
Fターム[3E094HA02]の内容
基本的包装技術−容器の閉鎖 (6,223) | 目的又は効果 (982) | 作業性 (183) | 高速化 (73)
Fターム[3E094HA02]に分類される特許
1 - 20 / 73
シール装置
製袋充填機の横シール装置
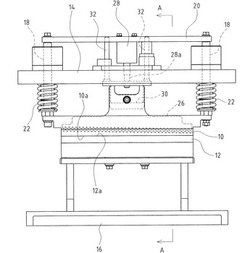
【課題】シール体の噛合時におけるシール面に対するカッタの刃先位置を一定に保つことにより、包装速度の高速化を図る。
【解決手段】筒状フィルムの移送路の上方に位置する第1シール体10に、一対のスライド軸18,18が配設される。スライド軸18,18は、第1の支持部材14に上下方向にスライド自在に支持される。一対のシール体10,12の噛合時に、各スライド軸18に巻装した圧縮コイルバネ22の付勢力によりシール圧が付与される。第1の支持部材14の上方に延出するスライド軸18,18間に連結した保持部材20は、第1シール体10と一体的に移動する。第1シール体10に配設したカッタ26は、保持部材20に配設したエアシリンダ28の付勢によって刃先がシール面10aから出没するように動作される。
(もっと読む)
製袋包装機

【課題】1対のシールジョーを高速に回転させても安定して横シールする。
【解決手段】製袋しつつ商品の充填を行う製袋包装機であって、一対の第1シールジョー51a及び第2シールジョー51bと、第1カム52aと、第2カム52bと、第1支持機構53aと、第1回転部材とを備える。第1シールジョー51a及び第2シールジョー51bは、下方向に搬送される筒状フィルムを横方向に挟み横シールする。第1カム52aは、外周に第1カム面を有する。第2カム52bは、外周に第2カム面を有する。第1支持機構53aは、第1シールジョー51aを支持し、第1シールジョー51aが筒状フィルムに当接及び離反するように環状に移動する。第1回転部材は、第1支持機構53aを環状に移動させる。第1支持機構53aは、第1シールジョー支持部と、第1カムフォロア93aと、第2カムフォロアと、第1フォロア保持部95aとを有する。
(もっと読む)
袋包装体のテープ結束装置
【課題】テープ結束された袋包装体を製造する製造モードと、テープ結束されていない袋包装体を製造する製造モードとの選択を可能にし、高速運転が可能な袋包装体のテープ結束装置を提供する。
【解決手段】通常作動時には、搬送手段は連続して供給される袋包装体を二つの搬送部分で互いに逆の位相で交互に搬送する。搬送手段による交互搬送を解消して同相状態で停止させるには、先ず電磁クラッチ104をオフにして両カムシャフト部分103a,103bを分離し、サーボモータ102によって直接には回転駆動されない方のカムシャフト部分103a(一方の搬送部分)を停止位置で電磁ブレーキ112を作動させて停止・ロックさせる。その後、サーボモータ102によってカムシャフト部分103bを回転させ(他方の搬送部分を動作させる)、停止・ロックされているカムシャフト部分103aと同相になった状態でサーボモータ102を停止する。
(もっと読む)
インパルスシール装置
【課題】メンテナンス性やシール性に優れたインパルスシール装置を提供する。
【解決手段】シールバー2とシール台3とを有するインパルスシール装置であり、シールバー2においてヒーター線4の非シール面に当接する支持面8cを電気的絶縁層8bの凹凸面とし、その凹凸形状を変えることでヒーター線4とシールバー3との伝熱効率を変化させる。
(もっと読む)
間欠移送式充填包装装置及び方法
【課題】液状物を含む被包装物の間欠移送式充填包装装置の運転スピードを落とすことなく袋のシール不良を回避し、当該充填包装の生産性を向上させる。
