を、搬送路10を介して両ロール20,30間に搬送し、被加工物90の所定箇所に、被加工物90の搬送方向Xと交差する方向に延びるシール部94を形成する。搬送路10は、2本の加工ロール20,30による加圧後の被加工物90を、2本の加工ロール20,30のうちの一方の加工ロール20側に誘導する誘導手段40を備えており、誘導手段40により、加圧後の被加工物90が、一方の加工ロール20側に偏倚して搬送されるようになされている。
(もっと読む)
1 - 20 / 71
[ Back to top ]