【解決手段】可動側挟持部材6は台部8と段部12とからなり、台部8には可動側補助挟持部材18が取り付けられている。可動側挟持部材6の段部12と可動側補助挟持部材18には固定側挟持部材30に対向する側の面に挟持ゴム16,28がそれぞれ設けられており、固定側挟持部材30には可動側挟持部材6に対向する側の面に挟持ゴム32が設けられている。可動側挟持部材6の段部12の挟持ゴム16と、固定側挟持部材30の挟持ゴム32のうち挟持ゴム16に対向する部分とでグリッパ4の主挟持部44を構成する。また、可動側補助挟持部材18の挟持ゴム28と、挟持ゴム32のうち挟持ゴム28に対向する部分とでグリッパ4の補助挟持部46を構成する。
(もっと読む)
熱融着装置及び熱融着方法
【課題】高速動作する包装機や速度可変の包装機にも対応可能な熱融着装置を提供する。
【解決手段】本実施形態に係る熱融着装置1は、発熱体12,22が設置された上側シール部材10と下側シール部材20とを備え、製品が入れられた包装袋の口を上側シール部材10と下側シール部材20との間に挟んで熱融着によりシールする熱融着装置1において、発熱体12,22の温度を測定する温度センサー15,25と、シールが良好に行われるように発熱体12,22の温度毎の発熱体への印加電圧を予め設定した電圧設定テーブルを記憶しておくメモリを有する制御器30であって、発熱体12,22への電圧印加時に、電圧設定テーブルを参照して電圧印加開始時の温度センサー15,25の測定温度に対応した電圧を発熱体12,22に印加するように制御する制御器30と、を備える。
(もっと読む)
エンドシール装置
【課題】 包装機の高速化に対応できるボックスモーションタイプのエンドシール装置を提供すること
【解決手段】 筒状フィルムの進行方向横方向にシールする第1,第2上側トップシーラ31a,31bと、それらの上側トップシーラと対となる第1,第2下側トップシーラ32a,32bを備える。上側トップシーラの左右両側に一体的に取り付けられた第1,第2支持ピン37,38の先端にカムフロアを設けると共に、カムフロアが符合する一対の第1,第2カム溝51,52と、下側トップシーラの左右両側に一体的に取り付けられた第3,第4支持ピンの先端にカムフロアを設けると共に、その一対のカムフロアが符合する一対の第3 ,第4カム溝53,54を設ける。それら各支持ピンとカム溝は、共に、筒状フィルムの進行方向に沿って前後に所定距離ずらす。
(もっと読む)
結束機
【課題】袋口を挟み込んだ袋保持用爪はエアシリンダにより直線状に移動するが、ストロークが長いと、エアの動作遅れが発生し、結束機の高速化を阻害する。
【解決手段】包装袋4の袋口を結束する感圧性接着テープ6を装備した結束機本体12と、前記包装袋4の袋口を絞り込むための一対の開閉自在な爪16,19を有し、前記結束機本体12側に移動するためのエアシリンダ27を有する袋保持用爪7とを備え、前記袋保持用爪7が包装袋4の袋口を絞り込んで結束機本体12側に移動すると共に、結束機本体12は前記袋口を向かえに行くように、袋保持用爪7の移動方向とは逆の方向に移動する。
(もっと読む)
蓋付容器へのシール用樹脂フィルム巻回装置
【課題】 製造コストを削減し、作業効率をよくするとともに、蓋付容器への熱的な影響を回避できる薄肉のシール用樹脂フィルムの巻回を実現できる蓋付容器へのシール用樹脂フィルム巻回装置を提供する。
【解決手段】 蓋付容器2を位置決めして間欠前進させる搬送手段10と、熱溶断刃とその両側に熱融着面を備えたフィルム溶断・融着手段20と、フィルム溶断・融着手段20を搬送方向の交差方向に進退させる第1進退機構30と、フィルム6を挟着するピンチロールと、該フィルムに張力を付与するテンション付与ロールを備えたフィルム挟着・張力付与手段40と、フィルム挟着・張力付与手段40を搬送方向の交差方向に進退させる第2進退機構50と、フィルム巻回体からフィルム6を繰り出す一対の繰り出しリール60と、繰り出されたフィルム6をフィルム挟着・張力付与手段40に導く方向転換系70とを備える。
(もっと読む)
製袋充填機の横シール装置
【課題】一対のシーラの動きを高速化するに際して両シーラの動きに追従するように切断刃を駆動制御し得る製袋充填機の横シール装置を提供する。
【解決手段】製袋充填機は、シーラ駆動手段13bと、シーラ駆動手段13bへの駆動指令に関する演算を行う演算処理部10aを有するコントローラ10と、筒状フィルムを切断する切断刃21を進退移動させる切断刃駆動手段13aと、一対のシーラ18,16が所定の距離に到達したときの検知信号を出力する検知手段26を備えている。コントローラ10は、切断刃駆動手段13aに駆動指令を行う第1駆動制御手段10bと、演算処理部10aから情報を得てシーラ駆動手段13bに所定の駆動指令を行う第2駆動制御手段10cを備えている。第1駆動制御手段10bは、検知手段26からの信号のみをトリガ信号として演算処理部10aを介することなく切断刃駆動手段13aに駆動指令を行うための開始信号を生成する。
(もっと読む)
インパルス式ヒートシーラー
【課題】加熱冷却時間を短縮して単位時間あたりのシール回数を増やすことのできるインパルス式ヒートシーラーを提供する。
【解決手段】フィルムFのシール部Faを圧着する圧着部10aを有する圧着レバー7と、フィルムFのシール部Faを加熱する加熱部31aを有する加熱体31とを備え、圧着レバー7の圧着作用工程において、シール部Faを圧着部10aと加熱部31aにより挟持することにより、シール部Faのシールを行うように構成したインパルス式ヒートシーラーにおいて、熱を遮断する断熱体41aまたは熱を伝導する熱伝導体41bを、加熱部31aの背部に近接配置可能な加熱冷却補助機構40を備えた。
(もっと読む)
シール装置
【課題】包装袋のシール装置において、作業者の作業負担を増加させることなく熱溶着の溶着品質を高める。
【解決手段】物品を収容した包装袋3が入れられた箱体2を搬送するコンベア4と、コンベア4で搬送される箱体2に入れられた包装袋3の上端部を挟持して熱溶着によりシールするシール機構5とを備えた包装袋のシール装置であって、コンベア4の上方であって、且つシール機構5より上流側に配置された複数のノズル51a、51b、52a、52bを有する。複数のノズル51a、51b、52a、52bは、コンベア4の中心線sを挟んで相対向し、且つコンベア4の進行方向(X1方向)に向かって相互間の距離寸法が徐々に小さくなるハの字状に配置され、その上面に空気吹出口55が形成され、コンベア4で搬送されている箱体2に入れられた包装袋3に対して、空気吹出口55から上方に向けて空気を吹き付ける。
(もっと読む)
ヒートシールロール用瓶口形ヒートシール刃およびそれを用いたヒートシールロール
【課題】対をなすヒートシール刃の相互の近接変位に当っての、ヒートシール刃から被包装物およびシーラント層への熱伝達を有効に抑制してシール部分での発泡および皺の発生を抑えることにより、被包装物の充填が可能なシール温度幅を広げると共に、被包装物の高速充填下での安定した確実な融着接合を可能にする。
【解決手段】相互に近接させて互いに逆方向に回転駆動される一対のロールのそれぞれに取付けられ、表面が該ロールの周方向に沿って弧状をなすと共に、対向するこれらの相互間に包装用積層フィルムを挟持してその積層フィルムを融着接合させる、ヒートシールロール用ヒートシール刃であって、該ヒートシール刃表面の回転方向に先行する側の少なくとも1部が、窪んだ瓶口形シール刃にあっては、対向する該シール刃の少なくとも一方の瓶口凸部のうちの、シールに当って回転方向に先行する側の端部を除く高圧部分だけを、微細凹凸粗面部としてなる。
(もっと読む)
パウチ充填機用のジョー支持体
製袋充填機のためのジョー支持体および密封ジョーが提供される。別の実施形態において、製袋充填機は、附属類取り付けステーションと、附属類取り付け装置と、附属類加熱アセンブリと、容器を形成し、附属類を移送して容器に取り付けるように構成されて配置される密封ジョーとを含んでもよい。 (もっと読む)
製袋包装機
【課題】連続動作によって袋の底折りを確実に行なうことが可能な製袋包装機を提供することにある。
【解決手段】製袋包装機3は、搬送部6と、横シール機構17と、底部加熱手段21と、を備えている。搬送部6は、筒状の包材を連続的に搬送する。横シール機構17は、筒状の包材を横方向にシールするとともに、シールによって形成された袋を後続の包材から切り離す。底部加熱手段21は、横シール機構17の下方に配置される。底部加熱手段21は、横シール機構17によって包材から切り離されて落下する袋の底部に当接し、袋の底部を加熱する。
(もっと読む)
袋口扇折込みタグ結束装置
【課題】包装体の内容物が所定の高さを有している場合であっても、その内容物が包装体の袋口付近に集中することなく、包装体の袋口を扇形状に成形できるようにすると共に、当該包装体の袋口にタグを再現性良く結束できるようにする。
【解決手段】包装体1の袋口を蛇腹状に折り込んで当該袋口を扇形状に成形する袋口扇成形駆動ユニット40及び、袋口扇成形駆動ユニット40の袋挿入口側に設けられて蛇腹状に折り込まれた包装体1’の袋口にタグを取り付けるタグ取り付け駆動ユニット101を有した結合処理ユニット104と、袋口扇折込みタグ結束装置100の設置面に対し所定の角度を有して結合処理ユニット104を斜めに支持するプロセス架台102とを備える。包装体1の袋口を斜めに挿入し、当該包装体1’を装置設置面に対し、ほぼ並行となる姿勢を維持して、袋口を扇形状に成形すること、及び、その袋口にタグを取り付けることができる。
(もっと読む)
自動封緘装置
【課題】硬貨等の袋詰めに当たり、袋口部の折畳みを効率的に行なうこと。
【解決手段】袋1を搬送するコンベヤに沿って順次設けられる矯正部20、折畳部30及び結束部60とからなる。矯正部は袋の口部2を起立せしめた状態で口部に挿入される一対の軸21からなる。軸は開閉自在であるとともに回転自在であり、口部に挿入され口部を伸長した状態で指令信号に基いて口部を回転させ袋の合わせ目1bを予め定められた位置に合わせる。折畳部は、口部を起立せしめた状態で袋の中央部を押圧する進退自在の押圧手段34と、押圧手段の進行方向に対し直交方向に動作しかつ進退自在である一対の挟持手段36、43とからなる。挟持手段は一の挟持手段と他の挟持手段とが交互に口部を折り曲げることにより口部を繰り返し折り畳み、次工程の挟持をする挟持手段は前工程の挟持終了後前工程の挟持手段による挟持を解除した状態で折り畳まれた口部を外側から挟持する。
(もっと読む)
製袋包装機の縦シール機構
【課題】連続的に縦シールを行う製袋包装機において、シールの高品質を図ると共に、高速に縦シールを行うことが可能な縦シール機構を提供する。
【解決手段】縦シール機構2は、縦シール部材21と、搬送装置22とを備えている。ここで、縦シール部材21は、搬送装置22から離れたシール位置に配置され、筒状フィルムの重なり部分F2に対し加熱加圧を行うとともに筋目シールを形成する。
(もっと読む)
製袋包装機の縦シール機構
【課題】連続的に縦シールを行う製袋包装機において、シールの高品質を図ると共に、高速に縦シールを行うことが可能な縦シール機構を提供する。
【解決手段】縦シール機構2は、縦シール装置21と、搬送装置22とを備えている。ここで、縦シール部材21は、搬送装置22から離れたシール位置に配置され、筒状フィルムの重なり部分F2に対し加熱加圧を行うとともに筋目シールを形成する。
(もっと読む)
1 - 20 / 73
[ Back to top ]